
T. Punmatharith
International Postgraduate Program in Environmental Management, Graduate School, Chulalongkorn University, Bangkok, 10330, Thailand
M. Rachakornkij
Department of Environmental Engineering, Faculty of Engineering,Chulalongkorn University, Bangkok, 10330, Thailand
A. Imyim
Department of Chemistry, Faculty of Science, Chulalongkorn University, Bangkok, 10330, Thailand
M. Wecharatana
Department of Civil and Environmental Engineering, Faculty of Engineering, New Jersey�s Science and Technology University, Newark, NJ, 07102-1982, USA
Journal of Applied Sciences
Year: 2010 | Volume: 10 | Issue: 15 | Page No.: 1525-1535







ABSTRACT
This research aimed to investigate the potential of partial substitution of cement raw meal with grinding sludge as an alternative raw material in Portland cement clinker production. Cement raw mixtures with up to 3% raw mix replacement were put through a burning process in a high-temperature furnace. One reference and three modified mixtures, containing 1, 2 and 3% dry weight of grinding sludge were examined. XRF analysis results showed that CaO, SiO2, Al2O3 and Fe2O3 in ordinary cement raw meal were within typical concentration ranges. The grinding sludge had high concentrations of iron, cadmium, chromium and nickel and was consequently classified as a hazardous waste. High Fe2O3 made the grinding sludge a good candidate for alternative raw material. Higher replacement of grinding sludge was found to improve burnability, reduce formation of major of cement compositions (dicalcium silicate, C2S and tricalcium aluminate, C3A), lower in silica and alumina ratios, but promote the formation of tricalcium silicate (C3S) and tetracalcium aluminateferrite (C4AF). Microstructural analysis of the synthesized Portland clinker revealed that the grinding sludge promoted formation of secondary C2S as well as caused color change of C3S. Thai regulatory leaching procedure was performed on the synthesized clinker and mortar samples. The concentrations of heavy metals in the leachate were found below the limits. Moreover, the maximum substitution of grinding sludge was found to be 2% of grinding sludge. Thus, this sludge has potential applications as an alternative raw material in cement production.
PDF Abstract XML References Citation
Received: January 10, 2010;
Accepted: April 19, 2010;
Published: June 26, 2010
How to cite this article
T. Punmatharith, M. Rachakornkij, A. Imyim and M. Wecharatana, 2010. Co-processing of Grinding Sludge as Alternative Raw Material in Portland Cement Clinker Production. Journal of Applied Sciences, 10: 1525-1535.
DOI: 10.3923/jas.2010.1525.1535
URL: https://scialert.net/abstract/?doi=jas.2010.1525.1535
DOI: 10.3923/jas.2010.1525.1535
URL: https://scialert.net/abstract/?doi=jas.2010.1525.1535
INTRODUCTION
One of the most important environmental issues in developing countries around the world is poor waste management (Tchobanoglous et al., 1993; Begum and Joy Jacqueline, 2008). Traditional waste management includes illegal dumping of wastes at unsuitable locations, or disposal in ill-designed or mismanaged landfills (Shin et al., 2005; Chuangcham et al., 2008). Compositions of wastes contain chemicals that may be both nontoxic and dangerous compounds (Tchobanoglous et al., 1993; LaGrega et al., 2001). Highly toxic substances can cause serious contamination of soil, water and the atmosphere that lead to endangerment of all living organisms. More specifically, they can enter the food chain and affect to human and animals (LaGrega et al., 2001; Minocha and Bhatnagar, 2007).
Increased concern regarding waste management in Thailand has been placed on hazardous waste management. The new waste management notification was enacted by Department of Industrial Works, Ministry of Industry Work (DIW) on 2006. This notification increased liability of waste generator, waste transporter and waste treatment company (Anonymous, 2006). Both non-hazardous and hazardous wastes have been addressed in this notification using six-digit waste codes to classify wastes into groups and identify proper management alternatives (Anonymous, 2006).
Traditional hazardous waste disposal in a secure landfill has its downfalls. First, it faces the problem of attaining public approval, which limits the amount of area available for this method (Espinosa and Tenorio, 2000; Lin and Lin, 2005; Shin et al., 2005). Furthermore, the operation of a secure landfill incurs high investment costs, which makes its hazardous waste management costs relatively high. Many industries are, therefore, in need of a lower cost alternative or one that could generate economic benefit (Raupp-Pereira et al., 2008; Tsakiridis et al., 2008).
