
Eka Mulya Alamsyah
School of Life Sciences and Technology, Institut Teknologi Bandung (ITB), Labtek XI Building, Ganesha Street 10, 40132 Bandung, West Java, Indonesia
LiveDNA: 62.22304
Ihak Sumardi
School of Life Sciences and Technology, Institut Teknologi Bandung (ITB), Labtek XI Building, Ganesha Street 10, 40132 Bandung, West Java, Indonesia
LiveDNA: 62.16689
Sutrisno
School of Life Sciences and Technology, Institut Teknologi Bandung (ITB), Labtek XI Building, Ganesha Street 10, 40132 Bandung, West Java, Indonesia
LiveDNA: 62.22170
Atmawi Darwis
School of Life Sciences and Technology, Institut Teknologi Bandung (ITB), Labtek XI Building, Ganesha Street 10, 40132 Bandung, West Java, Indonesia
LiveDNA: 62.22422
Yoyo Suhaya
School of Life Sciences and Technology, Institut Teknologi Bandung (ITB), Labtek XI Building, Ganesha Street 10, 40132 Bandung, West Java, Indonesia
LiveDNA: 62.16905
Journal of Biological Sciences
Year: 2018 | Volume: 18 | Issue: 1 | Page No.: 32-38







ABSTRACT
Background and Objectives: Facing the increasing of wood demand from community forest for timber industries has been urged some Indonesian wood researcher to handle and investigate the suitability of wood species with adequate adhesive to produce the best quality of wood bonded products that could increased the value of the wood from those community forest. The purpose of this study was to utilize and find out the best bond quality of surian wood as a new raw material for laminated wood compared to the commonly wood species used, namely sengon. Material and Methods: Two-ply lamination was produced under room temperature condition. Each lamination were bonded by urea formaldehyde (UF), polyvinyl acetate (PVAc), resorcinol formaldehyde (RF) and aqueous polymer isocyanate (API) resin adhesives at spread rate of 300, 200, 250 and 250 g m–2, respectively, then pressurized at 10 kgf m–2 for 24 h. After conditioned for a week at room temperature of 20°C and 65% humidity, it was immediately followed by physical and mechanical test under JAS standard. Results: The highest bond shear strength with the highest wood failure percentage was the laminated wood of surian bonded with API adhesive rather than PVAc, UF and RF adhesives. It showed that the best bond quality of laminated wood of surian was obtained for laminated wood bonded with API adhesive. Conclusion: Surian wood with the good bond quality than sengon wood has the high opportunity to utilize in Indonesian timber industries for the future, especially for producing the laminated wood bonded with API adhesive.
PDF Abstract XML References Citation
Received: September 06, 2017;
Accepted: December 04, 2017;
Published: December 15, 2017
Copyright: © 2018. This is an open access article distributed under the terms of the creative commons attribution License, which permits unrestricted use, distribution and reproduction in any medium, provided the original author and source are credited.
How to cite this article
Eka Mulya Alamsyah, Ihak Sumardi, Sutrisno, Atmawi Darwis and Yoyo Suhaya, 2018. Bond Quality of Laminated Wood Made from Surian (Toona sinensis Roem) and Sengon (Paraserianthes falcataria (L.) Nielsen). Journal of Biological Sciences, 18: 32-38.
DOI: 10.3923/jbs.2018.32.38
URL: https://scialert.net/abstract/?doi=jbs.2018.32.38
DOI: 10.3923/jbs.2018.32.38
URL: https://scialert.net/abstract/?doi=jbs.2018.32.38
INTRODUCTION
Development of community forest in West Java Province, Indonesia has been conducted since 1976 in accordance with the presidential instruction (Inpres) afforestation in lands whose condition is critical and displaced through planting fast-growing wood species such as sengon, mangium, gmelina and others who came to be known as the types of community forest wood1. It is in accordance with the development of the plantation forest in the world2. By the end of 2007 it was noted that the actual breadth of community forest in West Java amounted to 1,067,743 hectares with vast potential for development amounted to 520,459 hectares. With the actual extent of the potential of stands that can be used for all kinds of purposes both raw material wood industry, household and others amounted to 7,473,806 meter cubic3. Potential of such a large timber in West Java would be an opportunity for economic improvement of the people of West Java through the increase in value-added wood along with the application of technological innovations in accordance with community needs for wood as raw material for the timber industry and others.
