
P. Abdeshahian
School of Bioscience and Biotechnology, Faculty of Science and Technology, Universiti Kebangsaan Malaysia, 43600 Bangi, Selangor, Malaysia
N. Samat
Livestock Research Center, Malaysian Agriculture Research and Development Institute, MARDI Headquarters, P.O. Box 12301, GPO, 50774 Kuala Lumpur, Malaysia
W.M. Wan Yusoff
School of Bioscience and Biotechnology, Faculty of Science and Technology, Universiti Kebangsaan Malaysia, 43600 Bangi, Selangor, Malaysia
Pakistan Journal of Biological Sciences
Year: 2009 | Volume: 12 | Issue: 15 | Page No.: 1049-1055







ABSTRACT
The production of xylanase from palm kernel cake as a substrate was studied in solid substrate fermentation. The simultaneous effects of three independent variables, namely incubation temperature, initial moisture content of substrate and air flow rate on xylanase production were evaluated by response surface methodology using central composite face centered design. A total of 18 experiments were carried out in which Aspergillus niger FTCC 5003 was cultivated on palm kernel cake in a column bioreactor for 7 days under incubation temperature, moisture level and aeration rate determined. Test results showed that the highest xylanase activity of 174.88 U g-1 was produced at incubation temperature, initial moisture level and aeration rate of 25°C, 60% and 1.5 L min-1, respectively. The statistical analysis of the experimental results revealed that the linear effect of incubation temperature and quadratic term of initial moisture content had highly significant effects on xylanase production (p<0.01). Statistical results also showed that interaction effect between incubation temperature and initial moisture content as well as interaction effect between moisture level and aeration rate influenced the yield of xylanase at probability levels of 95%. Optimum conditions determined by statistical model for attaining maximum xylanase production were incubation temperature of 25°C, initial moisture level of 63% and aeration rate of 1.76 L min-1. The xylanase activity of 192.50 U g-1 was obtained when solid substrate fermentation was performed under the optimal circumstances.
PDF Abstract XML References Citation
How to cite this article
P. Abdeshahian, N. Samat and W.M. Wan Yusoff, 2009. Xylanase Production by Aspergillus niger FTCC 5003 Using Palm Kernel Cake in Fermentative Bioprocess. Pakistan Journal of Biological Sciences, 12: 1049-1055.
DOI: 10.3923/pjbs.2009.1049.1055
URL: https://scialert.net/abstract/?doi=pjbs.2009.1049.1055
DOI: 10.3923/pjbs.2009.1049.1055
URL: https://scialert.net/abstract/?doi=pjbs.2009.1049.1055
INTRODUCTION
Xylan is the main hemicellulosic substance which exists as a structural compound in plant cell wall. Xylan constitutes 20-35% dry weight of wood and agricultural wastes. Xylan backbone is composed of α-1, 4-linked β-D-xylopyranosyl residues (Senthilkumar et al., 2008). Xylanase is a xylanolytic enzyme which cleaves the xylan backbones of hemicellulosic materials. Xylooligomers released are further hydrolyzed by β-xylosidase. Xylan degrading enzymes are applied in various sectors such as animal feed, bread-baking process and juice industry. However, xylanases are extensively used in pulp and paper industry (Polizeli et al., 2005).
Palm Kernel Cake (PKC) is a tropical agro-industrial by-product of palm oil industry. The fruit of the palm tree Elaeis guineensis contains kernels which are processed for the extraction of oil. The solid residue left after oil extraction process constitutes PKC. Generally, PKC contains 12 to 18% crude fiber and 15 to 18% crude protein. Thus, PKC is largely used as a nutritive ingredient in feeding farm animals (Awaludin, 2001; Keng et al., 2009). Dusterhoft et al. (1992) reported that PKC components are comprised of a total of non-starch polysaccharides which consist of 6% xylan compounds.
