
Ismail Ucun
Sezer Campus, Faculty of Technical Education, Afyon Kocatepe University, Afyonkarahisar, Turkey
Mehmet Colakoglu
Sezer Campus, Faculty of Technical Education, Afyon Kocatepe University, Afyonkarahisar, Turkey
Suleyman Tasgetiren
Sezer Campus, Faculty of Technical Education, Afyon Kocatepe University, Afyonkarahisar, Turkey
Journal of Applied Sciences
Year: 2008 | Volume: 8 | Issue: 5 | Page No.: 876-880







ABSTRACT
In this study, stresses in the marble cutting disc are investigated by finite element method. Normal and tangential forces in stress analysis are considered and critical stress regions are found. Depending on the chosen depth of cut, (i.e., 17.5, 40, 70 and 108 mm) these forces are applied in different values taken from an experimental study. In addition, the equivalent stress is also tried to determine under shock loading which occurs depending on working conditions and hardness of the marble. The analysis is carried out at four different cutting speeds. The results under the normal and shock loads are compared and the possible failure regions are studied.
PDF Abstract XML References Citation
How to cite this article
Ismail Ucun, Mehmet Colakoglu and Suleyman Tasgetiren, 2008. Stress Analysis of Marble Sawing Disc in Cutting Process. Journal of Applied Sciences, 8: 876-880.
DOI: 10.3923/jas.2008.876.880
URL: https://scialert.net/abstract/?doi=jas.2008.876.880
DOI: 10.3923/jas.2008.876.880
URL: https://scialert.net/abstract/?doi=jas.2008.876.880
INTRODUCTION
In marble industry, the sawing disc is the most important cutting tool working in high speeds. It is manufactured in varied diameters to cut marble blocks in different sizes. When the performance of the disc is examined, in addition to the body of the disc, the mechanical properties and sizes of the composite diamond segments at the teeth have also important factors (Luo, 1997; Karagöz and Zeren, 2001; Ucun, 2004).
The disc is subjected to varied forces during the sawing process and it gets damage under these loads. When depth of cut is increased, the loads effecting on the disc are also increased (Wang and Clausen, 2002). If the magnitudes of the loads are known, the stress analysis of the marble disc is possible. The friction, depth of cut, revolution speed of the disc, feeding rate and structure of the disc take big roles to determine the loads. In addition, the mechanical properties of the marble also affect the loads.
Xu et al. (2002) studied the evaluation of the loads acting on the diamond grits during circular sawing of two kinds of granites with a diamond segmented saw blade. Normal and tangential forces were measured using a dynamometer. The forces and heat in the disc were increased with increasing circular velocity. Konstanty (2002) presented a theoretical model of natural stone sawing by diamond saws. The chip removal process has been quantified with assisting of the toolmaker and the stonemason in optimising the diamond saw composition and sawing process parameters. Sung (1999) developed a new design of diamond segments used in marble industry for drilling, cutting and polishing processes.
Exadaktylos and Kaklis (2001) focused on the Brazilian test configuration of anisotropic rocks. An analytical solution for the anisotropic circular disc compressed diametrically was presented. Circular sawblade was modified to add features of electrolytic-in process dressing (ELID) by Chen et al. (2000). In their study, the tangential force, the depth of cut, the voltage and current of ELID during cutting were determined. As a result, ELID increased cutting efficiency of the saw blade.
The objective of this study is to investigate the stress analysis of the marble cutting disc, which is significantly important in local marble industry, under varied effective factors. In many cases, the failures of the sawing discs are encountered as cracking and, consequently, occur as fracturing at the tooth root region. Another possible failure is debonding and fracture of bonded segment (Fig. 1). Both of these two failures require the analysis of stresses at the disc. Higher stress concentration regions are the possible crack initiation locations and the stress analysis gives the possibility ofdetermining these regions to take the necessary preventions. Equivalent stresses (Von Misses) are analyzed in the marble cutting disc using finite element method in this study. Maximum stress concentration regions of the disc are determined and examined for safety. The normal and tangential loads are applied to the tooth faces in the analysis. Those load levels depending on chosen depth of cut, (i.e., 17.5, 40, 70 and 108 mm) are taken from two different experimental studies (Xu et al. 2002; Ersoy and Atici, 2004). In addition, the stress distribution which is formed under shock loads on the disc is investigated. Four different cutting speeds (1000, 1500, 2000 and 2500 rpm) are taken for the disc in the analyses.
