
Atif Farrag
Department of Dairy, Food Industries and Nutrition Research Division, National Research Centre, Egypt
Tamer Mohammed El-Messery
Department of Dairy, Food Industries and Nutrition Research Division, National Research Centre, Egypt
LiveDNA: 20.24190
Marwa Mohamed El-Said
Department of Dairy, Food Industries and Nutrition Research Division, National Research Centre, Egypt
Tarek Nour Soliman
Department of Dairy, Food Industries and Nutrition Research Division, National Research Centre, Egypt
LiveDNA: 20.23162
Hala Mohamed Fakhr El-Din
Department of Dairy, Food Industries and Nutrition Research Division, National Research Centre, Egypt
Journal of Biological Sciences
Year: 2018 | Volume: 18 | Issue: 7 | Page No.: 373-380







ABSTRACT
Background and Objective: Polyphenols are natural antioxidants have proved to be effective for inhibiting different human diseases such as several types of cancer, coronary artery and cardiovascular diseases, The aim of this work is utilization of whey proteins (WP) with maltodextrin (MD) as wall material for microencapsulated of grape pomace polyphenols. Materials and Methods: Polyphenols were extracted from prepared grape pomace (skin and seed). Water extracted polyphenols were assessment. Microencapsulation of polyphenols was followed using Whey Protein Concentrate/Maltodextrin WPC/MD at different ratios of 100:00, 80:20, 60:40, 40:60 and 20:80 with Arabic gum (AG) 0.5% as double wall material. Results: Microencapsulation efficiency and properties of resultant capsules were followed. Polyphenols yield increased with increasing the percentage of pomace prepared concentrations. Extraction of polyphenols at 100°C/1 min with 20% grape pomace recorded highest total phenolic compounds (475.80 mg gallic acid g–1) and Radical Scavenging Activity (RSA) 93.75%. Wall material of WPC:MD ratio of 60:40 recorded highest microencapsulation efficiency of 95.28%. Smallest particle diameter D32 of polyphenol capsule was recorded 822.26 nm with using whey protein only as coated wall material. The obtained results that capsule containing 100 WPC as wall materials had better release of 83% of phenolic compounds. Conclusion: The results indicated that incorporation of MD with WPC improved microencapsulation process and this results agreement with that finding in encapsulation efficiency (EE).
PDF Abstract XML References Citation
Received: May 23, 2018;
Accepted: July 20, 2018;
Published: February 22, 2019
Copyright: © 2018. This is an open access article distributed under the terms of the creative commons attribution License, which permits unrestricted use, distribution and reproduction in any medium, provided the original author and source are credited.
How to cite this article
Atif Farrag, Tamer Mohammed El-Messery, Marwa Mohamed El-Said, Tarek Nour Soliman and Hala Mohamed Fakhr El-Din, 2018. Microencapsulation of Grape Phenolic Compounds Using Whey Proteins as a Carrier Vehicle. Journal of Biological Sciences, 18: 373-380.
DOI: 10.3923/jbs.2018.373.380
URL: https://scialert.net/abstract/?doi=jbs.2018.373.380
DOI: 10.3923/jbs.2018.373.380
URL: https://scialert.net/abstract/?doi=jbs.2018.373.380
INTRODUCTION
The trend for investigation of bioactive compounds, especially polyphenols, from plant sources (vegetables, fruits, herbs, cereals) has increased in modern. These natural antioxidants have proved to be effective for inhibiting or preventing different human ailments such as coronary, artery and cardiovascular diseases1,2, several types of cancer3,4, due to their antiradical, antioxidant and anti-inflammatory properties5.
Pomace is one of the major gained as by-products from fruits Juice production. It is rich in antioxidants including flavonoids isoflavones, flavones, flavonones, isocatechin and catechin6,7 and anthocyanins8-10. Most of the grape varieties, used for manufacturing different food products, contain seeds which has 3-4 seeds per berry. During processing of grapes, remains high quantities of pomace, which considered a good source of high-quality bioactive compounds having various health promoting properties. The grape pomace obtained, as by-product, constitutes around 20% of the weight of processed grapes. Grape seeds constitute about 20% of pomace and 60-70% of total extractible phenolic compounds present in grapes11. In different therapeutic procedures can free radical neutralization in biological systems by Phenolic compounds12.