A variety of microorganisms including bacteria, yeasts and filamentous fungi are capable of producing xylanase. However, fungi have been of great interest to workers owing to high levels of xylanase produced by fungi compared with those produced by bacteria or yeasts (Haltrich et al., 1996). Aspergillus species are well known for their high potency in the production of wide range of microbial enzymes (Gao et al., 2008). Among different Aspergillus species used in xylanase biosynthesis, Aspergillus niger has received great attention to be used in industrial production of xylanase (Wu et al., 2005; Xu et al., 2008).
A large number of agro-industrial residues have been utilized in the synthesis of xylanase by fermentative processes. Among fermentative processes, solid substrate fermentation (SSF) has been found to be an appropriate process for the production of xylan degrading enzymes using agro-industrial residues (Haltrich et al., 1996). The bioprocess of agro-industrial residues by SSF provides some economic and engineering advantages including high productivity per unit of volume, low capital investment and low downstream processing cost (Pandey et al., 2001).
Various environmental factors such as temperature, moisture content of substrate and air flow remarkably affect the fermentation process, which in turn influences the fermentation products (Raimbault, 1998). Since, the cost of enzyme production is of critical importance determining the economy of process, the use of highly available and cost-effective carbon sources as well as the selection of microorganism producing high level of enzyme will reduce the cost of industrial enzyme production (Gao et al., 2008; Senthilkumar et al., 2008).
Although, several studies have been fulfilled to produce xylanase in SSF process using shake flask (Ghanem et al., 2000; Park et al., 2002; Senthilkumar et al., 2005; Liu et al., 2008; Xu et al., 2008), few investigations have been conducted into xylanase synthesis under SSF process using bioreactor (Panagiotou et al., 2003; Xiros et al., 2008). This study was carried out to find out the feasibility of xylanase production using PKC as a cheap and highly available agricultural by-product in a laboratory column bioreactor under SSF process. Since, Aspergillus niger produces highly active xylanase, it was selected in this study. This study also aimed to enhance xylanase yield by the control of the three independent variables including temperature, initial moisture content and aeration rate in optimum conditions. Statistical approach of Response Surface Methodology (RSM) on the basis of central composite face centered (CCF) design was applied to determine the optimum level of variables for maximum xylanase production.
MATERIALS AND METHODS
This study began on 10 July 2006 and lasted till 10 July 2008. The preparation work of microorganism, substrate and medium was carried out in Malaysian Agriculture Research and Development Institute (MARDI). All experiments related to SSF process were also performed in MARDI. Analytical experiments and enzyme assay were conducted in Department of Microbiology, Faculty of Science and Technology, Universiti Kebangsaan Malaysia.
Microorganism: Aspergillus niger FTCC 5003 which was obtained from the culture collection of the livestock research center in MARDI was used in this study. The stock culture was grown on Potato Dextrose Agar (PDA) slant at 30°C for 7 days. Spore suspension was prepared by adding 50 mL of sterile Tween-80 (0.1%) into each slant culture whose surface was gently scraped with a sterile wire loop. The spore suspension obtained was kept at 4°C.
Substrate and medium: Palm kernel cake was supplied by MARDI and used as a solid substrate in SSF process. PKC was ground to 2 mm particle size and dried in an oven at 60°C for 48 h. Mandels medium was used to moisten PKC (Sternberg, 1976). The composition of Mandels medium was as follows (in g L-1): (NH4)2SO4, 1.4; KH2PO4, 2.0; CaCl2, 0.3; MgSO4.7H2O, 0.3; MnSO4.H2O, 0.0016; FeSO4.7H2O, 0.005; ZnSO4.7H2O, 0.0014; CoCl2, 0.002; protease peptone, 0.75; urea, 0.3; and Tween 80, 1.0 The initial pH of Mandels medium was adjusted to 5.0 by the addition of 1.0 M HCl or 1.0 M NaOH.
Experimental design: A 23 full factorial central composite face centered (CCF) design for three independent variables, each one at three levels with six star points and four replicates at the central point was used to fit a second-order polynomial model in which a total of 18 experiments were required to be carried out (Haaland, 1989). The behavior of fitted model was explained by the following quadratic model equation (Eq. 1):
| (1) |
where, Y is the response measured; ao is the intercept; a1, a2, a3 are linear coefficients; a11, a22, a33 are squared coefficients and a12 , a13 , a23 are interaction coefficients. X1, X2 and X3 represent the independent variables in the form of coded values.
