
A.B. Abdullah
School of Mechanical Engineering, University Sains Malaysia, Engineering Campus,14300 Nibong Tebal, Penang, Malaysia
K.S. Ling
School of Mechanical Engineering, University Sains Malaysia, Engineering Campus,14300 Nibong Tebal, Penang, Malaysia
Z. Samad
School of Mechanical Engineering, University Sains Malaysia, Engineering Campus,14300 Nibong Tebal, Penang, Malaysia
S. Sahudin
School of Mechanical Engineering, University Sains Malaysia, Engineering Campus,14300 Nibong Tebal, Penang, Malaysia
Journal of Applied Sciences
Year: 2007 | Volume: 7 | Issue: 19 | Page No.: 2871-2875







ABSTRACT
An approach to optimal design of cold forging die is presented in this paper. The closed forging of the Universal joint was generated using three-dimensional CAD modeling software namely Solid works and analysis of stress and fatigue life were carried out. This study focused on the effects of corner radius of the die and part orientations to fatigue life of the die. The forging load is obtained by using Simplified Slab Method. The result indicate that corner radius and part orientation gives significant effect to reduction of stress on the die, thus increase the service life of the die.
PDF Abstract XML References Citation
How to cite this article
A.B. Abdullah, K.S. Ling, Z. Samad and S. Sahudin, 2007. The Effect of Corner Radii and Part Orientation on Fatigue Life of Closed-Forging Die. Journal of Applied Sciences, 7: 2871-2875.
DOI: 10.3923/jas.2007.2871.2875
URL: https://scialert.net/abstract/?doi=jas.2007.2871.2875
DOI: 10.3923/jas.2007.2871.2875
URL: https://scialert.net/abstract/?doi=jas.2007.2871.2875
INTRODUCTION
Recently metal forming process is preferred compared to other manufacturing process such as casting and machining due to many advantages offered. The trade-off is that, it required very high load to accomplish the process. A very high stress will produce due to high loads involve in cold forging process and can cause die failure to overloading. Xia et al. (2001) found that forming pressure can greatly reduced by dividing the process into multi-steps. While Tong et al. (2001) introduced three innovative methods to reduce working pressure namely pre-chamfering, spread extrusion and relief axis, which all related to the die geometry effect. Farrahi and Ghadbeigi (2006) and Wagner et al. (2006) study the effect surface treatment to the die life of cold forging die. Knoerr et al. (1994) found that significant increase of die life can be achieved by reducing the stress in the highest loaded zone and suggest several solution such as by increasing the transition radii. McCormack and Monaghan (2001) conduct 2D and 3D FEA study to determine optimal corner fillet radii. In the research, three parameters namely land width, petal angle and rake angle are taken into consideration. Falk et al. (1998) utilized the FEM tools to calculate the life of the die. They are considering numerous aspects such as load cycles and bending stress. Koç and Arslan (2003) suspect that catastrophic failure is due tensile stress especially at stress concentration region of the die such as fillets and corner and to avoid this type of failure two recommendations are suggested i.e., by changing the die profile or use pre-stress elements. Vazquez et al. (2000) introduced three alternatives namely double tapered insert, split insert design and change of insert material to improve die life. The research also confirmed that changes in die geometry are an effective method to improved die life as a result from their research. However, the plastic flow characteristics of the workpiece require higher forging pressures. This high forging pressure will deform the billet material into desired shape and at the same time induce stress onto the die. As a result, this will reduce the service life of the die and affect the quality of finished parts. Fortunately, there are many researches show that this problem can be solved by applying appropriate methods. There are either by improving the cold forging process or by improving the die design. The purpose is the same, which to reduce the stress on die that resulted during the forging operation. Process conditions and sequence of process design are very important in improving the forging process. Process condition such as the stress-strain relationship of the billet and die materials, the friction between the billet and the die, etc. The resulted stress on die can be reduced by improving the die design. For example:
| • | Improve the die material properties; Usually, die materials must be hardened sufficiently to withstand severe service conditions, but also need to have enough ductility to prevent their cracking and brittle fracture, i.e., dies are designed for higher degrees of both hardness and ductility. |
| • | Design the flash at appropriate location with proper size and shape; normally, flash is presented in die to release the working pressure during forging operation to complete the filling up of material into the die cavity. |
| • | Select the optimal corner radius for the die. |
In assisting the prediction of die life several works have been done such as Skov-Hansen et al. (1998) by considering the tool material, the pre-stressing condition and the radius of curvature in a critical tool corner, while Tong et al. (2003) estimate the life of the die based on Haigh Diagram from combination of FEA and experimental result. Ohasbi and Motomura (1996) developed a computer aided die life prediction method based on Fuzzy language risk analysis and Fuzzy interference. Main objective of this study is to investigate the effect of corner radius of the die and cavity orientation on resulted stress and number of cycles to failure (length of service life).