Currently the timber produced from community forests are intended primarily as raw material for the timber industry, both small and large scale as a raw material timber replacement of natural forest wood mainly sengon4 and little mangium, gmelina and rubber5, while surian is not yet many used for the timber industry. Whereas, in West Java itself surian timber has considerable potential6,7. This study was designed to continue the series of surian wood research,8,9 in line with the uses of surian wood as raw materials in the present study. The main focus of current research was exploring the possible uses of the stem part of surian wood for laminated wood production bonding by commercial resin adhesives which are commonly used in some Indonesia wood industries.
MATERIAL AND METHODS
The study was carried out at Laboratory of Forestry, Engineering School of Life Sciences and Technology, Institut Technologi Bandung and at PT. Sumber Graha Sejahtera Tangerang, Banten, Indonesia during May-October, 2016 under the scheme as follows.
Materials: The main material used in this research is the laminae of surian tree (Toona sinensis Roem) with a thickness of 1 cm obtained from community forests in the village of Cibugel of Sumedang regency, West Java Province, Indonesia.
| Table 1: | Adhesive composition |
 | |
UF: Urea formaldehyde, PVAc: Polyvinyl acetate, RF: Resorcinol formaldehyde and API: Aqueous polymer isocyanate, n.a: Not available mean+SEM | |
While sengon (Paraserianthes falcataria (L.) Nielsen) used as a control because sengon wood is already commonly used in the wood industry. The moisture content of both laminae of surian and sengon are less than 9%.
The adhesive materials used consisted of a polyvinyl acetate emulsion (PVAc), urea formaldehyde (UF), isocyanate (API) and resorcinol formaldehyde (RF). The composition of the adhesive used is presented in Table 1.
METHODS
Wettability of surian laminae surface: Wettability properties of wood are determined by measuring the contact angle between the liquid surface of the laminae. Specimen of laminae test measuring 6×2×1 cm is conditioned at a temperature of 20°C and 65% humidity for 24 h. Distilled water was dropped as much as 0.20 mL of the above specimen, each specement is repeated five times. The contact angle was measured every 20 sec for 2 min using the contact angle measuring device (Contact-angle meter)10.
Physical properties of surian laminae
Density and moisture content (MC): Five pieces of 50×50 mm specimens were used to determine density and MC using gravimetric method. In density test, specimens are taken from air-dried weight laminae then measured the air-dried volume and calculated using this Eq:
![]()
MC was calculated using this Eq:
![]()
Manufacturing and testing of two-ply lamination: Manufacturing and testing of two layers of laminated wood (small scale specimen) are preliminary studies in determining the type of resin adhesives chosen for the manufacture of laminated wood beams.
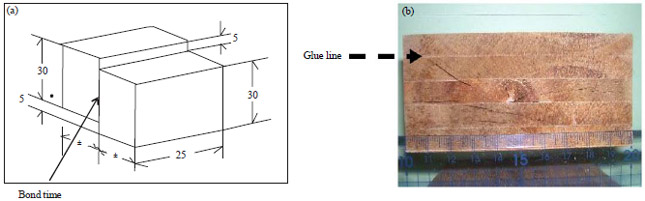 | |
| Fig. 1(a-b): | (a) Bond shear strength test specimen and (b) Delamination test specimen |
| Table 2: | Contact-angle of laminae surface during 120 sec test period |
 | |
Resin adhesives used were UF, RF, API and PVAC with spread rate of 200, 250 and 300 g m–2 on both surfaces (double spread) and pressurized at 10 kgf cm–2 in room temperature for 24 h. Prior to testing, the laminate was conditioned at room temperature for a week then followed by bonding quality test of the specimens under JPIC11 and JAS12 as follows.
Bond shear strength: Ten pieces of test specimens were prepared and tested (Fig. 1a). Bond shear strength is determined by calculates using the following Eq:
![]()
Ratio of delamination: Delamination test specimens are made of laminated wood consisting of five layers of laminae and glued using resorcinol formaldehyde (RF) and isocyanate (API) resin adhesives with a spread rate as explained in Table 1. Delamination test specimen with the length size of 7.5 cm is presented in Fig. 1b. Delamination test was done after accelerating aging treatment of cyclic boiling (exposure condition 2 and 1) and after vacuum pressure soaking (exposure condition 2 and 1) under JAS standard. Ratio of delamination was calculated using this Eq:

RESULTS AND DISCUSSION
Characteristic of laminae
Wettability of laminae surface: The results of wettability test on the surfaces of laminae are presented in Table 2. The degree of contact angle of the surface of the laminae will affect whether or not a quick or easy difficulty adhesive work in the manufacturing process of composite wood panel products13. Measurement of wettability surface of the laminae through calculating the degree of contact angle is thought to be the simplest way to determine whether a type of wood is well bonded together or not14. In general, a type of wood with contact angel above 90° (Fig. 2a-b) tends to be difficult to glue15. Based on the results above in Table 2 it is proven that both sengon and surian wood in their heart-wood and sap-wood had contact-angle below 90° so that both woods can be easily bonded as mentioned in the previous research which studied the same subject16.