The experimental variables selected, i.e., temperature, initial moisture and aeration rate were coded at three levels of -1, 0 and +1 which represented the low, the middle and the high level of variables. The coded setting and actual level of variables studied are given in Table 1.
| Table 1: | Independent variables and levels used in the centeral composite face centerd design |
 | |
| Table 2: | Centeral composite face centered design and experimental results of xylanase production by Aspergillus niger FTCC 5003 using palm kernel cake in SSF process for 7 days |
 | |
Design-Expert software (version 6.0.6 Stat-Ease, Inc.) was used for the regression analysis of data and the graphical design of response surface.
Solid substrate fermentation: A glass column bioreactor which consisted of a jacketed vessel with 50 cm height and 16 cm inner diameter was loaded with 100 g of PKC. Initial moisture of PKC was adjusted by addition of Mandels medium. Bioreactor was sterilized at 121°C for 30 min. After cooling, PKC was inoculated with 1.0 mL of spore suspension containing 106 spores per gram of dry substrate (PKC) and then incubated for 7 days. Incubation temperature was controlled by water circulation through the jacket of bioreactor. Humid air was forced through the bed of culture at different rates to achieve both heat removal and oxygen supply. Incubation temperature, initial moisture content and aeration rate were adjusted according to levels determined by experimental design (Table 2).
Enzyme extraction: Enzyme was extracted from the fermented PKC by adding 100 mL of 0.05 M sodium citrate buffer (pH 5.0) into each 10 g of PKC and shaking (170 rpm) for 24 h at 4°C. The suspended materials and the fungal biomass were then separated by filter paper (Whatman No. 1) at the temperature of 4°C. The clarified extract was used as the source of enzyme.
Analytical methods: Xylanase activity was determined by mixing 0.2 mL of an appropriately diluted enzyme sample with 1.8 mL of 1.0% (w/v) birchwood xylan (Sigma X0502) in 0.05 M sodium citrate buffer (pH 5.3) as substrate at 50°C for 5 min (Bailey et al., 1992). Three milliliter of 3, 5-dinitro salicylic acid reagent was added to stop the reaction. The amount of reducing sugar released (as xylose) was estimated spectrophotometrically by measuring absorbance at wavelength of 540 nm (Miller, 1959). One unit (U) of enzyme activity was defined as the amount of enzyme required to liberate 1.0 μmol of xylose from birchwood xylan per minute under the assay conditions. The activity of xylanase produced was expressed as unit per gram of dry substrate (U g-1). The soluble protein of culture extract was measured using bovine serum albumin (Fluka 05488) by Lowry method (Lowry et al., 1951).
RESULTS
Statistical analysis: Experimental results of xylanase production according to CCF design are shown in Table 2. The second-order polynomial equation (Eq. 2) was obtained by multiple regression analysis of test results.
| (2) |
where, Y is the xylanase yield (U g-1), X1 the incubation temperature (oC), X2 the initial moisture content (%) and X3 the aeration rate (l min-1). The Analysis of Variance (ANOVA) for response surface quadratic model and the coefficients estimated of the model equation is given in Table 3. As observed, the model F-value (29.76) with a very low probability value revealed that the quadratic model was significantly fitted to experimental data (p<0.01). The lack of fit related to F-value (4.49) implied the lack of fit was not significant.
The quadratic term of moisture content (X22) was significant at 99% probability level (p<0.01). The quadratic model showed significant interaction effect of X1 X2 (p<0.05) and X2 X3 (p<0.05) on xylanase activity. Statistical analysis also indicated that the linear effect of temperature was significant at 99% probability level (p<0.01). The multiple coefficient of determination (R2) with a satisfactory value of 0.9737 implied that 97.37% of the variability in response could be explained by the statistical model. High value of adjusted determination coefficient (Adj R2 = 0.9442) also corroborated statistical significance of the fitted model.