MATERIALS AND METHODS
Tool steel is selected as the dies material and the most suitable tool steel used in cold forging is AISI type A2 tool steel. Moreover, the compressive strength that are absolutely high also encourage this material served as tooling purpose in cold forging process. Apply a scaling factor to the desired dimensions to account for shrinkage during processing. A typical scaling factor to account for shrinkage is 2% (default value set by the software). The parts will shrink uniformly in all directions due to densification of the metal powder. An appropriate factor of safety is chosen by using several considerations. Prime considerations are the accuracy of load and wear estimates, the consequences of failure and the cost of over-engineering the component to achieve that factor of safety and for this case safety factor of two is used. In predicting die life, the fatigue curve (S/N curve) of the die material is needed to be constructed. Before the simulation, the forging load needs to be calculated. The forging load is calculated using the Simplified Slab Method. An iterative method of analyzing the stress levels in the dies using the static study and predicting the lifecycles using the fatigue study with the finite element analysis software, CosmosWorks. The methodology is summarized as shown in Fig. 1.
 | |
| Fig. 1: | The flow chart shows the procedures of the research |
 | |
| Fig. 2: | Three different U-joint orientations |
Die modeling: The closed-die forging of the universal joint (U-joint) was generated using three-dimensional CAD modeling software, Solid works. This CAD modeling software coupled with FEA tools, CosmosWorks, which can provide accurate, meaningful results while fitting tightly into the design cycle of component parts and assemblies. Rapid design and analysis of tooling components can be accomplished with the use of readily available and inexpensive CAD and FEA software.
Die configuration: Theoretically, different die configurations will result in different stress pattern and provide different lifetime. This due to the different load pattern is applied on the surface of the die. Therefore, the solid model of the universal joint is used to generate die in different configuration. One of the corner is selected to be one of the variable to be studied and it’ varies between 0 to 3.5 mm for simulation. Therefore, there are 21 different dies will be analyzed in this study (Fig. 2).
Material properties and boundary condition: Many cold-forging operations are characterized by very high compressive tool/ workpiece interface stresses and the cyclic loading of such tools during the repeated forming of workpiece may result in fatigue crack formation and limited lifetime. Therefore, the dies must be made of high-strength tool material that can withstand the high compressive stresses (Brondsted and Skov-Hansen, 1997). The most suitable material used in producing the dies is tool steel; the properties of the tool steel are listed in Table 1. Load is applied from the top, where the upper die is moving towards lower die and the distribution of load is assume to be uniformed.
Forging load: By referring to the literature review, there is the method in calculating forging load, so-called simplified slab method (Altan et al., 1983).
| Table 1: | Properties of AISI type A2 tool steel |
 | |
 | |
| Fig. 3: | Front plane and top plane of the lower die |
The method will be applied here to predict the forging load for simulation purpose. In this analysis, it is assumed that the cavity has a rectangular shape; therefore, the cavity is cut into five sections in rectangular (4xarea A and 1xarea B). Then the load for each section is added together.
Area B is a square (Fig. 3); therefore the half width of the cavity is denoted by r', while in area A, the length of Y is longer than X. Half of width of the cavity is denoted by r, which equals to Y/2 (This will cause the value of predicted load become larger, which is closer to the practical value). Given that for the case of r = 16.32 mm, r' = 19.31 mm, H = 32.64 mm, m = 1.0 and σc = 350 MPa, so the total pressure required is pta = 31803 Pα of M = 0.29 ton.
S/N curve: In high-cycle fatigue situations, materials performance is commonly characterized by an S-N curve, also known as a Wöhler curve, which map the relationship between magnitude of a cyclical stress (S) against the cycles to failure (N) (Weihsmann, 1980).
 | |
| Fig. 4: | S/N curve for AISI type A2 tool steel |
S-N curves are derived from tests on samples of the material to be characterized (often called coupons) where a regular sinusoidal stress is applied by a testing machine which also counts the number of cycles to failure. This process is sometimes known as coupon testing. Each coupon test generates a point on the plot though in some cases there is a run out where the time to failure exceeds that available for the test. For AISI type A2 steel used in this study, the S/N curve obtained is as shown in Fig. 4.
