
Seiko Jose
National Institute of Research on Jute and Allied Fibre Technology, Kolkata 700040, India
LiveDNA: 91.10518
S. Rajna
Indian Agricultural Research Institute, New Delhi 110012, India
P. Ghosh
National Institute of Research on Jute and Allied Fibre Technology, Kolkata 700040, India
Asian Journal of Textile
Year: 2017 | Volume: 7 | Issue: 1 | Page No.: 1-9
DOI: 10.3923/ajt.2017.1.9







ABSTRACT
Ramie fibre comes under bast fibre category, which can be classified as underutilised fibres. The high potential of ramie fibre is not fully exploited due to various techno-economic reasons. It is one of the strongest natural fibres having rich cellulose content. Apart from textile uses, ramie fibre can be utilised for the production of various diversified products. The inherent draw backs of ramie fibre can be overcome by proper blending with natural/synthetic fibres. Still in present scenario, there is much scope for research and development on this valuable fibre. This study briefs the extraction, mechanical processing, fibre properties and value addition of ramie fibre.
PDF Abstract XML References Citation
Received: August 01, 2015;
Accepted: January 15, 2016;
Published: December 15, 2016
Copyright: © 2017. This is an open access article distributed under the terms of the creative commons attribution License, which permits unrestricted use, distribution and reproduction in any medium, provided the original author and source are credited.
How to cite this article
Seiko Jose, S. Rajna and P. Ghosh, 2017. Ramie Fibre Processing and Value Addition. Asian Journal of Textile, 7: 1-9.
DOI: 10.3923/ajt.2017.1.9
URL: https://scialert.net/abstract/?doi=ajt.2017.1.9
DOI: 10.3923/ajt.2017.1.9
URL: https://scialert.net/abstract/?doi=ajt.2017.1.9
INTRODUCTION
Natural fibres are gaining importance day by day in all over the world. They are not only using for making clothing, but also finds other diversified applications. Among nature fibres, cotton occupied supreme position in both production and consumption. Lignocellulosic fibres like flax and ramie are also getting popularized in the current era. Ramie fibre is one of the premium and oldest textile vegetable fibres. It was used in mummy cloths in Egypt during the period 5000-3300 BC and has been grown in China for many centuries. Ramie was one of the principal plant fibres used in the orient for making cloth before the introduction of cotton, which took place in China about 1300 AD1. Ramie has been used as a textile fibre in China and Southern Asia for centuries and it is said to have been known in ancient Egypt. It is also known as china grass2. Ramie fibre is a bast fibre obtained from the inner bark of the ramie stem3. The total lifespan of the crop ranges from 6-20 years4. Generally it grows up to a height of 1-25 m, the leaves are heart-shaped, 7-15 cm long and 6-12 cm broad and white on the underside with dense small hairs. During this period, it can be harvested up to 6 times in a year.
China holds the monopoly in both production and exporting of ramie. Earlier so many countries tried to cultivate ramie, some of them withdrawn the cultivation due to some inevitable situations. Still, countries like Brazil, India, Philippines, Taiwan, France, etc., are also cultivating ramie in small volumes. Most of the ramie fibre extracted is used in producing countries and only a small percentage reaches international markets. It possesses highest strength and length, good durability and absorbency with excellent lustre. These characteristics make it suitable for use in the manufacture of wide variety of textiles and value added products5,6. Fabrics made from ramie fibre are comfortable to wear and looks like linen. Today some of the fashion designers are showing much interest in ramie fabric due to its unique properties. Apart from that, ramie also find application in sacks, carpets, reinforced polymers, twine, handicrafts, paper, cordage, gas mantles, fishing nets and marine packaging. In China elsewhere in the far East, ramie is used for a number of purposes such as clothing, table-cloths, handkerchiefs, etc. In Japan, ramie is used for canvas, suit-cloth, mat-edge, cloth and a large number of other purposes7. In India it is called by different popular names such as Rhea, Popah, KhunKoora, Kurkunda etc.