Alternative wast e treatment technologies such as incineration and co-processing help to address these issues. Despite the fact that both techniques employ a burning process to reduce the amount and volume of hazardous waste, they are significantly different. Incineration produces highly toxic ash that requires a further treatment process, such as stabilization/solidification, before it can be dumped into a secure landfill (Shin et al., 2003; Trezza and Scian, 2007). Co-processing, on the other hand, works toward waste minimization and saves natural resources by utilizing wastes or by-products as raw materials or fuel in production processes (Mokrzycki et al., 2003; Dalton et al., 2004; Holcim and GTZ, 2006). This technology was first utilized by the cement industry in the 1970s (Kleppinger, 1993); some of the wastes were used as substitutes for main chemical compounds in the raw materials, such as silica, alumina and iron (Trezza and Scian, 2000, 2005; Kaantee et al., 2004; Pipilikaki et al., 2005; Frias et al., 2006; Navia et al., 2006; Kolovoes, 2006). The use of co-processing in the cement industry continues to this day and allows for easy destruction of organic contaminants such as used oil, contaminated soil, scrap tires and expired chemicals because of high temperatures of more than 1400°C in cement production and be suitable for air pollution technology (Espinasa and Tenório, 2000; Kurdowski, 2002; Holcim and GTZ, 2006).
In recent years, there has been an increasing interested in burning of hazardous waste in cement production. The serious discussions of co-processing of hazardous waste in cement kiln were addressed to the impacts of heavy metals on cement product and environmental risk (Espinasa and Tenorio, 2000; Shin et al., 2005; Kolovoes, 2006; Trezza and Scian, 2007). Thus, the research to date has tended to focus on effect of utilization of real hazardous waste rather than pure chemical oxides.
The main purpose of this study was to investigate the potential of partially substituting ordinary cement raw meal with grinding sludge as alternative raw materials in Portland cement clinker production. The substitution of grinding sludge in the cement raw meal will introduce varying concentration of minor metal elements such as cadmium, chromium, nickel and zinc.
MATERIALS AND METHODS
Ordinary cement raw meal and grinding sludge analysis: The ordinary cement raw meal was collected from a Thailand’s local cement plant in, 2007. The chemical compositions of the ordinary cement raw meal were analyzed by Thermo electron corporation ARL9900 OASIS X-ray fluorescence spectroscopy (XRF). The chemical composition of raw meal was compared with ideal chemical composition, minimum composition and maximum composition of raw meal (Peter, 2004).
Grinding sludge from the iron forging industry was received from a waste collector (roughly 50 kg). It was dried at 105°C for 24 h in a laboratory electrical oven. The pH of grinding sludge was detected via HACH sension1pH meter. The chloride content of grinding sludge was determined by chloride potentiometer titration and the sulfur content was tested by sulfur analyzer. The main chemical composition of grinding sludge was measured via XRF. The grinding sludge was digested by Milestone ETHOS SEL microwave digester following USEPA SW846- method 3052 and then the concentration of heavy metals were analyzed via Varian Vista MPX Axial EL02086289 Inductively Coupled Plasma spectroscopy (ICP). The concentration of heavy metals was employed to classify kinds of waste (Anonymous, 2006).
Sample preparation: 1, 2 and 3% by weight of grinding sludge were mixed with cement raw meal in order to produce the raw meal to be tested for the cement production. The above samples are referred to M1, M2 and M3 respectively, while the reference sample (M0) means the pure cement raw meal. Homogeneity was ascertained by dosing the added grinding sludge on the mixtures.
Burning procedure:All samples including M0, M1, M2 and M3 were placed in a high alumina crucible and burnt at 900°C for 30 min and subsequently burnt at 1400 °C for 1 h in a high temperature electric furnace. Once done, they were cooled rapidly in the air and kept strictly in dry condition. After burning process, the raw meal samples were called the synthesized Portland Cement (PC) clinker (Altun, 1999).
Experimental procedures: The basic clinker analyses consisted of free lime content, chemical composition, phase identification and microstructure of sample. The purpose of these basic clinker analyses is to understand the effects of this waste on cement product. Moreover, the applied clinker analysis containing incorporation of heavy metals and regulatory leaching test were applied to evaluate the environmental risk of cement product as well.
Free lime content: The effect on the burning activity was evaluated on the basis of the unreacted lime content or free lime content in synthesized PC clinker. The free lime content can also change when CaO takes place in a reaction that leads to a complete cement phase. This parameter is the first favorite parameter in order to control a cement quality and be employed to measure a burning condition in cement rotary kiln. The synthesized PC clinkers were grounded. Ethylene glycol method was employed to determine the free lime content in the synthesized PC clinkers (Kakali el al., 2003, 2005; Kolovoes, 2006).
Chemical composition of the synthesized PC clinker: To control the quality of cement product in cement industry, the main parameters generally apply from the proportion of main oxide in PC clinker. They are called Modulus equations. The modulus equations are comprised of Lime Saturation Factor (LSF), Silica Ration (SR) and Alumina Ration (AR). The modulus parameters have limited value of LSF, SR and AR at 90-101, 1.4-4.2 and 0.6-4.2, respectively (Kurdowski, 2002). The modulus parameters were expressed as Eq. 1-3.