Although the benefits from phenolic compounds and it is crucial to use it, there are susceptible to oxidize, light, heat13, pH, water and enzymatic activities14. Microencapsulation is one famous of the techniques that are used for enhancing the stability and shelf life of phenolic compounds. When a nutraceutical encapsulated with a biopolymer, it is protected from light, oxygen, water or other environmental conditions15. Encapsulation has effective technology in protecting the bioactive ingredients during processing and storage, prevention possible interaction with other food constituents. Further, a real benefit of encapsulation is the ability to sustained release of the incorporated ingredients and to deliver them to a specific target at the required time and condition. In the biomedical and pharmaceutical sector have been used successfully many synthetic polymers as delivery systems16. However, these polymers not applicable in food industries that require food grade.
Milk proteins have several unique and diversified functional properties. Nowadays, using milk proteins as the delivery vehicle for bioactive compounds become a new trend17 that received much attention. Whey proteins are a mixture of globular proteins of variable composition and functional properties. β-lactoglobulin is the major whey protein and the functional properties of whey protein isolates (WPI) and WPC, are largely controlled by it. The β-lactoglobulin and whey protein preparations have been used as a delivery system for bioactive compounds18. To avoid the drawbacks of using whey proteins for the delivery vehicle of bioactive compounds which are finding wide applications nowadays. The core/shell nanoparticles are nanostructures that have a core made from a material coated with another material19. Different kinds from materials have been used for microencapsulation, namely polysaccharides (AG, MD, corn syrups and starches), lipids (mono- and diglycerides) and proteins (casein, whey proteins and gelatin) in different encapsulation methods20. The one of most commonly used coating materials in the food industry was the MD of different dextrose equivalents14. Maltodextrin is forming amorphous glassy matrices during the encapsulation process to protect the encapsulated material from oxidation21.
The objective of the presented study has investigated the preparation of microcapsules by WPC with MD as coated material for grape pomace. Microencapsulation characterizations (encapsulation efficiency, Particle size, Zeta potential, SEM and bioavailability in-vitro) for grape pomace were studied.
MATERIALS AND METHODS
Materials: Red grape was purchased from Egyptian local market. MD, WPC (80%) and AG were purchased from Alfasol Co., Turkey. Folin-Ciocalteu reagent, Gallic acid, 1, 1-diphenyl-2-pycrylhydrazyl (DPPH) and Hydrochloride acid were purchased from Sigma-Aldrich Co. (St. Louis, USA). Sodium hydroxide, Sodium chloride, Methanol and Pepsin were purchased from Merck Co (Darmstadt, Germany). Pancreatin and Porcine bile were purchased from Fluka Co. All solvents and chemicals were used in HPLC grade. Distilled water was used throughout this study.
METHODS
Red grape pomace preparation: Whole full red grape fruit was minced at mince and filtrated with cloth to collect the pomace which consisted of seeds and skins. The mixture was dried at 55°C for 48 h and then separated by means of vibrating sieves stored in dark under vacuum at ambient temperature. Dried skins and seeds were milled by a grinder (Hamilton Beach Model 600 AL Almond USA) before extraction, Duba et al.22.
Polyphenol extraction: Water polyphenols extraction from dried red grape pomace was followed as method of Fakhr El-Din et al.23 with slight modification (using different concentrations and temperatures). Different ratios of red grape ground pomace of 5, 10, 15 and 20 g was infused in 100 mL distilled water. Prepared solutions were heated at 25, 50 and 100°C, continuous stirred for 1 min and 1 h, then centrifugation at 4500 rpm for 20 min. Supernatant were filtered and stored in dark bottles at -18°C until further use.
Determination of total phenolic content (TPC): The total polyphenols (TP) content was determined as described by Fiori et al.24 as a colorimetric method using the Folin-Ciocalteu reagent. The 0.5 mL of sample was mixed with 0.5 mL of 10-fold-diluted Folin-Ciocalteu reagent. After 3 min, 4 mL of 7.5% sodium carbonate was added. The mixture was allowed to stand for 30 min in the dark at room temperature before the absorbance was measured at 725 nm using a spectrophotometer (model 2010, Cecil Instr. Ltd., Cambridge, UK). The calibration curve was made with standard solutions of Gallic acid in the range 0.01-1.00 mg mL–1. The final results were expressed as milligrams Gallic acid of equivalent per gram of dry weight (DW).