Effect of culture conditions on xylanase production
Effect of incubation temperature: According to test results shown in Table 2, the highest xylanase activity of 174.88 U g-1 was produced at incubation temperature of 25°C under initial moisture content and aeration rate determined by experimental design.
| Table 3: | Analysis of variance and coefficients estimated for the quadratic equation of xylanase production by Aspergillus niger FTCC 5003 |
 | |
| *Statistically significant at 99% probability level, **Statistically significant at 95% probability level, R2: 0.9737; Adj R2: 0.9442 | |
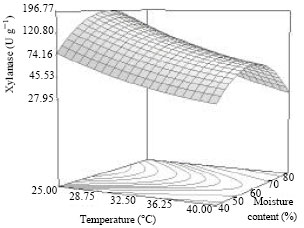 | |
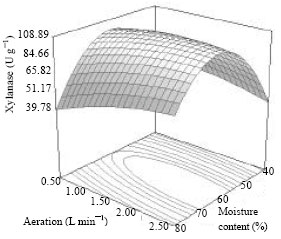
| Fig. 1: | Three-dimensional response surface of the combined effects of incubation temperature and moisture content on xylanase production by Aspergillus niger FTCC 5003 in SSF process for 7 days |
 | |
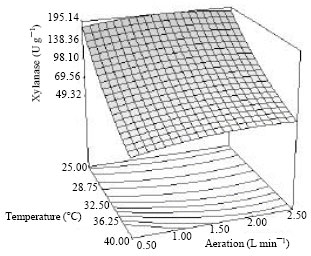
| Fig. 2: | Three-dimensional response surface of the combined effects of moisture content and aeration rate on xylanase production by Aspergillus niger FTCC 5003 in SSF process for 7 days |
 | |
| Fig. 3: | Three-dimensional response surface of the combined effects of incubation temperature and aeration rate on xylanase production by Aspergillus niger FTCC 5003 in SSF process for 7 days |
From the results in Table 2, it is evident that the lowest xylanase production (17.10 U g-1) was observed at incubation temperature of 40°C. As shown in Fig. 1, a decrease in xylanase yield was observed when incubation temperature increased higher than the level of 25°C. Similarly, Fig. 3 shows that the linear reduction in xylanase production was directly proportional with the increase of temperature from 25 to 40°C.
Effect of initial moisture content: As can be seen from Table 2, the peak level of xylanase was produced during run 1, in which SSF process was performed at initial moisture of 60%. Experimental results also show that the minimum activity of xylanase was obtained when SSF process was conducted at 80% moisture level (run 17). Figure 1 and 2 depict the effect of moisture content on xylanase production. As shown in Fig. 1 and 2, the increase of initial moisture content from 40% to the optimum level of 63%, concomitantly brought about the marked rise in xylanase yield. However, xylanase activity declined at higher levels of moisture content (70-80%).
Effect of aeration rate: Experimental results revealed that the lowest xylanase yield was obtained at 0.5 L min-1 aeration rate in treatment 17, while the peak level of xylanase activity was produced under 1.5 L min-1 aeration rate in run 1 (Table 2).
As shown in Fig. 2 and 3, the increase of air flow rate from 0.5 L min-1 to optimum rate of 1.76 L min-1 brought about a rise in xylanase production. However, the three dimensional response surface graphs plotted in Fig. 2 and 3 indicate that the rise in xylanase yield was not considerable as air flow rate increased.
Optimal level of parameters and verification of statistical model: In order to determine optimum conditions for attaining the highest xylanase production, three dimensional response surface graphs (3D) of the simultaneous effects of variables studied on xylanase production were constructed by RSM (Fig. 1-3). The analysis of 3D graphs indicated that the optimal level of incubation temperature, initial moisture of substrate and aeration rate were 25°C, 63% and 1.76 L min-1, respectively. In order to verify the accuracy of the statistical model, Aspergillus niger FTCC 5003 was cultivated under optimum conditions in the column bioreactor for 7 days. Test result revealed that the xylanase activity of 192.50 U g-1 was produced. This finding showed that the production of xylanase through SSF process under optimum circumstances determined was well reproducible.