PRODUCTION AND CULTIVATION
China is the biggest producer of ramie fibre followed by Brazil and Philippines (Fig. 1a). Ramie is widely cultivated not only in China, Japan, India and Malaya, but also in Queensland, Mauritius, the Cameroons, the West Indies, Brazil, Mexico and the southern states of North America, South Europe. The fibre yield and area of cultivation is shown in the Fig. 1b. Coming to the present condition of cultivation in India, very few areas of states like West Bengal and Assam is showing some interest and the production is very minimal. There may be several reasons behind it, especially, the difficulties associated with decortication, degumming, pest and diseases.
 | |
| Fig. 1(a-b): | FAO statistics, 2013, (a) Fiber yield hg ha–1 and (b) World production of ramie fiber (ton) |
 | |
| Fig. 2: | Ramie plant |
 | |
| Fig. 3: | Varieties of ramie, white ramie and green ramie |
The adaptation of the plant to soil is another retarding factor. However, profitable growing for fibre purpose is based on the principle of as many cutting a year as possible and to produce the best results the plants requires a favourable climate with steady high temperature, a humid atmosphere and a well-distributed annual rainfall of not less than 1.125 mm. In Ramie Research Station, a regional station of Central Research Institute on Jute and Allied Fibres at Sarbhog, Assam, a collection of 55 ramie germplasms are maintained. The photograph of ramie plant is shown in Fig. 2. There are 2 major varieties of ramie plants. White ramie and green ramie as shown in Fig. 2 and 3.
Harvesting: The stems are green until they are mature, but then they begin to turn brown, starting at the bottom. The right time for harvesting is judged by the colour of the stems and the slowing down of their growth. The plants should be cut when the flower begins to fall and the seed to form. As the plant matures, the number of stalks increases with a corresponding increase in yields up to the fourth year, an average of 4, 7, 10 and 13 t of green stalks may be harvested per acre in each of the first 4 years, respectively and 13-17 t annually thereafter. First harvesting can be done after 17 days of planting and followed by 45-60 days for the succeeding harvests. The highest yield is attained in the third and fourth years and maintained until the plant is about six years old8. Harvesting is done either by manually or by using mechanical harvesters. It is important that ramie should be harvested at the right time if the best fibre is to be obtained. If the stems are allowed to become too mature, lignification takes place. After harvesting, if the ribbons are not to be stripped from the stalks right away and the fibre extracted, the cut stems or ribbons should be dried as soon as possible, to prevent bacterial attack. The yield of ribbons varies between 2-4% of the weight of the green plant and yield of degummed fibre is normally about one percent of the weight of the green plants. From 4-5% of ramie ribbons are cleaned from the stalks, so that from 400-1400 pounds per acre are yield annually in the same period, the average yield ranging around a thousand pounds.
PRELIMINARY PROCESSING OF RAMIE: FIBRE EXTRACTION
The fibre is derived from the inner bast tissues of the stem. The bast of ramie cannot be removed from the woody tissue in which it is embedded by a simple retting process such as is used for flax, hemp and jute. Instead, it must first undergo a severe pounding or scraping to remove the outer bark, which is administered by hand or by one of the many types of decorticating machines. The decorticator and decorticated ramie fibre is shown as in Fig. 4 and 5. By decortication, the outer bark, the central woody core and some portion of the gums and waxes of the bast are mechanically removed. In principle, any machine which is used for sisal or kenaf decortications can be adjusted for ramie. The decorticator consists of a beater or breaker plate and a metal drum, which is equipped with steel beater blades or knives that are set at equal intervals on the periphery of the drum. The quality of decortication and fibre recovery also depend largely on the efficiency of the operator as well as condition of the plants. Stalks becoming dry after harvest cannot be properly decorticated. Decortication should be completed on the day of harvest and if there are some left over, they should be kept moist by sprinkling water till decortications is done on the following day. Decortication is to be done immediately after harvest and therefore, a harvesting schedule is planned in relation to the decortications capacity of the machines used9.
 | |
| Fig. 4: | Ramie decorticator |
 | |
| Fig. 5: | Decorticated fibre |
A number of small machines have been designed in various countries with the objective of extracting bast fibre from the green stems of jute and similar fibre plants and thus eliminating the need of retting. Decorticators developed for ramie include small mobile types suitable for use in the field and larger machines designed for central operation. Use of decorticators in the field saves the cost of transporting unwanted plant material to soil10. Some have been in use for a long while, but they all have drawbacks for commercial big scale production. Either the fibre is imperfectly cleaned so that it can only be put to use for limited local purposes, or the output is much too low, or there too much wastage of fibre during the process of decortications11. The ribbons of partially separated but not yet degummed fibre, are known as "China grass" and it is in this form that ramie is normally exported from China to European and other markets. The extracted fibrous material, after washing, should be immediately dried or degummed to prevent the development of mildew.
