
V.K. Singh
Department of Processing and Food Engineering, COAE and T, CCS HAU Hisar 125004, Haryana, India
B.L. Mandhyan
Department of Post Harvest Process and Food Engineering, JNKVV, Jabalpur-482004, MP, India
Sheela Pandey
Department of Post Harvest Process and Food Engineering, JNKVV, Jabalpur-482004, MP, India
R.B. Singh
Department of Post Harvest Process and Food Engineering, JNKVV, Jabalpur-482004, MP, India
American Journal of Food Technology
Year: 2013 | Volume: 8 | Issue: 3 | Page No.: 183-191







ABSTRACT
A study was conducted using Lab Spray Dryer (LU-222 Advanced Model, Twin cyclone) to produce spray-dried Ber powder. Thirty two experiment were conducted keeping five different operating variables of spray dryer i.e., inlet temperature (170, 180, 190, 200 and 210°C), aspirator blower capacity (40, 50, 60, 70 and 80%) and feed pump capacity (9, 12, 15, 18 and 21%) and feed parameters i.e., maltodextrin concentration (4, 6, 8, 10 and 12%) as encapsulating material upon the biochemical properties (moisture content, acidity and ascorbic acid) of powder were observed. Analysis of experimental data i.e., Ber powder properties and process parameters yielded best quality (moisture content 3.9%, acidity 0.55% and ascorbic acid 38.4 mg/100 g) of powder at inlet air temperature 190°C, aspirator blower capacity 60%, feed pump capacity 15%, encapsulating material 8%.
PDF Abstract XML References Citation
Received: April 05, 2013;
Accepted: June 28, 2013;
Published: July 19, 2013
How to cite this article
V.K. Singh, B.L. Mandhyan, Sheela Pandey and R.B. Singh, 2013. Process Development for Spray Drying of Ber (Ziziphus jujube L.)
Juice. American Journal of Food Technology, 8: 183-191.
DOI: 10.3923/ajft.2013.183.191
URL: https://scialert.net/abstract/?doi=ajft.2013.183.191
DOI: 10.3923/ajft.2013.183.191
URL: https://scialert.net/abstract/?doi=ajft.2013.183.191
INTRODUCTION
India ranks second in fruit production next to China and contribute 10% of total fruits production in the world (Ojha, 2009). The total production of fruits has gone up from 32.98 to 53.53 million over a period of last 12 years from the year 1992-93 to 2004-05 (Kantwa, 2009). The recommended requirement of fruits per capita per day is 120 g, while in India, availability of fruits per capita per day is 75 g (Rathore, 2010). The excellent human resources with large network in research and development under the National Agricultural Research Scheme (NARS) on horticulture have been asset that help in development and transfer of technologies to respective users (Shikhamany, 2006). According to Pap (1995), because of long storage life at ambient temperatures, dried juice products are increasingly used as convenient foods.
Spray dryers are employed in the transformation of liquid materials (solutions, suspensions and pastes) into solid products with desired moisture and used in many sectors like chemical, pharmaceutical, mineral and food industries (Mazza et al., 2003). The rotating air broom system attached at the conical bottom of the spray dryer reduced the sticking by 33% for banana powder (Sudhagar, 2000). According to Morton (1987), Indian storage experiments show that ripening of under ripe fruits can be done either by keeping them under wheat straw for 8 days, by keeping them under leaves for 7 days or by putting them in carbide for 4 days. Because of its rapid drying kinetics, spray drying is perfectly suited for producing solid amorphous dispersions (Dobry et al., 2009). Spray drying is a promising technique for preserving viable and active starter plus probiotic cultures but has been greatly underutilized (Silva et al., 2011). According to Gibson (2010), a closed loop circuit with bag house filter system, fan and heater which are all fluidly connected together for circulating a mass of superheated vapor constitute a typical vapor atmosphere spray dryer. As per the observation made by Yousefi et al. (2011), the Glass transition temperature (Tg) and storage stability increased of the powder by adding a carrier agent during preparation of the feed. The variation in the color of aonla shreds having different treatments, such as simply blanched, 3% salt blanched and 0.3% KMS blanched and control and dried at 60°C depends upon the time of drying and treatment applied (Gupta et al., 2011). According to Jumah et al. (2004), during the spray drying of tomato paste, the drying rate increased with increase the inlet air temperature in the range 60-100°C. The markedly increased tomato paste drying rate Immature acerola juice encapsulated with maltodextrin DE25, gum Arabic or a mixture of both showed similar sorption isotherms (Righetto and Netto, 2007). Foam mat drying is indeed a better substitute for preservation of tomato juice in the form of dried powder. Processing of tomato juice could be conserved in the powdered form for a long period of time without losing much of its nutritive value (Kadam et al., 2012).