DISCUSSION
The SSF is an exothermic process where environmental temperature dramatically influences the growth of microorganism and product formation. The study showed that the increase of incubation temperature higher than optimum level (25°C) led to the reduction of xylanase yield. The decrease of xylanase production following the rise in incubation temperature can be attributed to the adverse effect of high temperature on microbial growth and metabolic activities, resulting in the reduction of enzyme production by fungi (Venkateswarlu et al., 2000; Pandey et al., 2001). Comparable results with the present study were obtained by Azin et al. (2007), who reported that the maximum xylanase production by Trichoderma longibrachiatum on the mixture of wheat straw and wheat bran was measured at incubation temperature of 25°C. Contrary to our findings, Wu et al. (2005) showed the peak level of xylanase production by Aspergillus niger on the mixture of corncobs, wheat bran and wheat straw was obtained at temperature range of 28-32°C. Similar trend was observed when Aspergillus foetidus was cultivated on corn cob in SSF process so that the highest xylanase level was achieved at incubation temperature of 30°C (Shah and Madamwar, 2005). The diversity of optimal incubation temperature can partially be explained by the effect of other process parameters such as the moisture content of substrate, air flow and oxygen level on the environmental temperature, allowing growth at various temperatures (Prior et al., 1992).
Since, SSF deals with the biological processes in which microorganism grows on solid material with limited moisture level, moisture content of the substrate is a crucial factor which drastically influences fermentation process (Pandey et al., 2001). As shown in Fig. 1 and 2, the production of xylanase was poor at 40% moisture level. The low level of moisture content leads to the reduction of substrate swelling, solubility of solid substances and nutrient diffusion. These facts result in insufficient nutrient supply for microorganism, which in turn causes the decrease of microbial growth and enzyme production (Prior et al., 1992; Venkateswarlu et al., 2000). Although, a rise in moisture up to optimum level (63%) enhanced xylanase yield, too high level of initial moisture content had unfavorable effect on xylanase production.
The adverse effect of high moisture level on xylanase production might be attributed to the reduction of substrate porosity, low heat and mass transmission through the culture and the decrease of air exchange, which in turn result in the decrease of microbial growth and product formation (Venkateswarlu et al., 2000). The results obtained in this study were in accordance with those were obtained by Liu et al. (2008), who showed that the cultivation of Aspergillus niger on apple pomace and cotton seed meal triggered the highest level of xylanase activity at 62% moisture content. In similar observation the maximum production of xylanase by Aspergillus niger on rice straw was attained at the moisture level of 65% (Park et al., 2002), contrary to what has been found by Panagiotou et al. (2003), who reported that the growth of Fusarium oxysporum on corn stover with initial moisture of 80% resulted in the production of the highest yield of xylanase within 5 days of solid cultivation. The results obtained in the current study was also in contradiction to findings of Souza et al. (1999), who showed that the culture of Thermoascus aurantiacus using sugar cane bagasse as solid substrate produced the highest level of xylanase at 81% moisture content.
The multiplicity of optimum moisture content could be due to the fact that optimum moisture greatly depends on the water-binding characteristics of substrate, temperature and selected microorganism. Hence, varying conditions provide different optimum moisture for microorganisms (Prior et al., 1992).
Microbial activity of aerobic cultures is markedly affected by the air supply to the system. Durand et al. (1988) mentioned varying aspects of aeration function in SSF processes including maintenance of oxygen supply and removing carbon dioxide from the system, heat transfer and the control of moisture level. The current study showed that aeration rate improved the production of xylanase. The favorable effect of air flow on xylanase production could be attributed to the enhancement of product formation by microorganism under forced aeration (Shojaosadati and Babaeipour, 2002). The optimum aeration rate obtained in the present study (1.75 L min-1) contrast with the those observed for the cultivation of Thermoascus aurantiacus on sugar cane bagasse in a glass-column fermentor for 10 days, where maximum xylanase activity was achieved at 0.6 L min-1 air flow rate (Milagres et al., 2004). Similarly, Heck et al. (2005) demonstrated that the highest yield of xylanase produced by Bacillus circulans grown on Industrial fibrous soy residue (IFSR) was obtained under 0.5 L min-1 aeration rate. However, the considerable effect of high rate of aeration on xylanase biosynthesis has been shown by Ridder et al. (1999), who found that the maximum level of xylanase production by Trichoderma longibrachiatum was determined at the aeration rate of 2.9 L min-1 using an aerated tray fermentor. These variations in optimum level of aeration rate can be related to the selection of microorganism, the particular amount of oxygen for product synthesis, the level of heat evolution to be removed, the quantity of carbon dioxide and other volatile metabolites which would be dissipated, the thickness of substrate layer and the volume of pore space in the substrate (Lonsane et al., 1985).