DEGUMMING
As mentioned above, ramie is not retted in the same way as are other stem fibres such as jute, hemp, flax, etc., because the pectinous substances in ramie are far more difficult to remove or break down than those present in these other fibres. The extracted fibres contain approximately 25-30% gum12. Washing of fibre from stems immediately after decortications has been shown to remove water soluble gums which reduce the dry weight of the fibre by 8%. Due to the presence of gum, the fibre becomes stiff and brittle. It acts as an inhibitor for water and other chemicals to enter inside the fibre. So, it is always better to remove the gum content of ramie fibre before going for the processing of the fibre. The process of removal of gum from the fibre is known as degumming.
Degumming can be done with chemicals like sodium hydroxide13,14 or with enzymes15-19 or with microbial action20. As a result of degumming, the gummy matter will be removed and the fibre weight reduces by 22-25%. The tenacity, wet strength, extensibility are increases. Removal of the gum enables the fibre to take a more crystalline form. On gum removal, the crystallites increase in width but deteriorate with regard to their alignment along the fibre axis21. The ribbons of ramie, on their arrival at the factory, are greenish yellow to yellowish-white strips. They may be used in this form for coarse products, but if ramie is to be spun into yarns suitable for fine fabrics, the first process in the mill is to degum the ribbons. The best cleaned ribbons on arrival in the mill contain at least 10-15% of gummy matter, whereas the poorer qualities contain 20-30% and this must be extracted.
CHEMICAL DEGUMMING
Generally caustic soda is used for degumming process. The gums of ramie are composed of araban and xylans which are insoluble in water but easily soluble in alkaline solutions. The decorticated fibres are cooked in vessels with 1-2% of caustic soda under pressure for 1 h. A slight mistake in the degumming process can spoil the quality of fibre, since the major component in ramie is cellulose and is sensitive to alkali.
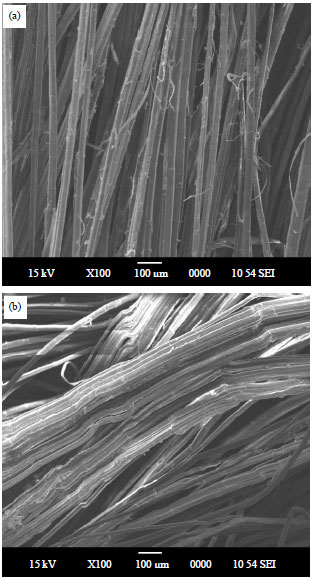 | |
| Fig. 6(a-b): | SEM photograph of (a) Decorticated (b) Combined degummed and bleached ramie fibre |
It is essential to remove the excess of alkali by acetic acid treatment after chemical degumming, otherwise the fibre strength will be reduced. After the fibre has been submitted to the degumming action, it is thoroughly washed and dried. The separated cells of ramie, known as "filasse" although white and clean, are still somewhat harsh and dry. In order that the fiber may lend itself more readily to the subsequent manufacturing operations, it is usually treated with an oily preparation composed in most cases of water, glycerine, wax and soap, when it is thoroughly softened, ramie is ready for processing22. A combined process technology for degumming and bleaching for ramie fibre in a single bath is under progress in NIRJAFT (National Institute of Research on Jute and Allied Fibre Technology), Kolkata. The SEM images showing the effect of combined degumming and bleaching is shown in Fig. 6. From the figure it is observed that after the chemical treatment, the fibres are found to be clean.
 | |
| Fig. 7: | Decorticated and degummed ramie fibre |
In a study the degumming of ramie with sodium metasilicate, alone or in combination with other alkali solutions such as sodium carbonate, trisodium phosphate and sodium metasilicate phosphate, has been reported23. The most significant factors involved in ramie degumming are the concentration of the chemicals, temperature, time and the methods employed to ensure that the degumming liquor penetrates to all parts of the ribbons. After degumming the cellulose content of the fibres are raised above 95%. The decorticated and chemically degummed fibres are as shown in Fig. 7.