Modulus parameters:
| (1) |
| (2) |
| (3) |
Moreover, the reaction in cement product depends upon the main chemical compounds. There are four main complex chemical compounds including tri-calcium silicate (C3S) or alite, di-calcium silicate (C2S) or belite, tri-calcium aluminate (C3A) or celite and tetra-Calcium aluminate ferrite (C4AF) or browmillerite. The calculation potential composition of this compound is referred to Bogue equations. The Bogue equations were expressed in Eq. 4-7.
Bogue Equations:
| (4) |
| (5) |
| (6) |
| (7) |
The chemical compositions of synthesized PC clinker were determined via XRF. The results were reported in percentage of oxide. These results usually put into Bogue and the modulus equations in order to roughly calculate the predictable amount of main complex chemical compounds and the important parameters (Neville, 2003).
Phase identification of the synthesized PC clinker: This technique was used in order to identify the mineralogical phases formed during the sintering of the clinker and find out the differentiation caused by grinding sludge. The X-ray Diffraction Spectroscopy (XRD) is the scientific instrument to identify the crystalline compound in cement phases. Its pattern looks like a fingerprint of crystalline compound. XRD was performed on synthesized PC clinker samples using X’ Pert-PRO PW 3040/60 with Cu-Ka radiation, 30 kV-30 mA and 1 second per step in the range of 2θ from 5° to 80°. The XRD result is commonly compared to crystalline pattern of PC clinker from a local company.
Microstructure of synthesized PC clinker: The microstructure of synthesized PC clinker samples were measured by Olimpas BX51 optical microscopy. The clinker sample were cracked and put in epoxy resin for polished section. A section of material has been ground and plane polished on one face for examination under an optical microscope. After that, the crystalline phase in sample was looked and taken photos at 5x, 50x and 100x. The Optical Microscopy (OM), which is the light method, was used in order to study the effect of the added oxides on the texture of the produced clinker. The OM analysis explained the crystal size and distribution and other features of clinker to assess productions conditions. The information obtained can be used to predict the likely performance of cement made from the clinker, or perhaps indicated the cause of production difficulties such as poor combination.
Incorporation of heavy metals in synthesized PC clinker: In order to verify the heavy metals really entrapped in the cement structure, the residual of heavy metals in synthesized PC clinker were determined to characterize the incorporation of heavy metals in synthesized PC clinker. The amount of heavy metals in clinker and raw material samples were digested following US EPA SW846 method 3052 and analyzed via ICP-AES.
About 0.5 g of samples was digested in 9 mL of concentrated nitric acid and 3 mL of hydrofluoric acid for 15 min using a laboratory microwave digester. A specific temperature profile was programmed such that the temperature of 180±5°C must be reached in approximately less than 5.5 min and maintained for 9.5 min for the completion of the reaction. After cooling, 37 mL of 0.87 M H3BO3 was added the vessel. The specific temperature profile for second digestion was programmed such that the temperature of 160±5°C must be reached in approximately less than 13 min and maintained for 6 min for the completion of the reaction. Finally, the cooled samples in the vessel were filtered through 0.45 μm filter papers, diluted to volume and measured by ICP-AES (US. Environmental Protection Agency, 1996).
Regulatory leaching test of synthesized PC clinker: The leaching tests were performed according to Thailand regulatory and US regulatory. The Thailand regulatory was enacted by department of industry work (Anonymous, 2006). The main acid leaching solution used in Wet Extraction Test (WET) was citric acid at pH 5 while the US EPA method employed acetic acid at pH 2.88. The WET and TCLP were applied with synthesized PC clinker in order to confirm the stability of heavy metals in co-processed cement product and apply the leaching experiment as environmental risk tool. The interesting heavy metals in this section were only Thai regulate heavy metals such as Cd, Cr, Cu, Ni, Pb, V and Zn. But, there are no regulatory standard for Cu, Ni, V and Zn in TCLP method.
Wet extraction test (WET): About 50 g of sample was weighted into polypropylene bottles. The 500 mL of 0.2 M sodium citrate solution (adjusted to pH 5±0.1 with 4.0 M NaOH) was added and agitated at room temperature for 48 h. The extracted solution was filtered through a 0.45 μm membrane filter, preserved by HNO3 and stored at 4°C. The concentration of heavy metals was analyzed by ICP-AES (Anonymous, 2006).
Toxicity characteristic leaching procedure (TCLP): The TCLP test employed in this study followed the standard procedure described by the US EPA (US. Environmental Protection Agency, 1992). About 10 g of the sample was weighed and placed into each of the polypropylene bottles. About 200 mL of the TCLP No. 2 leachant (0.1 M HOAc at pH 2.88) was added. The bottles were tumbled at 29±1 rpm in a rotary extractor at room temperature for 18 h. At the end of the extraction, the leachate was filtered with GF/C glass fiber filter paper. The pH of the filtrate was measured and the leachate was acidified by a small amount of concentrated nitric acid to a pH of less than 2 before subsequent analysis by ICP-AES.