CONCLUSION
This study investigates the potency of PKC in induction of xylanase production by Aspergillus niger FTCC 5003. This work reveals that incubation temperature, initial moisture content of substrate and air flow affect xylanase synthesis and hence the control of variables tested in optimal level enhances xylanase yield. Further research is recommended to study on improvement of xylanase production by combination of PKC with agro-industrial residues inducing high level of xylanase activity in defined ratio and supplementation of nitrogen sources to culture.
ACKNOWLEDGMENTS
The authors wish to express their gratitude to Malaysian Agriculture Research and Development Institute (MARDI) for providing equipments and facilities during experimental work.
REFERENCES
- Azin, M., R. Moravej and D. Zareh, 2007. Production of xylanase by Trichoderma longibrachiatum on a mixture of wheat bran and wheat straw: Optimization of culture condition by Taguchi method. Enzyme. Microb. Technol., 40: 801-805.
CrossRef - Bailey, M.J., P. Biely and K. Poutanen, 1992. Interlaboratory testing of methods for assay of xylanase activity. J. Biotechnol., 23: 257-270.
CrossRefDirect Link - Gao, J., H. Weng, D. Zhu, M. Yuan, F. Guan and Y. Xi, 2008. Production and characterization of cellulolytic enzymes from the thermoacidophilic fungal Aspergillus terreus M11 under solid-state cultivation of corn stover. Bioresour. Technol., 99: 7623-7629.
CrossRefDirect Link - Ghanem, N.B., H.H. Yusef and H.K. Mahrouse, 2000. Production of Aspergillus terreus xylanase in solid-state cultures: Application of the Plackett-Burman experimental design to evaluate nutritional requirements. Bioresour. Technol., 73: 113-121.
Direct Link - Haltrich, D., B. Nidetzky, K.D. Kulbe, W. Steiner and S. Zupancic, 1996. Production of fungal xylanases. Bioresour. Technol., 58: 137-161.
Direct Link - Heck, J.X., L.H. de Barros Soares and M.A.Z. Ayub, 2005. Optimization of xylanase and mannanase production by Bacillus circulans strain BL53 on solid-state cultivation. Enzyme Microb. Technol., 37: 417-423.
CrossRefDirect Link - Keng, P.S., M. Basri, M.R.S. Zakaria, M.B. Abdul-Rahman, A.B. Ariff, R.N.Z. Abdul Rahman and A.B. Salleh, 2009. Newly synthesized palm esters for cosmetics industry. Ind. Crops. Prod., 29: 37-44.
CrossRef - Liu, C., Z.T. Sun, J.H. Du and J. Wang, 2008. Response surface optimization of fermentation conditions for producing xylanase by Aspergillus niger SL-05. J. Ind. Microbiol. Biotechnol., 35: 703-711.
CrossRefDirect Link - Lonsane, B.K., N.P. Ghildyal, S. Budiatman and S.V. Ramakrishna, 1985. Engineering aspects of solid state fermentation. Enzyme Microb. Technol., 7: 258-265.
CrossRefDirect Link - Lowry, O.H., N.J. Rosebrough, A.L. Farr and R.J. Randall, 1951. Protein measurement with the folin phenol reagent. J. Biol. Chem., 193: 265-275.
CrossRefPubMedDirect Link - Milagres, A.M.F., E. Santos, T. Piovan and I.C. Roberto, 2004. Production of xylanase by Thermoascus aurantiacus from sugar cane bagasse in an aerated growth fermentor. Process. Biochem., 39: 1387-1391.