GRADING OF RAMIE FIBRE
There is no international grading system is available for grading of ramie fibre and the grading is done as per the standards developed by the ramie producing countries. Ramie fibre will be graded before taken in to processing industry. The existing jute grading system can also be adoptable in the case of ramie. Generally two methods of grading are adopted. Hand and eye method and instrumental method. During grading, the following parameters are to be checked. Colour, strength, softness, length, fibre separation and defects (major, minor). The market prize of ramie fibre is determined by grading system. Currently National Institute of Research on Jute and Allied Fibre Technology (NIRJAFT) is working for the development of a new grading system for ramie fibre.
CHEMICAL COMPOSITION AND FIBRE PROPERTIES
Ramie is a unicellular cellulosic bast fibre. Among all the bast fibres, major content of cellulose is found in the ramie. Cellulose is a polysaccharide (i.e., a polymeric sugar) which can be represented by a simple formula (C6H10O5)n. The chemical composition of ramie fibre is as shown in Table 1.
The fibre possesses some very valuable properties because of its silky, luster, unparallel strength, durability and its suitability to blend with all other natural and manmade fibres. It is almost 6 times stronger than cotton, 2 times that of flax and almost equals silk in its lustre. The fibre is coarser and consists of hairs, projecting from the surface, its length varies considerably from 40-200 mm and the fibre diameter is around 25-30 μm. The density of fibre ranges from 1.50-1.55. The tensile strength varies from 400-1600 MPa. It is having a moisture regain of around 12%. Form the Table 1 it is observed that the cellulosic content in ramie is much more than other bast fibre like Jute and Hemp. It is highly crystalline fibre. The mechanical properties of plant fibres largely depend on the amount of cellulose, which is closely associated with the degree of crystallinity and the crystallite orientation of the fibre with respect to the main fibre axis24.
Ramie fibre is easily identified by its coarseness, thick walls, lacks twist and has striated surfaces25. It is resistant to bacteria, mildew, mild alkalis, rotting26, sunlight and insect attack. It is having good wetting strength but poor in elasticity, abrasion resistance and wrinkle recovery. Degumming is essential after fibre extraction. Prolonged treatment with strong alkali and strong acids causes loss in strength of the fibre and also hydrolysis of cellulose. Properties of degummed ramie fibres make it more attractive and better than cotton. Acid hydrolysis of native ramie cellulose fibre leads to aqueous suspensions of elongated nano crystals with high aspect ratio. Ramie can be used, generally speaking, for those purposes for which flax and hemp are normally used-particularly for twines and threads, for which purposes its properties of strength and lack of stretch make it most suitable.
The FTIR spectrum of raw ramie fibre is shown in Fig. 8. The peak at 1424 cm–1 corresponds to the bending vibration of CH2 for crystalline as well as amorphous cellulose27. The peak at 1328 cm–1 correspond to aromatic skeletal vibrations, ring breathing with C–O stretching in lignin components28 and 1161 cm–1 corresponds to the C-O-C asymmetric stretching in cellulose I and cellulose II. Aliphatic C-H stretching of cellulose and hemicellulose is indicated by the peak 1377 cm–1 29. Strong band at 1026 cm–1, assigned to C–O stretching in cellulose, hemicelluloses and lignin or C–O–C stretching in cellulose and hemicelluloses30.
The thermogravimetric analysis of ramie fibre is shown in Fig. 9.