DPPH radical scavenging activity of polyphenol extract: Free radical scavenging activity (RSA) of the samples was measured using the method of Brand-Williams et al.25. An aliquot 100 μL of the sample solution was mixed with 2.9 mL of 1,1-diphenyl-2-pycrylhydrazyl (DPPH) in methanol. The mixture was shaken vigorously and left to stand for 30 min. Absorbance of the resulting solution was measured at 517 nm by a UV-visible spectrophotometer. The antioxidant activity was calculated using the following equation:
![]()
Drying of polyphenols extract: The liquid polyphenols extract was frozen at -20°C overnight and was freeze dried (LABCONCO, USA, Freeze dryer.). The temperature of the ice condenser was set at -50°C and the vacuum pressure was set to 0.04 mbar. The dried product was collected, pulverized and stored in air tight desiccators for further tests.
Polyphenols HPLC analysis: Polyphenols contents were carried out according to the method described by Kim et al.26. Separation and quantitative determination of polyphenols of grape pomace extract were followed using HPLC apparatus model 1100 (Agilent Technologies, CA, USA) system column: Agilent Eclipse XDB C18 (150×4.6-5 μm).
Measurements of particle size and zeta potential: The size of the wall material solution was determined using a light scattering instrument Malvern Zetasizer Nano Z, (Worcestershire, UK).To avoid multiple scattering effects, the particles were diluted 100-fold with distilled water, placed in a cuvette and agitated well prior to measurements. The diluted particles were placed in a folded capillary electrophoresis cell with count rate between 100 and 300 Kcps. All treatments were being done in triplicate.
Surface morphology of the solid microcapsules: A Scanning Electron Microscopy (JEOL JSM6300 SEM, Tokyo, Japan) was used to acquire the morphology of dried microcapsules and then imaged under scanning electron microscope operated at 7 kV and low beam current.
Microcapsules preparation: Microcapsules preparation was done according to the method described by Na et al.27. Whey protein concentrate 10% was dissolved in distilled water by gentle magnetic stirring at 60~80°C for 30 min until completely dissolved. Maltodextrin 10% were dissolved in distilled water by gentle magnetic stirring at 50~60°C for 1 h. The wall materials, WPC and MD were mixed in ratios 10:0, 8:2, 6:4, 4:6 and 2:8 by gentle magnetic stirring for 1 h. Grape extract was then added to the wall material 10%,at ratio 1:10 and the solution microcapsules was formed using a Magnetic Stirrer (Wisestir MSH-20 D, Korea) for 15 min. Then, mixtures were treated by ultrasonication at 160 W power, 20 kHz frequency and with 50% pulse (Sonic Vibra cell USA). Then 0.5% of AG solution (10%) was added to each mixture solution under stirring as double wall material. Finally, the microcapsules were dried to produce solid or powder microcapsules.
Microencapsulation efficiency
Total phenolic content of capsules (TPC): Total phenolic content was measured by the modified Folin-Ciocalteu method Bae and Lee28. In this method, Folin-Ciocalteu reagent is reduced by sodium carbonate in the presence of phenolic substances, which is determined by a color change. An amount of 100 mg of phenolic powder was accurately weighed and dissolved in 1 mL ethanol/acetic acid/water mixture (50:8:42), Saenz et al.14. This mixture was agitated using Vortex (Vortex V1 plus BoECo. Germany) for 1 min and filtered with Whatman filter paper No. 1. Absorption at 760 nm was measured by using UV/ VIS spectrometer (model 2010, Cecil Instr. Ltd., Cambridge, UK). Calibration curve (R2 = 0.9994) was prepared with different Gallic acid concentrations (20, 40, 60, 80 and 100 ppm) in ethanol/water (50:50, v/v) mixture, so total phenolic content of freeze-dried phenolic powder was expressed as Gallic acid equivalents (GAE) in milligrams per gram dry weight. Also, another calibration curve (R2 = 0.9911) for ethanol/acetic acid/water mixture was prepared in the same manner with different concentrations of Gallic acid (20, 40, 60, 80 and 100 ppm) for the determination of TPC of microcapsules.