RESULTS AND DISCUSSION
Raw materials analysis: The chemical compositions of the collected raw meal were illustrated in Table 1 together with those from the literature as a comparison. Quality of Portland cement clinker depends on its raw meal chemical composition. The contents of oxides in the raw meal obtained from the experiment are approximately 15% of SiO2, 3% of Al2O3, 3% of Fe2O3 and 42 % of CaO. The ideal chemical composition was 14% of SiO2, 4.1% of Al2O3, 1.6% of Fe2O3 and 43.2 % of CaO. The typical ranges of chemical compositions for raw meal were 6.9-15.9 % SiO2, 1.9-4.7% Al2O3, 0.6-1.9% of Fe2O3 and 41.7-49.0% CaO (Peter, 2004). It is apparent that the chemical compositions of the raw meal were appropriate for synthesizing clinker in this research.
Grinding sludge analysis: A local waste collector supplied the grinding sludge for using in this research. This sludge, a residue from grinding process, was generated by iron forging industry. The chemical characteristics of the grinding sludge were determined and shown in Table 2. The pH value of this sludge was 8.85. The main chemicals composition of grinding sludge consisted of 5% of Al2O3, 0.3% of CaO, 75% of Fe2O3 and 15% of SiO2. The minor chemical compositions such as MgO, K2O, Na2O and SO3 were found less than 1% by weight. For the chloride content, it was not found in the sample.
| Table 1: | Chemical composition of the cement raw meal obtained from the experiment |
 | |
| *Peter (2004) NA: Not available | |
| Table 2: | Chemical characteristics of the grinding sludge obtained from iron forging industry |
 | |
| ND: Not detected | |
| Table 3: | Heavy metals in the grinding sludge compared with Thai regulations set by the Department of Industrial Works, Ministry of Industry |
 | |
| ND: Non detected | |
Desired alternative raw materials for cement production must contain compounds that consist mainly of silica, alumina and iron whereas undesired compounds are sulfur, chloride and heavy metals (Kolovos et al., 2001; Pollmann, 2002). The Thai cement company controls pH, sulfur content and chloride content. The pH should be less than 4, while the sulfur and chloride content must be less than 2.5% (w/w) and 0.5 %(w/w), respectively. According to Thailand regulations set by the Department of Industrial Works, under the Ministry of Industry, this sludge is characterized as a hazardous waste and has the waste code number of 12 08 18 HA (metal sludge (grinding, honing and lapping sludge) containing oil) (Anonymous, 2006). As shown in Table 3, the concentrations of heavy metals such as cadmium, chromium, mercury and nickel in this sludge were reported higher than the Thai regulation values. The highest concentrations of iron and manganese were observed. For the local cement company, an interesting alternative raw material must contain more than 50% of iron (w/w). It is, however, corresponding to many researchers reporting that the reactivity of cement increases at high heavy metal contents (Trezza and Scian, 2000; Kolovoes et al., 2002; Shin et al., 2005; Kolovoes, 2006). Therefore, the high heavy metals contents in the sludge have the potential to be applied as an alternative raw material in the cement industry. Mercury (Hg) was excluded because volatile heavy metals such as mercury do not become incorporated into clinker.
| Table 4: | Free lime content and chemical compositions of PC clinker |
 | |
| **Kurdowski (2002) | |
Free lime content and chemical compositions in synthetic PC clinker: The results of free lime content and chemical compositions of PC clinker were displayed on Table 4. The chemical compositions were used to calculate LSF, SR, AR, C3S, C2S, C3A and C4AF.
As listed in Table 4, the free lime contents of M0, M1, M2 and M3 were 1.27, 0.83, 0.71 and 0.69, respectively. Free calcium oxide in small amounts (usually below 1 wt.%) is a regular constituent of Portland clinker, but larger amounts may be present if the maximum temperature in the production of the clinker is too low, the burning time is too short, or the CaO content in the raw material exceeds the acceptable range (lime saturation factor >100). Large amounts may cause expansion, strength loss and cracking of the hardened paste. It is due to a delayed hydration of free calcium oxide to calcium hydroxide. Thus, excessive amounts of free calcium oxide in clinker must be avoided (Raupp-Pereira et al., 2008). The free lime levels below 1% in an ideal clinker (Trezza and Scian, 2000; Lin and Lin, 2005; Raupp-Pereira et al., 2008) and 1.5% in a real clinker (Potgieter et al., 2002) are considered acceptable. However, free lime content in the synthesized PC clinker decreased when the substitution of grinding sludge increased. It indicated that the formation of cement phases was complete reaction. Moreover, decreasing in free lime means an improvement in the burnability.