From the Fig. 9, it is inferred that, the thermal decomposition of ramie fibre was minimum up to 275°C. The weight loss is mainly because of evaporation of water and volatile substances (low molecular weight waxes and fats). Weight loss occurs between 290 and 380°C, mainly corresponds to cellulose degradation. Lignin degradation starts at about 280°C and continues even above 500°C. Table 2 shows weight loss percentage of ramie fibre subjected to heating in varied temperature, indicating nature of thermal decomposition.
| Table 1: | Chemical composition of bast fibres by percentage mass |
 | |
 | |
| Fig. 8: | FTIR spectrum of ramie fibre |
 | |
| Fig. 9: | TGA curve for ramie fibre |
| Table 2: | Weight loss (%) ramie fibre subjected to heating in varied temperature, indicating nature of thermal decomposition |
YARN PREPARATION AND SPINNING
During eighteenth and nineteenth centuries, ramie cultivation became established in many areas of the western world. Spinning mills were operated in England, France and Germany towards the end of the nineteenth century. But it is only in comparatively modern times that the production of ramie fabric has become established on a commercial scale. Before spinning, the fibres are sorted into three lengths, i.e., long, medium and short. Normally, about 60% of the total weight of the degummed material will be long fibre. This long fibre is spun separately. The medium-length fibre is either spun on its own, or spun together with the short fibre and any waste which is obtained during the dressing of the long fibre. To make them suitable for spinning, the decorticated ramie fibre has to be degummed in an effort to separate the individual fibres free from gums, waxes and pectins and leave them in a soft, clean state with their strength and other textile characteristics intact. The degummed ramie contain a residual gummy content of 1-5% according to the type of spinning process to be used, dry spinning requires a clean fibre, white wet spinning requires a gum reside31.
Methods of spinning ramie may vary, in different countries and mills and are determined to a large extent by the type of spinning system available in a particular mill. In the current scenario, there is no specialized spinning system in India is available for ramie and is spun in jute system. Attempts have been made by various researchers to spin ramie in blends with jute, silk, viscose and polyester fibres using jute and woollen spinning systems32-34. Because of this variable length, before the fibre is subjected to spinning process, it is cut in to uniform size. The finest yarns are produced on the spun silk system developed by the Japanese, but this system is labour intensive. In Europe, Brazil and the Philippines, some modifications are made. This produces coarser count yarn but much less labour is required. Ramie is also suitable for blending with both natural and synthetic fibres in different proportions. In some of the reported works32,35, blending of 10-15% raw or ramie partially degummed ramie with jute helps to spin good quality yarns of finer count in the range of 100-105 tex. The blended yarns have good scope in the areas like home furnishing, upholstery and industrial fabrics. In another work36, degummed ramie fibre of cut staple length 20 cm was processed in flax carding system and subsequently blended with jute fibre during drawing stage. After three passages of successive drawing, the sliver was processed through jute roving machine and finally spun in to a yarn of 84 tex. Tensile strength of jute/ramie blended (50:50) yarn under normal dry and wet conditions were found to be better as compared to 100% jute yarn. Ramie may also be spun on the worsted and long draft cotton systems, but in the latter case stapled noils are used and usually blended with cotton or synthetic fibres37,38. Ramie is most often blended with other fibres for its unique strength, absorbency, lustre and dye affinity. Long staple fibres can be used for spinning, where as short fibres are using for the manufacture of papers, composites, non woven and other products39,40.
PROBLEMS ASSOCIATED WITH THE CURRENT SCENARIO
In spite of the undoubtedly good properties of ramie fibre, the wide occurrence of the plant and the enormous amount of publicity which has been given to the subject from time, the fibre has not so far been developed or used on any large scale outside of China and Japan. Let’s have a look on the factors. Ramie is a labour intensive and input intensive crop in terms of planting material, plant nutrients and machines. In ramie crop, return comes mainly from the second year onwards. The individual growers may not be in a position to make such investment for raising the crop. Ramie fibre is extracted through decorticator machine. Now, the main problem of decorticating machine is, availability and that too at reasonable or affordable price by farmers. For proper extraction of fibre, efficient decorticating machines or decorticators are needed to be made available to the growers at reasonable price. Another important problems associated with the ramie fibre is the removal of gums from the un-degummed crude fibres.