CrossRef - Miller, G.L., 1959. Use of dinitrosalicylic acid reagent for determination of reducing sugar. Anal. Chem., 31: 426-428.
CrossRefDirect Link - Panagiotou, G., D. Kekos, B.J. Macris and P. Christakopoulos, 2003. Production of cellulolytic and xylanolytic enzymes by Fusarium oxysporum grown on corn stover in solid state fermentation. Ind. Crops. Prod., 18: 37-45.
CrossRefDirect Link - Park, Y.S., S.W. Kang, J.S. Lee, S.I. Hong and S.W. Kim, 2002. Xylanase production in solid state fermentation by Aspergillus niger mutant using statistical experimental designs. Applied Microbiol. Biotechnol., 58: 761-766.
CrossRefDirect Link - Polizeli, M.L.T.M., A.C.S. Rizzatti, R. Monti, H.F. Terenzi, J.A. Jorge and D.S. Amorim, 2005. Xylanases from fungi: Properties and industrial applications. Appl. Microbiol. Biotechnol., 67: 577-591.
CrossRefDirect Link - Raimbault, M., 1998. General and microbiological aspects of solid substrate fermentation. Electron. J. Biotechnol., 1: 174-188.
Direct Link - Ridder, E.R., S.E. Nokes and B.L. Knuston, 1999. Optimization of solid-state fermentation parameters for the production of xylanase by Trichoderma longibrachiatum on wheat bran in a forced aeration system. Trans. ASAE., 42: 1785-1790.
Direct Link - Senthilkumar, S.R., M. Dempsey, C. Krishnan and P. Gunasekaran, 2008. Optimization of biobleaching of paper pulp in an expanded bed bioreactor with immobilized alkali stable xylanase by using response surface methodology. Bioresour. Technol., 99: 7781-7787.
CrossRef - Shah, A.R. and D. Madamwar, 2005. Xylanase production under solid-state fermentation and its characterization by an isolated strain of Aspergillus foetidus in India. World J. Microbiol. Biotechnol., 21: 233-243.
CrossRefDirect Link - Shojaosadati, S.A. and V. Babaeipour, 2002. Citric acid production from apple pomace in multi-layer packed bed solid-state bioreactor. Process. Biochem., 37: 909-914.
Direct Link - Sternberg, D., 1976. Production of cellulase by Trichoderma. Biotechnol. Bioeng. Symp., 6: 35-53.
PubMed - Souza, M.C.O., I.C. Roberto and A.M.F. Milagres, 1999. Solid-state fermentation for xylanase production by Thermoascus aurantiacus using response surface methodology. Appl. Microbiol. Biotechnol., 52: 768-772.
CrossRefDirect Link - Wu, M., S.C. Li, J.M. Yao, R.R. Pan and Z.L. Yu, 2005. Mutant of a xylanase-producing strain of Aspergillus niger in solid state fermentation by low energy ion implantation. World J. Microbiol. Biotechnol., 21: 1045-1049.
CrossRefDirect Link - Xu, Y.X., Y.L. Li, S.C. Xu, Y. Liu, X. Wang and J.W. Tang, 2008. Improvement of xylanase production by Aspergillus niger XY-1 using response surface methodology for optimizing the medium composition. J. Zhejiang Univ. Sci. B., 9: 558-566.
CrossRefDirect Link - Xirosa, C., E. Topakasa, P. Katapodisa and P. Christakopoulos, 2008. Evaluation of Fusarium oxysporum as an enzyme factory for the hydrolysis of brewer's spent grain with improved biodegradability for ethanol production. Industrial Crops Prod., 28: 213-224.
CrossRefDirect Link - Senthilkumar, S.R., B. Ashokkumar K.C. Raj and P. Gunasekaran, 2005. Optimisation of medium composition for alkali-stable xylanase production by Aspergillus fischeri Fxn 1 in solid-state fermentation using central composite rotary design. Bioresour. Technol., 96: 1380-1386.
CrossRef