Surface phenolic content of capsules (SPC): For the determination of SPC, the method of Saenz et al.14 was used. An amount of 100 mg of microcapsules were dispersed with 1 mL of ethanol and methanol mixture (1:1, v/v) for 1 min. The amounts of surface phenolic compounds were measured and quantified with the same method described in TPC section.
Encapsulation efficiency: The encapsulation efficiency (EE) is the ratio of encapsulated phenolic content to TPC. Encapsulated phenolic content (EPC) is determined by taking the difference of TPC and SPC. Encapsulation efficiency of microcapsules was calculated according to equation:
Bioavailability
In vitro digestion: In vitro bioavailability was determined to evaluate the effect of encapsulation on polyphenolics using the method of McDougall et al.29 with some modifications (the encapsulated material didn’t dilute and the used concentration of encapsulated material was different). An initial pepsin/HCl digestion for 2 h at 37°C was followed by a digestion with bile salts/pancreatin for 2 h at 37°C to simulate gastric and small intestine conditions, respectively. The simulated stomach solution was prepared with pepsin, NaCl and pH was adjusted to 2.0. Twenty mL stomach solution was mixed with 5 g of encapsulated powder dispersions then incubated in shaking water bath for 2 h at 37°C at 100 rpm. Then, the mixture was cooled down immediately and 2 mL aliquots of the post-gastric (PG) digestion were collected. After addition of 4.5 mL of 4 mg mL–1 pancreatin and 25 mg mL–1 bile salt mixtures, segment of cellulose dialysis tubing containing sufficient NaOH to neutralize the titratable acidity was placed into the beaker. After incubation in shaking water bath for 2 h at 37°C and 100 rpm, the solution in the dialysis tubing was collected and stored at -80°C until further analysis. Before analysis, samples were thawed and centrifuged at 18,000 rpm for 10 min.
RESULTS
AND
DISCUSSION
Polyphenols yield obtained from red grape pomace water extraction was shown in Table 1. The resultsclear that the polyphenols yield increased with increase the percentage of pomace prepared concentrations. Extraction of polyphenols at 25°C gave 215.20 mg Gallic acid g mL–1 after 1 min. of 5% pomace Cons. increased to 462.70 mg Gallic acid/g with increasing concentration of pomace to 20%. Increased temperature to 100°C or period of extraction to 1 h had negligible effect on the polyphenols obtained yield.
Polyphenol DPPH radical scavenging activity:
It was illustrated in Table 2 that RSA increased with increasing the concentration of pomace, it was 69.00% at 5% pomace concentration increased to 94.28% with increasing the concentration to 20% after 1 min at 25°C.
| Table 1: | Polyphenols contents of water extraction of red grape pomace |
 | |
| Table 2: | Effect of polyphone extract concentration, temperature extraction and extraction time on the RSA |
 | |
 | |
| Fig. 1: | Effect of WPC/MD ratios on the encapsulation efficiency |
| Table 3: | HPLC analysis for polyphenols of grape pomace extract |
 | |
| Table 4: | Particle size and Zeta potential of mixture prepared with different concentration of wall materials |
 | |
Increase the temperature. Extraction up to 100°C had negligible effect on the RSA.
Further analysis for polyphenols of grape pomace extract was shown in Table 3. The assessments appeared that Gallic acid was higher polyphenol constituents of 51.01 μg mL–1 followed by chrysin, rutin and cateachin of 4.53, 2.97 and 2.44 μg mL–1, respectively.
Microencapsulation efficiency: Microencapsulation efficiency as affected by (WP/MD) wall material ratios WP/MD were presented in Fig. 1. It is noticed that the combination of WPC/MD with addition of AG increased EE of red grape extract containing polyphenols27. The WPC:MD ratio of 60:40 recorded microencapsulation efficiency of 95.28% decreased to 89.89% with decreased WPC/MD ratio to 20:80. Surface polyphenol content of capsules was needed to calculate the encapsulation efficiency. In a high efficient encapsulation process, smaller amount of polyphenol content remains on the surface27. There was a significant (p>0.05) difference between the surface polyphenol content of the mixture having wall material of 100:00, 80:20, 60:40, 40:60 and 20:80 WPC:MD ratios. This means that the presence of MD with WPC improved the WPC efficiency as a carrier of polyphenols constituents.