Degumming is still treated as trade secret by the mills that have perfected this art. Mistakes in degumming process can ruin the fibre and cause a spinner considerable loss since the know-how for carrying the degumming operations are not freely available. Of course, numerous patents have been published relating to the degumming of ramie and there is certainly death of information on the subject. Degumming is not really a chemical problem but a technological one and good degumming requires good chemicals, good fibre free of extraneous materials and spinning technology and in addition a ‘touch’, which can only be acquired after long experience41. Another difficulty with the crop is its very low production by itself. Some users (textile mills) have lost interest in the fibre mainly because of the problems of irregularity of quality supply and as well as processing difficulties and these have further discouraged the industrial sector from promoting the use of ramie. However, the development of a greater ramie industry has been hampered, first, by technical difficulties resulted from the nature of the fibre and secondly, by commercial difficulties attendant upon the introduction of most new textiles. The technical difficulties may be summarized as:
| • | Mechanical methods of extracting the fibre from the stalks and, particularly, for subsequent degumming of the strands are still in an experimental stage |
| • | Although flax, cotton and silk machinery have been utilized for processing, ramie is best prepared on machinery constructed primarily for the purpose |
| • | Surface of the fibres is very smooth and difficulty is encountered in making the strands interlock when spinning fine counts of yarns, so that ramie fabrics have a tendency to be uneven |
Apart from any economic or technical reasons, the development of any new fibre needs market development work of some kind. The use of ramie is limited by its price and spinning properties. A manufacturer can place an order for as much as, say, one million lb on the spot for cotton. On the other hand, growers of ramie are not likely to produce large quantities of the fibre-unless they have a reasonable assurance that there would be a large demand for it.
CONCLUSION
The high potentiality of Ramie is not much exploited in counties, other than china. In India, national level institutes like National Institute of Research on Jute and Allied Fibre Technology (NIRJAFT), Central Research Institute for Jute and Allied Fibres (CRIJAF) are working to innovate ramie fibre in the front line. The coarseness of the fibre reduces its scope of application in apparels, but suitable blending may solve this issue. The problems associated with cultivation, decortication and degumming are the researchable issues. Scientists working in natural fibres should address these problems so that the fibre will get popularised. Awareness programs like exhibitions, seminars, training, etc., may encourage the farmers to grow ramie in vast areas. In the current scenario, the textile industries are not showing much interest in the processing of ramie due to the difficulties associated with degumming and unsteady supply of fibre in the market. Still considerable research works are going on the application of ramie fibres in new areas like composites are the promises for tomorrow’s technology, which shows a clear indication towards the prosperity of the fibre in the coming future.
REFERENCES
- Meshram, J.H. and P. Palit, 2013. Biology of industrial bast fibers with reference to quality. J. Natural Fibres, 10: 176-196.
CrossRefDirect Link - Sen, T. and H.N.J. Reddy, 2011. Various industrial applications of hemp, kinaf, flax and ramie natural fibres. Int. J. Innov. Manage. Technol., 12: 192-198.
Direct Link - Syamili, E., B. Elayarajah, Kulanthaivelu , R. Rajendran, B. Venkatrajah and P.A. Kumar, 2012. Antibacterial cotton finish using green tea leaf extracts interacted with copper. Asian J. Textile, 2: 6-16.
CrossRefDirect Link - Udeani and N. Angela, 2011. Extraction and textile qualities of fibers from some xerophytic plants. Asian J. Textile, 1: 35-41.
CrossRefDirect Link - Leavline, E.J., D.A.A.G. Singh, S. Prasannanayagi and R. Kiruthika, 2015. A compendium of nano materials and their applications in smart nano textiles. Res. J. Nanosci. Nanotechnol., 5: 44-59.
CrossRefDirect Link - Sarma, B.K., 2008. Ramie: The Steel Wire Fibre. DB Publication, Guwahati, India, Pages: 144.
Direct Link - Roy, S., R. Sarmah and C.R. Sarkar, 1998. Fungal degumming of ramie and its fibre characteristics. Indian J. Fibre Textile Res., 23: 281-284.
Direct Link - Bruhlmann, F., K.S. Kim, W. Zimmerman and A. Fiechter, 1994. Pectinolytic enzymes from actinomycetes for the degumming of ramie bast fibers. Applied. Environ. Microbiol., 60: 2107-2112.
Direct Link - Zheng, L., Y. Du and J. Zhang, 2001. Degumming of ramie fibers by alkalophilic bacteria and their polysaccharide-degrading enzymes. Bioresour. Technol., 78: 89-94.