RESULTS AND DISCUSSION
In fatigue behavior study on the cold-forging die, a fatigue analysis is developed using the CosmosWorks software. CosmosWorks is one of the design analysis software that is fully integrated in Solid works. The full model and mesh model of the horizontal die is as shown in Fig. 5.
In static analysis, the solver finds the displacements in the X, Y and Z directions at each node. Now that the displacements are known for every element, the program calculates the strains in various directions. Strain is the change in length divided by the original length. Finally, the program uses mathematical expressions to calculate stresses from the strains. Before starting the fatigue analysis, a static analysis of the die is needed to provide the stress data to accomplish the fatigue analysis.
Stress analysis: The minimum corner radius for die design is 1 mm. Results in Fig. 6 shown that there is a range for the corner radii to obtain lower stress on the die and the result shows that the optimal corner radii is at 3 mm, where the von misses stress is the minimum. From the figure also indicates that the stress is decreasing when the corner radius increasing and the result shows that there is a trend, where the stress will continue reduced when the corner radius is increased. The stress generated in die with corner radii 3.5 mm is higher than stress generated in die with sharp corner.
 | |
| Fig. 5: | Full model and mesh model of the horizontal die |
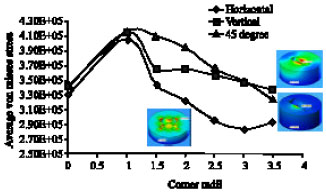 | |
| Fig. 6: | Von Misses stress of the die for different die orientation |
When the corner radius continues to increase, the stress generated will continue to be reduced until it become lower than the stress on sharp corner die. However, it is not practical to use corner radius that is too large, where the final forging may need more finishing operations or may not accurate in final dimension. The stress is decreasing with the increasing in corner radius. However, there is no significant improvement in stress reduction if compare to sharp corner die (original). It can be concluded that, the stress trend is same with the stress trend obtained from vertically oriented die. From the result obtained, it can be concluded that the optimal die orientation is horizontally oriented, which resulted in minimum stress on the die with given range of corner radius. Whereas the 45 degree oriented die design generated the highest stress with the same range of corner radius.
 | |
| Fig. 7: | Number of cycles to failure for each corner radius, respectively |
Fatigue life: From the result shown in Fig. 7 indicates that the life cycles of the die seem to change gradually when the corner radius is increasing. However, the dies with corner radius 3 mm still obtaining optimal life cycles. In fatigue analysis, the load that calculated from Simplified Slab Method no longer useful. It is because the endurance limit of the die material is too high, until the simulation result will show the die can last forever. Therefore, a load that larger than the endurance limit is selected for running the fatigue simulation. As a result, it is clear that the number of cycles to failure that predicted from the fatigue simulation is not accurate.
CONCLUSIONS
From the study carried out, it can be concluded that, the changing in corner radius can affect the stress level generated on the die. Where there is a range that the stress level will drop when the corner radius is increasing. The optimal design is the horizontally oriented die with corner radius 3 mm. This design not only induced in lowest stress level during the forging operation, but also causing minimum deformation on die, where the structure of the die can return to its original position after removing the load exerted. As a result, the number of cycles to failure is in the satisfactory region.
ACKNOWLEDGMENTS
The authors would like to thank the School of Mechanical Engineering and University Sains Malaysia for their cooperation and fund provided (A/C 6035175).
REFERENCES
- Farrahi, G.H. and H. Ghadbeigi, 2006. An investigation into the effect of various surface treatments on fatigue life of a tool steel. J. Mater. Process. Technol., 174: 318-324.
Direct Link - Koc, M. and M.A. Arslan, 2003. Design and finite element analysis of innovative tooling elements (stress pins) to prolong die life and improve dimensional tolerances in precision forming processes. J. Mater. Process. Technol., 142: 773-785.
Direct Link - McCormack, C. and J. Monaghan, 2001. A finite element analysis of cold-forging dies using two- and three-dimensional models. J. Mater. Process. Technol., 118: 286-292.
Direct Link - Ohasbi, T. and M. Motomura, 1996. Tool life prediction for cup shaped cold forgings with fuzzy language risk analysis and fuzzy inference. Comput. Ind. Eng., 31: 791-795.
Direct Link - Wagner, K., A. Putz and U. Engel, 2006. Improvement of tool life in cold forging by locally optimized surfaces. J. Mater. Process. Technol., 177: 206-209.
Direct Link