The chemical compounds were composed of major compounds and minor compounds. The major compound considered on CaO, SiO2, Al2O3 and Fe2O3, while the minor compounds were MgO, K2O, Na2O3, SO3, P2O5, Cl,TiO2 and Mn2O3. The contents of CaO, SiO2, Al2O3 and Fe2O3 in M0 were approximately 66, 22, 5 and 4%, respectively and the sum of minor compound was about 2.7%. According to the M1, M2 and M3, the SiO2 content remained between 20 and 22% and the Al2O3 content were about 5.2, 4.9 and 4.4%, respectively while the Fe2O3 content was found at 5.1, 6.7 and 8.5%, respectively. The content of Al2O3 slightly decreased whereas the content of Fe2O3 slightly increased. The sum of minor compounds of M1, M2 and M3 remained about 3%. From these results, it can be noted that the major compounds still remained in the range of cement product except the content of Fe2O3 in M3. Moreover, the sums of minor compound in all synthesized PC clinker were less than 5%. It associated with the limitation of minor components that must be commonly under 5%.
The LSF, SR and AR were calculated from the modulus equations. Amount of LSF in M0 to M3 were found to be approximately 92.5, 91.5, 91.5 and 92.9%, respectively. The SR contents in M0 to M3 were about 2.6, 2.1, 1.8 and 1.7%, respectively. And, the AR contents in M1 to M3 were 1.5, 1.0, 0.7 and 0.5%, respectively. The results of study from Table 4 can be compared with the range of cement product. The percentage ranges of cement product for LSF, SR and AR were varied in the percentage ranges of 90-101, 1.4-4.2 and 0.6-4.2%, respectively. It was found that LSF and SR rations of all synthesized PC clinker remained in the range of cement product except the AR of M3 which below the range of cement product.
The amount of C3S, C2S, C3A and C4AF were roughly estimated by the proportion of main chemical oxide with Bogue equations. Amount of C3S in M0 to M3 were found to be 57.57, 54.85, 54.93 and 58.79%, respectively. The C2S in M0 to M3 were 20.54, 21.18, 19.18 and 13.32%, respectively. The C3A in M1 to M3 were 7.60, 5.04, 1.68 and -2.65%, respectively. And, the C4AF in M1 to M3 were 10.74, 15.46, 20.40 and 25.85%, respectively. It was obvious that the amount of C3S and C2S of M0 to M2 fell within the range of cement product values. Moreover, C3A had gone down but the C4AF had gone up when the utilization of sludge increased. This waste promoted the formation of C4AF and inhibited the formation of C3A. These results associated with Tsakiridis et al. (2008). They studied on the utilization of steel slag for Portland cement clinker production and found that the increasing of C4AF in clinker occurred when there is the presence of impurity ions (Fe). Moreover, they indicated that the iron in sludge was able to combine with calcium and alumina to produce the ferrite phase upon cooling from the melt.
Generally, C4AF reacts at a slower rate than C3A and contributes little to the strength of the cement at any age. It is thought to form both high and low sulphate forms from tetracalcium aluminoferrites during its hydration, in the same manner of tricalcium aluminate. The change of C4AF phase affects only the rate of hydration; as the iron content is raised, hydration reaction becomes slower. High C4AF in cement are much more resistant to sulfate attack (Neville, 2003). This sulfate attack is a typical of attack by solutions of sodium sulfate or potassium sulfate.
Phase identification of the synthesized PC clinker: The phase identification of a commercial Portland cement was shown in Fig. 1 whereas Fig. 2a-d illustrated the phase identification of synthesized sample M0 to M3. From the observation, it was interesting to note that all XRD patterns of synthesized PC clinker were similar to the phase identification of a commercial Portland cement. It can be implied that, their crystalline phases of all synthesized PC clinker were similar to the main crystalline phases in a commercial Portland cement. Moreover, the main mineralogical phases (C3S, C2S and C4AF or browmillerite) in a commercial Portland cement were well formed. The findings of this study can be suggested that the utilization of grinding sludge did not influence crystalline formation of cement product.
 | |
| Fig. 1: | X-ray powder diffraction patterns of commercial PC clinker from a local cement company |
 | |
| Fig. 2: | X-ray powder diffraction patterns of synthesized Portland cement clinker at different percent. (a) M0 at 1400°C 60 min, (b) M1 at 1400°C 60 min, (c) M2 at 1400°C 60 min and (d) M3 at 1400°C 60 min |
Nonetheless, the intensity of commercial PC clinker was higher than the intensity of synthesized PC clinker. The high amount of C4AF indicated that the iron oxide was able to combine with calcium and alumina to produce the ferrite phase upon cooling from liquid phase (Tsakiridis et al., 2008; Shin et al., 2005). Stephan et al. (1999) pointed out that heavy metal such as Ni, Cr and Zn have no influence on the formation of clinker phases, even at concentrations that are 10 to 20 times higher than the concentrations observed in normal clinkers.