Application of spray drying for dehydrating Ber is not in vogue in India. Spray drying is one of the techniques most utilized in the food industry and under optimal processing conditions, it has proved to be an effective method to obtain dehydrated finished product of good quality. Fruit juice spray drying has great economic potential. Packaging and transportation cost is reduced due to the spray drying of fruit juice or pulp and also increases the shelf life of dried product, so that it can be used in off season of fruit availability. Therefore, the present study is aimed at the development of suitable process for the production of jujube powder by using a laboratory model spray dryer.
MATERIALS AND METHODS
Preparation of ber juice: The fruits were cleaned and stored in refrigerated temperature and used as and when required. The Ber juice was prepared by two methods, boiling and without boiling. It was found that sedimentation of Ber pulp residue was less in juice prepared by boiling than without boiling. Preparation of Ber juice by without boiling method steps is same as boiling method except boiling and meshing steps. Prepared Ber juice composition was TSS (7.5%), pH (3.2) and citric acid (1.1 mg). Procedure for the preparation of juice by boiling method mass balance of raw material to Ber juice for the spray drying is described Fig. 1.
Preparation of powder: Liquid feed was prepared by homogenized the appropriate amount of encapsulation materials and fed to the spray dryer and drying of incoming liquid feed process is accomplished by the atomization of the liquid feed stream into droplets and their dispersion in a hot gaseous phase. The dried particles are recovered in collection pot 1st (coarse particle, 40-60 μm), pot 2nd (fine particle, 20-40 μm) and 3rd (ultra fine particle, 5-15 μm), respectively by gravity and though the use of cyclones separator.
Experimental design: Response surface methodology (RSM) was used to reduce the number of trials without affecting the accuracy of results and determine interactive effect of variables on the response (Cochran and Cox, 1957).
 |
| Fig. 1: | Flow chart of preparation of Ber fruit juice |
| Table 1: | Level of coded variables |
 | |
In this study Central Composite Rotatablel Design (CCRD) with full replicate of four independent variables with five levels of each was chosen. The level of coded variables and design matrix is presented in Table 1 and 2, respectively. The details of levels of variable with experimental plan given in Table 2, show the experimental plan consisted of 32 treatment combinations of each independent chosen variable. The observations recorded were analyzed and best fit regression equations were developed.
Analysis of powder
Moisture content: The moisture content was determined by drying at 70°C up to constant weight and expressed in terms of the percent wet basis (100xkg water kg-1 wet material) (Goose and Binsted, 1964).
Ascorbic acid: Ascorbic acid content was determined by 2,6 Dichlorophenol Indophenol visual titration method as per suggested by Rangana (1987).
Acidity: Acidity was determined by titrating the known weight of sample with 0.1N NaOH using phenolphthalein as indicator. The end point was determined by appearance of pink colour (Rangana, 1987).
| Table 2: | Experimental design matrix for levels of parameter |
 | |
X1: Inlet air temperature,°C, X2: Aspirator blower capacity,% (100% = 85 m3 h-1), X3: Feed pump capacity,% (100% = 1000 mL h-1), X4: Encapsulating material maltodextrin,% (V/W basis) | |
RESULTS AND DISCUSSION
In spray drying process various operating condition like inlet air temperature, aspirator blower capacity, feed pump capacity etc., influence the preparation of Ber juice powder in a complex fashion and effect are listed in Table 3. In this study, Central Composite Rotatable Design (CCRD) at five levels (-2,-1, 0, 1, 2) was used and observations were recorded accordingly. Analysis of variance was also done to interpret the results. In all experiments, showed that the moisture content varied from 1.2-7.5% with mean of 3.9%, minimum value (0.23%) of acidity of powder was observed at inlet air temperature 210°C, aspirator blower capacity 60%, feed pump capacity 15% and encapsulating material 8% and maximum value (54.6 mg/100 g) of ascorbic acid was examined at inlet air temperature 170°C, aspirator blower capacity 60%, feed pump capacity 15% and encapsulating material 8%.