Physical and mechanical properties of laminae: After the samples were air-dried tested for approximately 3 months then it can be calculated an average value of physical and mechanical properties as listed in Table 3. From Table 3 above it is shown that the moisture content of the laminae both sengon and surian are not too much different. This case shows that the ability of cell walls to remove or release the water vapor in both of wood are relatively the same. Further results can be concluded that the moisture content of both wood met the standard of JAS because it is not exceeding 12%12.
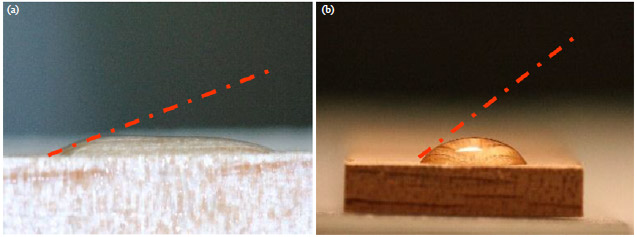 | |
| Fig. 2(a-b): | Contact-angle of laminae surfaces of (a) Sengon and (b) Surian wood at initial measurement |
 | |
| Fig. 3(a-b): | (a) Air-dried density of laminated wood and (b) Moisture content of laminated wood |
| Table 3: | Physical and mechanical properties of laminae |
Meanwhile surian wood density value is greater than sengon wood’s. It allegedly influenced by the speed of growth where the wood surian is slower than sengon which makes surian wood cell walls is thicker than wood sengon. Because of surian wood has thick cell walls make it has a greater density than the sengon wood. The initial data of wood density and moisture content is an important thing to achieve high quality of wood base bonded products that the adhesiveness/adhesive quality of wood is not only influenced by the wood surface properties but also by the physical properties of the wood, especially the density, porosity, moisture content and dimensional changes14.
Testing of mechanical properties of laminae was done through shear strength test with the specimen size as the same as for laminated wood. The surian wood obtained higher shear strength values compared to sengon wood. This is consistent with the theory that the higher the density of the wood is the higher the strength will be. High density woods have thick walls and small lumen volumes, whereas, low density wood has thin walls with large lumen volumes. Wood strength is directly related to its density because thick-walled cells are able to withstand much greater pressure than thin-walled cells13.
Physical properties of laminated wood: The test results of air-dried density and moisture contents of laminated wood for both surian and sengon wood in each adhesive used is presented in Fig. 3a and b. Data in Fig. 3a showed that air-dried density of laminated wood of sengon bonded with RF adhesive had reached 0.39 g cm–3. It seemed that 0.05 g cm–3 is higher than air-dried density of laminae of sengon and tended to increase density while using RF adhesive compared to the other adhesives. While in laminated wood of surian, the value of air-dried density increased for laminated bonded with all adhesives type ranged from 2-11%.
 | |
| Fig. 4(a-b): | (a) Bond shear strength of laminated wood and (b) Wood failure of laminated wood |
It appears that there has been an increase in the density value after the laminae is made into laminated wood. The results of this study also occur in laminated wood from palm oil rods as has been studied by Darwis et al.17.
Both sengon and surian laminated wood bonded with all adhesive types showed the moisture content value ranged from 9.00-10.50% (Fig. 3b). Those values were higher enough from their laminae moisture content. It seems that the use of water-based adhesives such as PVAc, UF, API and RF may result in a rise in the laminated wood moisture content. However, that moisture content still meets JAS standards because its value is still less than 12%12. Surface smoothness can also avoid anything that may happen from changes in moisture content. Flat surfaces allow adhesives to flow freely and form a uniformly thin adhesive layer that is essential for the best performance of water-based wood adhesives.