Microstructure of synthesized PC clinker: Clinker microstructure was examined by optical microscopy in polished sections. The utilization of grinding sludge as alternative raw material in the clinker burning did not seem to affect its microstructure and the formation of its characteristics mineralogical phases. The synthesized PC clinker of M0 and M3 were compared with the commercial PC clinker. They were displayed on Fig. 3a-i. The M0, M3 and commercial PC clinker were examined at 5X, 50X and 100X. The magnification at 5X showed the surface of samples. In the optical microscopy, the belite was observed as bluish rounded crystals or blue color oval shape and the alite is the brownish color in hexagonal shape. According to 50X, the intensity of belite color in M0 and M3 was observed higher than in the commercial PC clinker. The belite size of M0 was the same as commercial PC clinker whereas the belite size of M3 was remarked bigger than M0 and the commercial PC clinker. The modification at 100X was applied to investigate the C3S or alite. The C3S color of M0 and M3 is darker than the commercial PC clinker. However, the alite size of M3 is smaller than the commercial PC clinker. Both of M0 and M3 appeared the secondary belite on alite. These results can be explained by considering that during the cooling stage, the molten phase goes to a glass or, if cooling is slow, the C3A crystallizes out and in extreme cases the alite dissolved back into the liquid phase and reappeared as secondary belite (Peter, 2004).
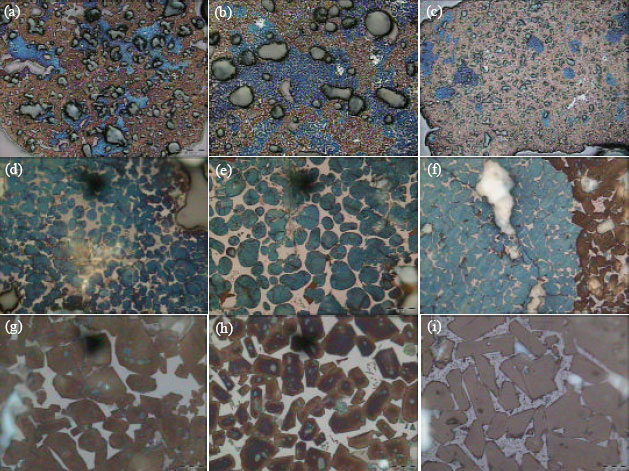 | |
| Fig. 3: | Optical microscope examinations of commercial PC clinker and synthesized PC clinker (M0 and M3) at 5X, 50X and 100X. (a) 5X M0 (b) 5X M3 (c), 5X Commercial PC clinker, (d) 50X M0, (e) 50X M3, (f) 50X Commercial PC clinker, (g) 100X M0, (h) 100X M3 and (i) 100X Commercial PC clinker |
Incorporation of heavy metal in clinker: The incorporation percentages of the foreign elements or heavy metals such of Cd, Cr, Cu, Ni, Pb and Zn were obtained by comparing the total heavy metals of the raw materials to the synthesized Portland cement clinkers. The results were provided in Table 5.
The results were found that the Cd and Pb incorporation degree in synthesized PC clinker were roughly 50-52 and 40-56%, respectively. It indicated that the Cd and Pb were evaporating during the burning process. The Cd incorporation degree found in this synthesized PC clinker agrees with Barros et al. (2004). They reported a Cd incorporation degree of 51%, when studying a system with no chlorine. Meanwhile, the Pb incorporation degree associated with Barros et al. (2004) and Kolovoes (2006). Thus, Cd and Pb seem to be volatilized at all.
In contrast, the incorporation degree for Cu and Ni were about 92-96 and 92-96%, respectively. The incorporation degree for Cr and Zn fluctuated between 88- 92 and 77-85%, sequentially. As many previous researches, the incorporation degree of Cu, Ni, Cr and Zn were reported at least 90% (Espinosa and Tenorio, 2000; Ract et al., 2003; Barros et al., 2002, 2004; Shin et al., 2005; Kolovoes, 2006).
| Table 5: | Incorporation degree (%) of Cd, Cr, Cu, Ni, Pb, V and Zn in clinker |
 | |
Hence, these heavy metals (Cu, Ni, Cr and Zn) seem to be entrapped into cement clinker.
Moreover, these results agree with the study of the volatility of minor elements during the burning process of cement production (Kolovoes et al., 2002). They expressed that the foreign cation can classify into three groups, high volatile (like Cd and Pb), moderate volatile (like Ni and Cu) and low volatile (like Cu). The high volatile and moderate volatile heavy metals generally evaporated and jointed cement kiln dust. The cement kiln dust must recycle into cement rotary kiln. This recirculation can accumulate the heavy metals in cement product or increase the incorporation degree.