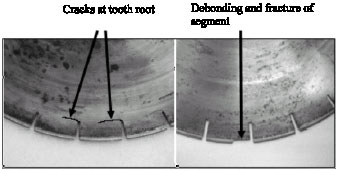 | |
| Fig. 1: | Failures encountered in marble sawing discs |
MATERIALS AND METHODS
Numerical Model and Loading Conditions: The model for the marble cutting disc is constructed using AutoCAD software program as shown in Fig. 2. It is modeled in two parts; the body and the diamond segments. Geometrical dimensions of the disc are given in Table 1.
The marble cutting disc is forced under different loads whose magnitudes depend on cutting speed, feed rate, depth of cut, etc. It is also important to know these loads for investigation of the fatigue damage which occurs in the disc. Figure 3a shows kinematic behavior of the disc. In addition, the normal and tangential forces acting on the tooth faces are shown in Fig. 3b. Maximum forces occur at the first contact point of the tooth and it decreases linearly to backward and upward of the tooth.
In finite element analysis, different normal and tangential forces are used depending on varied depth of cut. These forces are taken from two different previous experimental studies (Xu et al., 2002; Ersoy and Atici, 2004), Table 2. If both forces are compared to each other, the normal force is much bigger than the tangential force for every depth of cut. For example, FN = 320 N for 40 mm depth of cut. On the other hand, FT = 2.7 N only for the same depth of cut.
Mechanical properties of the disc: Mechanical properties of the body and diamond segments of the disc are given in Table 3. The body is mostly made of high speed steel and composite diamond segments are produced using powder metallurgy techniques. Those segments have diamond particles for better sawing process.
Finite Element Model: The ANSYS 5.4, a commercial finite element software, is used in the analysis. The model as explained above is defined as two parts; the body and the segments. Meshes are constructed using 8 nodded isoparametric finite elements. Shell elements are used for the analysis with 14004 elements and 43146 nodes. The problem is assumed as two dimensional. In addition, smaller elements are used in the tooth root regions to get much more accurate result.
 | |
| Fig. 2: | Geometrical model for marble cutting disc |
 | |
| Fig. 3: | (a) Kinematical behaviors of marble cutting disc, (b) normal and tangential forces effecting on a tooth |
| Table 1: | Geometrical properties of the disc |
| Table 2: | Normal and tangential forces in different depth of cut |
 | |
| Table 3: | Mechanical properties of segments and the disc |
 | |
 | |
| Fig. 4: | ¼ of the marble sawing disc model and its boundary conditions |
Boundary conditions are constructed around the hole circumference in x, y, z directions to solve the problem and the region of the flange diameter is held in z direction only. Figure 4 shows one fourth of the finite element model of the marble cutting disc and boundary conditions although whole disc model is used in the analysis.
RESULTS AND DISCUSSION
The effects of the loads in the marble sawing disc are analyzed as Von Misses equivalent stresses. For four different depths of cut (i.e., 17.5, 40, 70 and 108 mm) the cutting forces (FC) taken from Table 2 are applied to the disc as given in Fig. 2. The critical stress which is on the tooth root regions is investigated in the analysis. The highest stress occurs at the first contact between teeth and marble block during the cutting process. Then, the stress variation on the disc is obtained on a line from center to the tooth root as given in Fig. 5.
 | |
| Fig. 5: | The Lines on which the stress variations plotted depending on the depth of cut |
 | |
| Fig. 6: | Distribution of equivalent stress for 2500 rpm and 108 mm depth of cut. |
The cutting speeds of 1000, 1500, 2000 and 2500 rpm are used in the analysis of the isotropic circular saw for every depth of cut and the equivalent stress is investigated. Figure 6 shows the stress distribution for 2500 rpm and 108 mm depth of cut. The distribution of the stress is maximum around the hole circumference and it decreases towards outer diameter. On the other hand, when the tooth root region is examined, it can be concluded that this region has also high stress level in the disc, Fig. 6. It is most critical region on the disc because the stress intensity factor is high in this region due to radius in the tooth root.