CrossRefDirect Link - Ammayappan, L., 2013. Eco-friendly surface modifications of wool fiber for its improved functionality: An overview. Asian J. Textile, 3: 15-28.
CrossRefDirect Link - Elshafei, A. and H.T. El-Zanfaly, 2011. Application of Antimicrobials in the development of textiles. Asian J. Applied Sci., 4: 585-595.
CrossRefDirect Link - Andualema, B. and A. Gessesse, 2012. Microbial lipases and their industrial applications: Review. Biotechnology, 11: 100-118.
CrossRefDirect Link - Kapoor, M., Q.K. Beg, B. Bhushan, K. Sign, K.S. Dadhick and G.S. Hoondal, 2001. Application of an alkaline and thermostable polygalacturonase from Bacillus sp. MG-cp-2 in degumming of ramie (Boehmeria nivea) and sunn hemp (Crotalaria juncea) bast fibres. Process Biochem., 36: 803-807.
CrossRefDirect Link - Ray, P.K., S.C. Bag and A.C. Chakravarty, 1975. The influence of gum on the crystalline structure in ramie fiber. J. Applied Polymer Sci., 19: 999-1004.
CrossRefDirect Link - Rong, M.Z., M.Q. Zhang, Y. Liu, G.C. Yang and H.M. Zeng, 2001. The effect of fiber treatment on the mechanical properties of unidirectional sisal-reinforced epoxy composites. Composites Sci. Technol., 61: 1437-1447.
CrossRefDirect Link - Nelson, M.L. and R.T. O'Connor, 1964. Relation of certain infrared bands to cellulose crystallinity and crystal latticed type. Part I. Spectra of lattice types I, II, III and of amorphous cellulose. J. Applied Polym. Sci., 8: 1311-1324.
CrossRefDirect Link - Sun, J.X., X.F. Sun, R.C. Sun, P. Fowler and M.S. Baird, 2003. Inhomogeneities in the chemical structure of sugarcane bagasse lignin. J. Agric. Food Chem., 51: 6719-6725.
CrossRefDirect Link - Poletto, M., A.J. Zattera and R.M.C. Santana, 2012. Structural differences between wood species: Evidence from chemical composition, FTIR spectroscopy and thermogravimetric analysis. J. Applied Polym. Sci., 126: E337-E344.
CrossRefDirect Link - Shi, J. and J. Li, 2012. Metabolites and chemical group changes in the wood-forming tissue of pinus koraiensis under inclined conditions. BioResources, 7: 3463-3475.
Direct Link - Pandey, S.N., 2007. Ramie fibre: Part I. Chemical composition and chemical properties. A critical review of recent developments. Textile Progress, 39: 1-66.
CrossRefDirect Link - Mahabubuzzaman, A.K.M., L.B. Lutfar, M.K. Kabir and Z. Ahmed, 2002. A comparative study on the quality control of jute yarn conventional drawing method vs modern drawing method. Asian J. Plant Sci., 1: 646-647.
CrossRefDirect Link - Ochola, J., J. Kisato, L. Kinuthia, J. Mwasiagi and A. Waithaka, 2012. Study on the influence of fiber properties on yarn imperfections in ring spun yarns. Asian J. Textile, 2: 32-43.
CrossRefDirect Link - Azad, M.A.K., A.H. Khan and S.M. Bader Rahman, 2006. Study on the physical properties of blended rotor spun yarn. J. Biological Sci., 6: 164-166.
CrossRefDirect Link - Nayak, L.K., L. Ammayappan and D.P. Ray, 2012. Conversion of jute caddies (jute mill waste) into value added products: A review. Asian J. Text., 2: 1-5.
CrossRefDirect Link - Ammayappan, L. and J.J. Moses, 2011. Study on improvement in handle properties of wool/cotton union fabric by enzyme treatment and subsequent polysiloxane-based combination finishing. Asian J. Textile, 1: 1-13.
CrossRefDirect Link
Manish Saxena Reply
your blog is very good and informative.
Please inform and share further.
Editor
Thank you, Manish, for your positive feedback on our review article on "Ramie Fibre Processing and Value Addition". We are thrilled to hear that you found the article informative and useful. We will continue to publish more informative content on our website, so stay tuned for future updates.