Mechanical properties of laminated wood: The test results of mechanical properties by bond shear strength test of laminated wood were presented in Fig. 4a. Data in Fig. 4a above mentioned that the bond shear strength of sengon laminated wood bonded with API and RF were higher than PVAc and UF adhesives. Those API and RF bond shear strength were also higher compared to the strength sengon laminae ones. The bond shear strength of surian laminated wood bonded with all adhesive type resulted higher strength compared to the strength of surian laminae ones. Those results indicated also that the strength of surian laminated wood bonded with all adhesives type was higher than sengon laminated wood. Wood strength is directly related to its density because thick-walled cells are able to withstand much greater pressure than thin-walled cells14. Wood cells are an integral part of the adhesive and wood interphase region, therefore, the adhesive bond should be atleast as strong as the wood if the strength of the wood is fully utilized. If the adhesive penetrates deeply into the wood cells and produces a rigid condition during its hardening, the bonding strength can be expected to exceed the strength of the wood. This study indicates that there has been an increase in the strength value after the laminae was made into laminated wood coherent with the increasing their density.
Higher wettability of sengon and surian resulted in better adhesive spread and more intimate contact between the wood surface and adhesive. It is suggested that beside their density, wettability of wood surfaces also greatly affected bonding performance as shown by P. merkusii which has medium density and good wettability as compared to G. arborea, A. mangium and A. hybrid which have medium density and poor wettability as reported by Darwis et al.17.
Although the strength of laminated wood of sengon and surian increases with wood density, wood failure percentage of laminated wood seemed to decrease from a density range of 0.34 g cm–3 for sengon to 0.49 g cm–3 for surian (Fig. 4b). However, this study showed data of wood failure percentage for both sengon and surian laminated wood bonded with all adhesives type was not less than 60% and has met JAS requirements. In the case of wood with density more than 0.7 g cm–3, wood failure percentage gradually decreases to a density range of 0.7-0.8 g cm–3, then decreases faster above 0.8 g cm–3.
Ratio of delamination: The test results of ratio of delamination after accelerated aging treatment of cyclic boiling (CB) and vacuum pressure soaking (VPS) is presented in Table 4. Durability of wood adhesives is presented by their ability to maintaining their adhesiveness during applied into changing of weather conditions. Ratio of delamination test after accelerated aging treatment is one of ways to know the durability of a wood adhesive.
The ratio of delamination of laminated wood of sengon and surian bonded with both adhesive types after CB and VPS treatment seemed to reach not exceed 2%. This data indicated that ratio of delamination of both laminated wood sengon and surian has met JAS standard because their value is not more than 5%. Furthermore, this indicates that the adhesive has been working and spread freely to make intimate contact between the two surfaces of the wood material14.
| Table 4: | Ratio of delamination (%) |
 | |
| RF: Resorcinol formaldehyde, API: Aqueous polymer isocyanate, VPS: Vacuum pressure soaking and CB: Cyclic boiling | |
CONCLUSION
Laminated wood of surian bonded with PVAc, UF, RF and API adhesives has met JAS requirement for physical and mechanical properties test. The highest bond shear strength with the highest wood failure percentage was the laminated wood of surian bonded with API adhesive rather than PVAc, UF and RF adhesives. It shows that surian wood with the good bond quality than sengon wood has the high opportunity to utilized in Indonesian timber industries for the future especially for producing the laminated wood bonded with API adhesive.
SIGNIFICANCE STATEMENT
This study discovers the possible utilization of wood species from community forest with suitability of adhesives types that can be beneficial to overcome a lack of wood material supply from the natural forest. This study will also help timber industry in Indonesia in order to meet the best wood bonded products such as laminated wood produced from surian wood bonded by API adhesive.
ACKNOWLEDGMENTS
Author would like to express their sincere gratitude to the Directorate of Research and Community Services of the Ministry of Research, Technology and Higher Education of the Republic of Indonesia for their financial support during the study under the Scheme of Science and Technology Development for fiscal year 2017 (LPPM PN 17-11-2016). High appreciation is also submitted to PT. Sumber Graha Sejahtera, Balaraja Tangerang Indonesia for their equipment facilities supporting during the study.
REFERENCES
- Charle, J., P. Vuarinen and A.D. Lung, 2002. Status and trends in Global forest plantation development. J. For. Prod., 52: 1-13.
Direct Link - Alamsyah, E.M., C.N. Liu, M. Yamada, K. Taki and H. Yoshida, 2007. Bondability of tropical fast-growing tree species I: Indonesian wood species. J. Wood Sci., 53: 40-46.
CrossRefDirect Link