 | |
| Fig. 7: | Equivalent stress distribution in the marble sawing disc for different cutting speeds (depth of cut |
 | |
| Fig. 8: | Equivalent stress distribution in marble sawing disc under shock forces for different cutting speeds (depth of cut |
The stress level increases with increasing depth of cut and cutting speed (Fig. 7). R is the radius of the disc while r is variable from inner to outer diameter of the disc. If this ratio is around 0.1, the stress level is maximum. Then, it decreases with increasing the ratio up to 0.8. It is, however, increases again up to 0.9 which coincides with the tooth root region in Fig. 5. The curves are similar for all cutting speeds and depths of cut but the stress levels are different. They mostly depend on the cutting speed as shown in Fig. 7. In addition, the variation of the stress distributions around the hub reduces especially with increasing cutting speed in different depths of cut. On the other hand, the variation of the stress distribution increases with increasing cutting speed in the tooth root region.
 | |
| Fig. 9: | Comparison of the different cutting speed |
There are three major effects in the distribution of the stress level. They are depth of cut, cutting speed of the disc and shock loading condition. The depth of cut and cutting speed with constant hardness of the marble is investigated so far. The forces used in the analyses are the mean value of the measurements and the standard deviation of these measurements are very large (BüyüksağşIş, 1998). Nevertheless, not only these parameters but the type and micro-structure of the marble are also important in sawing process. Furthermore, the experience, knowledge and skill of the operator who controls the cutting process also affect the productivity of the disc. Marble blocks have variable hardness in nature. Therefore, the disc is subjected to very high loadings called shock loading during the sawing processes. On the other hand, the first contact between the disc and the marble is also important to avoid from shock loading. As a result, the regular loads are multiplied by 5 to examine the effect of shock loading and the stress analyses are repeated.
The stress distribution curves differently occur than the curves under normal cutting loads in the disc as a result of the applied shock forces (Fig. 8). When cutting speed is low, say 1000 rpm, the stress level varies especially at the critical regions around the hole circumference and tooth roots with the effect of the depth of cut, Fig. 8. It is also seen that the stress level increases with increasing cutting speed but the range of it decreases at the critical regions (Fig. 8). In addition, the highest stress occurs at the tooth root location and clearly increases with increasing cutting speed (Fig. 9).
CONCLUSION
The stress behaviors of the sawing disc used in marble industry are investigated numerically in this study. Depending on the depth of cut and cutting speed, the forces presented experimentally are applied to the disc to determine the stress distribution under normal and shock loading conditions. As a result of applied normal loads, maximum stresses occur around the hub and the tooth root regions which can be defined as critical zones in the disc during the sawing process. Therefore, the damage usually occurs in tooth root region due to high stress intensity factor. In addition, the increase in the depth of cut does not affect the other parts of the disc and the stress level stays constant under the normal forces. Nevertheless, a significant increase in the stress level occurs under the shock loads in the other parts of the disc. Finally, the stress level increases with increasing cutting speed.
REFERENCES
- Chen, H., J. Li, J. Spence and J.C.M. Li, 2000. An ELID-cutting saw. J. Mater. Process. Technol., 102: 208-214.
Direct Link - Ersoy, A. and U. Atici, 2004. Performance characteristics of circular diamond saws in cutting different types of rocks. Diamond Related Mater., 13: 22-37.
Direct Link - Exadaktylos, G.E. and K. Kaklis, 2001. Applications of an explicit solution for the transversely isotropic circular disc compressed diametrically. Int. J. Rock Mech. Min. Sci., 38: 227-243.
Direct Link - Karagöz, S. and M. Zeren, 2001. The property optimization of diamond-cutting tools with the help of micro-structural characterization. Int. J. Refract. Hard Mater., 19: 23-26.
Direct Link - Konstanty, J., 2000. Theoretical analysis of stone sawing with diamonds. J. Mater. Process. Technol., 123: 146-154.
Direct Link - Xu, X., Y. Li, W.Y. Zeng and L.B. Li, 2002. Quantitative analysis of the loads acting on the abrasive grits in the diamond sawing of granites. J. Mater. Process. Technol., 129: 50-55.
Direct Link - Wang, C.Y. and R. Clausen, 2002. Marble cutting with single point cutting tool and diamond segments. Int. J. Mach. Tool Manuf., 42: 1045-1054.
Direct Link
Khine Myat Swe Reply
DEr Sir/MadamPlease provisw full article of Stress Analysis of Marble Sawing Disc in Cutting Process
Ismail Ucun, Mehmet Colakoglu and Suleyman Tasgetiren