Particle size: The particle size (the droplets mean diameter (D32) of the emulsions produced with different ratios of wall material are shown in Table 4. The D32 mean diameter increased from 822.26 nm at 100% WPC to 1049.00 nm at 60:40 WP:MD ratios of wall material. According to McClements30, the mean droplet size increased as the ratio of core to wall material increased. These results confirmed that encapsulation using whey protein as wall material had no effect on particle size diameter.
Zeta potentials: The zeta potentials of emulsions, stabilized with WPC-MD (Table 4) were measured in order to quantify the charge profile of the polyphenol microcapsules. The apparent zeta potential range of different WPC-MD ratio emulsions varied from -6.92 mV to -15.70 mV. The zeta potential of WPC is always negative charge independently of pH due to carboxylate groups being the only charged functionalities present in its globular31.
Scanning electron microscopy: Scanning electron microscopy (SEM) was used to appear complex formation between WPI, MD and AG and to know the better ratios works as a wall material to determine the microencapsulation efficiency process and the properties of resultant polyphenol capsules. The SEM images of microcapsules with different ratios of wall material were illustrated in Fig. 2.
The image topography of the capsules particles indicates that there is shell rupture in the mixture containing 100% WPC and 80:20 WPC:MD wall material. On opposite, the wall material consists of 60:40 and 40:60 WPC:MD had no cracks appeared and had a capsules regular shape. This finding confirmed the EE of previous results. Moreover it could be observed from SEM that microcapsules at ratio of 60:40 WPC:MD as wall material showed smallest particle diameter ranged from 518-1.424 nm compared with that 40:60 WPC:MD which showed 1.794 and 1.446 μm with wall composed of 80:20 WPC:MD. The results indicated that the use of MD with WPC as wall material was improved microencapsulation particle process and this results agreement with that finding in EE of Carneiro et al.32.
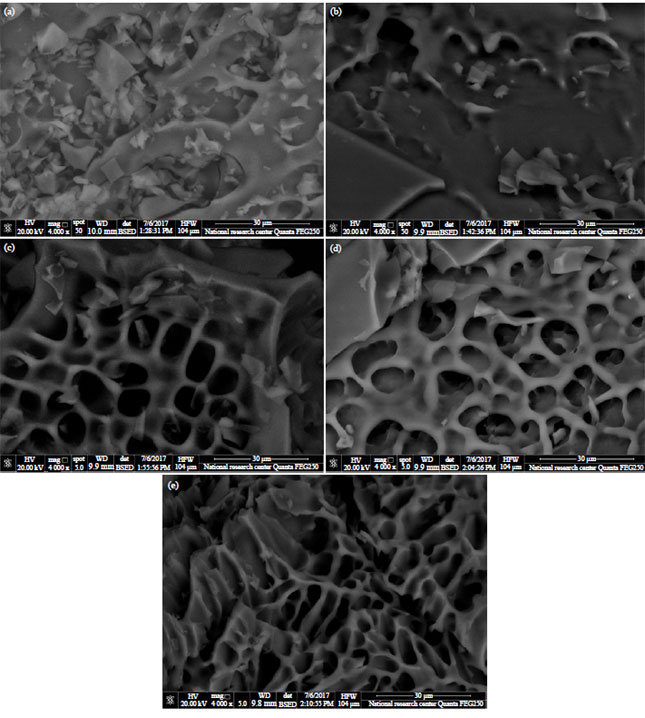 | |
| Fig. 2(a-e): | SEM micrographs of freeze dried microcapsules at different wall material (WPC/MD) ratios, (a): 100% WPC, (b): WPC:MD 80:20, (c): WPC:MD 60:40, (d): WPC:MD 40:60 and (e): WPC:MD 20:80 |
Bioavailability: During intestinal digestion process, it is essential that the release of bioactive components from delivery system is needed to be controlled Encapsulating polyphenols in WPC:MD coating materials as a delivery system preserves their biological activities due to stabilizing and protecting them from degradation. The percentage of polyphenols released from microcapsules loading different concentrations of WPC:MD as wall material was shown in Fig. 3. The release percent of polyphenols coated capsule in the intestinal digestion process was ranged between 70 and 83% after 2 h of intestinal digestion process.
 | |
| Fig. 3: | Polyphenols percentage released from microcapsules coated with different ratios of WPC:MD as wall material |
The obtained result indicated that capsules containing 100 WPC as wallmaterials had better release of 83% which decreased to 70% for 20:80 WPC/MD ratio this may be due to whey proteins had abler to digestibility compared to other wall material complex which containing MD.