| Table 6: | Leaching test results of synthesized PC clinker |
 | |
Regulatory leaching test of synthesized PC clinker: The results of WET and TCLP leaching tests were listed in Table 6. The WET concentration of Cd, Cr, Cu, Ni, Pb, V and Zn in synthesized Portland cement clinker were varied in the concentration ranges of 0.003-0.005, 0.054-1.281, 2.237-4.016, 0.200-0.725; 0.256-0.654, 0.367-0.477 and 0.209-0.125 mg L-1, respectively. The TCLP concentrations of Cd and V in all samples were 0.001 and 0.002 mg L-1, sequentially. The TCLP concentrations of Cr, Cu, Ni, Pb and Zn in synthesized Portland cement clinker were varied in the concentration ranges of 0.011-0.315, 0.008-0.017, 0.007-0.008; 0.141-0.465 and 0.017-0.029 mg L-1, respectively. The concentration of heavy metals from TCLP method was found less than the WET analysis. However, the concentration of heavy metals both in WET and TCLP methods were found below the standard limits. It is confirmed that the heavy metals in synthesized PC clinker were encapsulate into clinker matrix. These results associated with many previous researches (Ract et al., 2003; Barros et al., 2004; Shin et al., 2005; Kolovoes, 2006; Tsakiridis et al., 2008).
CONCLUSIONS
From these findings, they were found to be feasible to use grinding sludge as alternative raw materials. The following conclusions can be employed to explain the effects of grinding sludge replacement during the clinker phase and the release of heavy metals in the environment from co-processed clinker.
A high amount of iron oxide in grinding sludge decreases the silica and alumina ratio, which hinders the occurrence of C3A and promotes the formation of brownmillerite or C4AF in clinker. The increasing of C4AF helped to promote the sulfate attack.
The utilization of grinding sludge in cement production reduced the free lime content. It confirmed that this waste can improve the burnability of clinker.
The utilization of grinding sludge in synthesized PC clinker did not effect on phase identification of synthesized clinker. The synthesized PC clinker phase is similar to the commercial PC clinker.
This sludge has potential applications in cement production when it included at a value of 3% or less in the raw meal because C3A disappears at 3% of sludge replacement. The disappearance of C3A reduce the phenomenon of flash set (instantaneous set) and a large amount of heat is generated. It can cause spontaneous over-heating in large masses of concrete.
The results of the WET and TCLP methods showed that the incorporated heavy metals cannot be released because they are trapped in the clinker matrix. These did not present a leaching hazard to environment.
In summary, the utilization of grinding sludge in cement production has a good potential of being used as an alternative raw material. It could be a promising alternative for the waste management.
ACKNOWLEDGMENTS
This research has been funded by THE 90th Anniversary of Chulalongkorn University Fund (Ratchadaphiseksomphot Endowment Fund) with grant number No. 3/2550, Chulalongkorn University and the National Center of Excellence for Environmental and Hazardous Waste Management (NCE-EHWM) of Chulalongkorn University.
REFERENCES
- Altun, A.I., 1999. Influence of heating rate on the burning of cement clinker. Cement Concr. Res., 29: 599-602.
CrossRef - Barros, A.M., J.A.S. Tenorio and D.C.R. Espinosa, 2002. Chloride influence on the incorporation of Cr2O3 and NiO in clinker: A laboratory evaluation. J. Hazardous Mater., 93: 221-232.
CrossRef - Barros, A.M., J.S.A. Ten�rio and D.C.R. Espinosa, 2004. Evaluation of the incorporation ratio of ZnO, PbO and CdO into cement clinker. J. Hazardous Mater., 112: 71-78.
CrossRef - Begum, R.A. and J.J. Pereira, 2008. Environmental problems in malaysia: A view of contractors perception. J. Applied Sci., 8: 4230-4233.
CrossRefDirect Link - Chuangcham, U., W. Wirojanagud, P. Charusiri, W. Milne-Home and R. Lertsirivorakul, 2008. Assessment of heavy metals from landfill leachate contaminated to soil: A case study of kham bon landfill, khon kaen province, NE Thailand. J. Applied Sci., 8: 1383-1394.
CrossRefDirect Link - Dalton, J.L., K.H. Gardner, T.P. Seager, M.L. Weimer, J.C.M. Spear and B.J. Magee, 2004. Properties of Portland cement made from contaminated sediments. Resour. Conserv. Recycling, 41: 227-241.
CrossRef - Espinosa, D.C.R. and J.A.S. Tenorio, 2000. Laboratory study of galvanic sludge`s influence on the clinkerization process. Resour. Conserv. Recycling, 31: 71-82.
CrossRefDirect Link - Frias, M., S.M.J. de Rojas, J. Santamaria and C. Rodr�guez, 2006. Recycling of siliconmanganese slag pozzolanic material in Portland cement: Basic and engineering properties. Cement Concr. Res., 36: 487-491.
Direct Link - K��ntee, U., R. Zevenhoven, R. Backman and M. Hupa, 2004. Cement manufacturing using alternative fuels and the advantages of process modeling. Fuel Process. Technol., 85: 293-301.