| Table 3: | Spread sheet of different data of various dependent and independent parameters |
 | |
IAT: Inlet air temperature,°C, ABC: Aspirator blower capacity,% (100% = 85 m3 h-1), FPC: Feed pump capacity,% (100% = 1000 mL h-1), EM: Encapsulating material maltodextrin,% (v/w basis) | |
Moisture content: The variation is described by a polynomial equation of second order. The equation in coded value generated by multiple regression analysis using CCRD reads as follows:
| (1) |
Figure 2a demonstrates that decreases the moisture content from 7.5-1.2% with increase in inlet air temperature from 170-210°C, It may be because the drying rate is very fast at high inlet air temperature. Similar observation was made by Goula and Adamopolous (2004). Moisture content increased from 3.2-4.5% with increase in aspirator blower capacity from 40-80% due to a high aspirator speed meaning thereby a shorter residence time in the drying chamber and consequently larger amount of residual moisture in the end product.
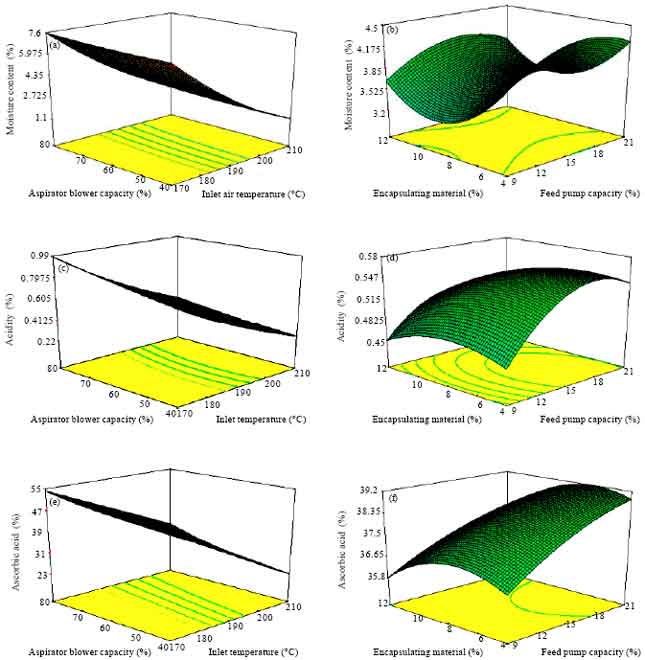 |
| Fig. 2(a-f): | Effect of (a) Aspirator blower capacity, with inllet air temperature and encapsulating Feed pump capacity on material (a, b) Moisture content, (c, d) Acidity and (e, f) Ascorbic acid. Ber juice powder at constant atomization pressure (1.5 Ber) and TSS of feed (7.5° Brix) |
As it can be drawn from Fig. 2b, moisture content increased from 3.1-3.8% with increase in feed pump capacity from 9-21%. It may be incomplete drying of the feed. The results were consistent with other funding (Jumah et al., 2004). Moisture content decrease from 4.8-3.8% with increase in encapsulating materials 4-12%. According to Quek et al. (2007) it was also observed that the moisture content of the spray dried powder decreased when the maltodextrin added increased.
Acidity: Regression analysis was used to fit a full second order polynomial. The equation in coded values generated by multiple regression analysis follows:
 | (2) |
Acidity of powder results are given in Fig. 2c. Increase in inlet air temperature from 170-210°C decreases the acidity from 0.87-0.23%, It may be because the heat acts as a catalyst in chemical reactions and therefore any severe heat treatment i.e., high temperature, longer duration might be adversely affecting the acidity. The acidity increases from 0.51-0.65% with increasing the aspirator blower capacity from 40-80% because with increasing aspirator blower capacity the total heat input reduced. Similar observations were obtained by Onayemi (1981). Figure 2d illustrate that acidity increased from 0.42-0.57% with increase in feed pump capacity from 9-21%, it may be incomplete drying of the feed. Acidity decrease from 0.56-0.48% with increase in encapsulating materials 4-12% due to because the reason mentioned in preceding paragraph. The maximum and minimum values shows for acidity were 0.23 and 0.87% with mean of 0.55%.