CONCLUSION
This study discovers the utilization of WPC produced from sweet whey which consider as a waste product of cheese manufacture that can be beneficial for polyphenols encapsulation as wall material This study will help the researcher to uncover the critical areas of incorporation of MD with WPC was improved EE up to a ratio of 60:40 WPC:MD that many researchers were not able to explore. Thus a new theory on increased the portion of WPC in the coated wall material gave highest release percent after 120 min of digestion.
SIGNIFICANCE STATEMENT
S
Deep thanks to all staff member of the Project No. 11040104 funded by the National Research Centre which support and funded this article.
REFERENCES
- Hercberg, S., P. Preziosi, P. Galan, H. Faure and J. Arnaud et al., 1999. “The SU. VI. MAX study”: A primary prevention trial using nutritional doses of antioxidant vitamins and minerals in cardiovascular diseases and cancers. Food Chem. Toxicol., 37: 925-930.
CrossRefDirect Link - Yardim-Akaydin, S., Y. Ozkan, E. Ozkan, M. Torun and B. Simsek, 2003. The role of plasma thiol compounds and antioxidant vitamins in patients with cardiovascular diseases. Clin. Chim. Acta, 338: 99-105.
CrossRefDirect Link - Eberhardt, M.V., C.Y. Lee and R.H. Liu, 2000. Nutrition: Antioxidant activity of fresh apples. Nature, 405: 903-904.
CrossRefDirect Link - Veeriah, S., T. Kautenburger, N. Habermann, J. Sauer, H. Dietrich, F. Will and B.L. Pool-Zobel, 2006. Apple flavonoids inhibit growth of HT29 human colon cancer cells and modulate expression of genes involved in the biotransformation of xenobiotics. Mol. Carcinog., 45: 164-174.
CrossRefDirect Link - Sreelatha, S. and P.R. Padma, 2009. Antioxidant activity and total phenolic content of Moringa oleifera leaves in two stages of maturity. Plant Foods Hum. Ntur., 64: 303-311.
CrossRefPubMedDirect Link - Spigno, G., L. Tramelli and D.M. De Faveri, 2007. Effects of extraction time, temperature and solvent on concentration and antioxidant activity of grape marc phenolics. J. Food Eng., 81: 200-208.
CrossRefDirect Link - Salgin, U., 2007. Extraction of jojoba seed oil using supercritical CO2+ethanol mixture in green and high-tech separation process. J. Supercrit. Fluids, 39: 330-337.
CrossRefDirect Link - Damianaki, A., E. Bakogeorgou, M. Kampa, G. Notas and A. Hatzoglou et al., 2000. Potent inhibitory action of red wine polyphenols on human breast cancer cells. J. Cell Biochem., 78: 429-441.
CrossRefDirect Link - Kaur, M., C. Agarwal and R. Agarwal, 2009. Anticancer and cancer chemopreventive potential of grape seed extract and other grape-based products. J. Nutr., 139: 1806S-1812S.
CrossRefDirect Link - Yilmaz, Y. and R.T. Toledo, 2004. Health aspects of functional grape seed constituents. Trends Food Sci. Technol., 15: 422-433.
CrossRefDirect Link - Bucic-Kojic, A., M. Planinic, S. Tomas, L. Jakobek and M. Seruga, 2009. Influence of solvent and temperature on extraction of phenolic compounds from grape seed, antioxidant activity and colour of extract. Int. J. Food Sci. Technol., 44: 2394-2401.
CrossRefDirect Link - Hernandez, L., D. Afonso, E.M. Rodriguez and C. Diaz, 2011. Phenolic compounds in wheat grain cultivars. Plant Foods Hum. Nutr., 66: 408-415.
CrossRefDirect Link - Zheng, L., Z. Ding, M. Zhang and J. Sun, 2011. Microencapsulation of bayberry polyphenols by ethyl cellulose: Preparation and characterization. J. Food Eng., 104: 89-95.
CrossRefDirect Link - Saenz, C., S. Tapia, J. Chavez and P. Robert, 2009. Microencapsulation by spray drying of bioactive compounds from cactus pear (Opuntia ficus-indica). Food Chem., 114: 616-622.