CrossRef - Kakali, G., S. Tsivilis, K. Kolovos, K. Choupa and T. Perraki et al., 2003. Use of secondary mineralizing raw materials in cement production. The case study of stibnite ore. Mater. Lett., 57: 3117-3123.
CrossRef - Kakali, G., S. Tsivilis, K. Kolovos, N. Voglis and J. Aivaliotis et al., 2005. Use of secondary mineralizing raw materials in cement production. The case study of a wolframie-stibnite ore. Cement Concr. Comp., 27: 155-161.
CrossRef - Kleppinger, E.E., 1993. Cement clinker: An environmental sink for residues from hazardous waste treatment in cement kilns. Waste Manage., 13: 553-572.
CrossRef - Kolovos, K., P. Loutsi, S. Tsivilis and G. Kakali, 2001. The effect of foreign ions on the reactivity of the CaO-SiO2-Al2O3-Fe2O3 system: Part I. Anion. Cement Concr. Res., 31: 425-429.
CrossRef - Kolovoes, K., S. Tsivilis and G. Kakali, 2002. The effect of foreign ions on the reactivity on the CaO-SiO2-Al2O3-Fe2O3 system: Part II: Cation. Cement Concr. Res., 32: 463-469.
CrossRefDirect Link - Kolovoes, K.G., 2006. Waste ammunition as secondary mineralizing raw material in Portland cement production. Cement Concr. Res., 28: 133-143.
CrossRef - Lin, K.L. and C.L. Lin, 2005. Hydration characteristics of waste sludge ash utilized as raw material. Cement Concr. Res., 35: 1999-2007.
CrossRef - Minocha, A.K. and A. Bhatnagar, 2007. Immobilization of arsenate (As5+) ions in ordinary portland cement: influence on the setting time and compressive strength of cement. Res. J. Environ. Toxicol., 1: 45-50.
CrossRefDirect Link - Mokrzycki, E., A. Uliasz-Bocheńczyk and M. Sarna, 2003. Use of alternative fuel in the Polish cement industry. Applied Energy, 74: 101-111.
CrossRef - Navia, R., B. Rivela, K.F. Larber and R. Mendez, 2006. Recycling contaminated soil as alternative raw material in cement facilities: Life cycle assessment. Resour. Conserv. Recycling, 48: 339-356.
Direct Link - Pipilikaki, P., M. Katsioti, D. Papageorgiou and E. Chaniotakis, 2005. Use of tire derived fuel in clinker burning. Cement Concr. Comp., 27: 843-847.
CrossRef - Potgieter, J.H., K.A. Horne, S.S. Potgieter and W. Wirth, 2002. An evaluation of the incorporation of a titanium dioxide producer`s waste materials in Portland cement clinker. Mater. Lett., 57: 157-163.
CrossRef - Ract, P.G., D.C.R. Espinosa and J.A.S. Tenorio, 2003. Determination of Cu and Ni incorporation ratios in Portland cement clinker. Waste Manage., 23: 281-285.
CrossRef - Raupp-Pereira, F., R.J. Ball, J. Racha, J.A. Labrincha and G.C. Allen, 2008. New waste based clinker: Belite and lime formulations. Cement Concr. Res., 38: 511-521.
Direct Link - Shin, P.L., J.E. Chang, H.C. Lu and L.C. Chiang, 2003. Replacement of raw mix in cement production by municipal solid waste ash. Cement Concr. Res., 33: 1831-1836.
CrossRef - Shin, P.L., J.E. Chang, H.C. Lu and L.C. Chiang, 2005. Reuse of heavy metal-containing sludges in cement production. Cement Concr. Res., 35: 2110-2115.
CrossRef - Stephan, D., H. Maleki, D. Knofel, B. Eber and R. Hardtl, 1999. Influence of Cr, Ni and Zn on the properties of pure clinker phase: Part I. C3S. Cement Concr. Res., 29: 545-552.
CrossRef - Tchobanoglous, G., H. Theisen and S. Vigil, 1993. Integrated Solid Waste Management Engineering Principles and Management Issues. McGraw Inc., Singapore, ISBN: 9780070632370, Pages: 978.
Direct Link - Trezza, M.A. and A.N. Scian, 2000. Burning waste as an industrial resource their effect on Portland cement clinker. Cement Concr. Res., 30: 137-144.
CrossRef - Trezza, M.A. and A.N. Scian, 2005. Waste fuel: Their effects on Portland cement clinker. Cement Concr. Res., 35: 438-444.
CrossRef - Trezza, M.A. and A.N. Scian, 2007. Waste with chrome in the Portland cement production. J. Hazardous Mater. 147: 188-196.
CrossRef - Tsakiridis, P.E., G.D. Papadimitriou, S. Tsivilis and C. Koroneos, 2008. Utilization of steel slag for Portland cement clinker production. J. Hazard. Mater., 152: 805-811.
CrossRefDirect Link