Ascorbic acid: The equation in coded value generated by multiple regression analysis using CCRD reads as follows:
 | (3) |
A strong association between the different variables under study was endorsed by a fairly good value of R2 i.e., 0.98. Figure 2e illustrates that increase in inlet air temperature from 170-210°C decreases the ascorbic acid from 54.6-24.5%. It may be because the heat acts as a catalyst in chemical reactions and therefore any severe heat treatment i.e., high temperature, longer duration might be adversely affecting the ascorbic acid. These result was consistent with other researcher (Chiang, 2011). The ascorbic acid increased from 36.2-39.8% with increasing in aspirator blower capacity from 40-80% because with increasing aspirator blower capacity the total heat input reduced. Figure 2f shows that the ascorbic acid increased from 36.5-38.9% with increase in feed pump capacity from 9-21%, it may be incomplete drying of the feed. Ascorbic acid decrease from 38.2-36.2% with increase in encapsulating materials 4-12% due to because the reason mentioned. The maximum and minimum values shows for ascorbic acid were 24.5 and 54.6 mg/100 g of powder juice with mean of 38.4 mg/100 g.
CONCLUSION
In this study, the sensitivity of spray drying conditions namely; inlet temperature (170, 180, 190, 200 and 210°C), aspirator blower capacity (40, 50, 60, 70 and 80%) and feed pump capacity (9, 12, 15, 18 and 21%) and processing parameters of feed i.e., Total Soluble Solid (TSS) of feed (7.5%) and encapsulating material, maltodextrin (4, 6, 8, 10 and 12%), aerosil (1.0%), citric acid (0.25%) on biochemical properties (moisture content, acidity and ascorbic acid) of powder was examined. After complete evaluation and analysis of all the attributes for biochemical properties i.e., moisture content (3.9%), acidity (0.55%) and ascorbic acid (38.4 mg/100 g) of dried powder, it was concluded that best quality of Ber juice powder were obtained at inlet air temperature 190°C, aspirator blower capacity 60%, feed pump capacity 15%, encapsulating material 8%.
ACKNOWLEDGMENT
The authors are grateful to Jawaharlal Nehru Krishi Vishwa Vidyalaya, Jabalpur, MP, India for supporting with infrastructure and financial assistance during the research work.
REFERENCES
- Dobry, D.E., D.M. Settell, J.M. Baumann, R.J. Ray, L.J. Graham and R.A. Beyerinck, 2009. A model-based methodology for spray-drying process development. J. Pharm. Innovation, 4: 133-142.
CrossRef - Goula, A.M. and K.G. Adamopolous, 2004. Influence of spray drying conditions on residue accumulation-simulation using CFD. Drying Technol., 22: 1107-1128.
Direct Link - Gupta, R.K., P. Kumar, A. Sharma and R.T. Patil, 2011. Color kinetics of aonla shreds with amalgamated blanching during drying. Int. J. Food Prop., 14: 1232-1240.
CrossRef - Jumah, R., F. Banat, S. Al-Asheh and S. Hammad, 2004. Drying kinetics of tomato paste. Int. J. Food Prop., 7: 253-259.
CrossRef - Kadam, D.M., R.A. Wilson, S. Kaur and Manisha, 2012. Influence of foam mat drying on quality of tomato powder. Int. J. Food Properties, 15: 211-220.
CrossRefDirect Link - Mazza, M.G.G., L.E.B. Brandao and G.S. Wildhagen, 2003. Characterization of residence time distribution in spray dryers. Drying Technol., 21: 525-538.
CrossRef - Quek, S.Y., N.K. Chok and P. Swedlund, 2007. The physicochemical properties of spray-dried watermelon powder. Chem. Eng. Process: Process Intensif., 46: 386-392.
CrossRef - Righetto, A.M. and F.M. Netto, 2007. Effect of encapsulating materials on water sorption, glass transition and stability of juice from immature acerola. Int. J. Food Prop., 8: 337-346.
CrossRef - Silva, J., R. Freixo, P. Gibbs and P. Teixeira, 2011. Spray-drying for the production of dried cultures. Int. J. Dairy Technol., 64: 321-335.
CrossRef - Yousefi, S., Z. Emam-Djomeh and S.M. Mousavi, 2011. Effect of carrier type and spray drying on the physicochemical properties of powdered and reconstituted pomegranate juice (Punica granatum L.). J. Food Sci. Technol., 48: 677-684.
CrossRef