CrossRefDirect Link - Desai, K.G.H. and H.J. Park, 2005. Recent developments in microencapsulation of food ingredients. Drying Technol. Int. J., 23: 1361-1394.
CrossRefDirect Link - Reis, C.P., R.J. Neufeld, A.J. Ribeiro and F. Veiga, 2006. Nanoencapsulation I. Methods for preparation of drug-loaded polymeric nanoparticles. Nanomedicine, 2: 8-21.
CrossRefPubMedDirect Link - Livney, Y.D., 2010. Milk proteins as vehicles for bioactives. Curr. Opin. Colloid Interface Sci., 15: 73-83.
CrossRefDirect Link - Qiu, Y. and K. Park, 2001. Environment-sensitive hydrogels for drug delivery. Adv. Drug Deliv. Rev., 53: 321-339.
CrossRefDirect Link - Sounderya, N. and Y. Zhang, 2008. Use of core/shell structured nanoparticles for biomedical applications. Recent Patents Biomed. Eng., 1: 34-42.
Direct Link - Gibbs, B.F., S. Kermasha, I. Alli and C.N. Mulligan, 1999. Encapsulation in the food industry: A review. Int. J. Food Sci. Nutr., 50: 213-224.
CrossRefDirect Link - Laine, P., P. Kylli, M. Heinonen and K. Jouppila, 2008. Storage stability of microencapsulated cloudberry (Rubus chamaemorus) phenolics. J. Agric. Food Chem., 56: 11251-11261.
CrossRefDirect Link - Duba, K.S., A.A. Casazza, H.B. Mohamed, P. Perego and L. Fiori, 2015. Extraction of polyphenols from grape skins and defatted grape seeds using subcritical water: Experiments and modeling. Food Bioprod. Process., 94: 29-38.
CrossRefDirect Link - Fakhr El-Din, H.M., A.S. Gad, H.F. Haggag, A.M. Farahat and M.M. El-Said, 2017. Production of healthy fermented milk supplemented with natural sources of antioxidants. Int. J. Dairy Sci., 12: 52-63.
CrossRefDirect Link - Fiori, L., D. de Faveri, A.A. Casazza and P. Perego, 2009. Grape by-products: Extraction of polyphenolic compounds using supercritical CO2 and liquid organic solvent-a preliminary investigation. CyTA-J. Food, 7: 163-171.
CrossRefDirect Link - Brand-Williams, W., M.E. Cuvelier and C. Berset, 1995. Use of a free radical method to evaluate antioxidant activity. LWT-Food Sci. Technol., 28: 25-30.
CrossRefDirect Link - Kim, K.H., R. Tsao, R. Yang and S.W. Cui, 2006. Phenolic acid profiles and antioxidant activities of wheat bran extracts and the effect of hydrolysis conditions. Food Chem., 95: 466-473.
CrossRefDirect Link - Na, H.S., J.N. Kim, J.M. Kim and K.Y. Lee, 2011. Encapsulation of fish oil using cyclodextrin and whey protein concentrate. Biotechnol. Bioprocess Eng., 16: 1077-1082.
CrossRefDirect Link - Bae, E.K. and S.J. Lee, 2008. Microencapsulation of avocado oil by spray drying using whey protein and maltodextrin. J. Microencapsulat., 25: 549-560.
CrossRefDirect Link - McDougall, G.J., P. Dobson, P. Smith, A. Blake and D. Stewart, 2005. Assessing potential bioavailability of raspberry anthocyanins using an in vitro digestion system. J. Agric. Food Chem., 53: 5896-5904.
CrossRefDirect Link - Eratte, D., S. McKnight, R. Thomas, K.D. Gengenbach, C.J. Barrow and B.P. Adhikari, 2015. Co-encapsulation and characterisation of omega-3 fatty acids and probiotic bacteria in whey protein isolate-gum Arabic complex coacervates. J. Funct. Foods, 19: 882-892.
CrossRefDirect Link - Carneiro, H.C.F., R.V. Tonon, C.R.F. Grosso and M.D. Hubinger, 2013. Encapsulation efficiency and oxidative stability of flaxseed oil microencapsulated by spray drying using different combinations of wall materials. J. Food Eng., 115: 443-451.
CrossRefDirect Link