
Ramin Khajavi
Department of Textile, Postgraduate Faculty, South Branch of Azad University, Tehran, Iran
Bita Novinrad
Department of Textile, Postgraduate Faculty, South Branch of Azad University, Tehran, Iran
Amir Kiumarsi
Iran Color Research Center, Tehran, Iran
Pakistan Journal of Biological Sciences
Year: 2007 | Volume: 10 | Issue: 4 | Page No.: 645-648







ABSTRACT
In the presented research the effects of ultrasonic US on worn out process is under consideration. Samples of two different vats dyed denim fabrics chosen and were worn out with the aid of sodium hydrosulphite and neutral cellulase enzyme individually and together and the effects of ultrasound were investigated in parallel testes. Pictures were taken from samples by microscope and scanning methods and the amounts of brightness, color difference, degree of whiteness and color absorption of treated samples in US and ordinary environments were determined and compared. The back staining effects were also evaluated by the aid of degree of whiteness for samples. All the measured parameters were varied and increased between 50 to 98% for US environment and the back staining effects were declined in the presence of US significantly. It was concluded that the general properties of US wave especially in wet processes makes it applicable in worn out process for improving the efficiency and producing a different view, color change and fluffy look.
PDF Abstract XML References Citation
How to cite this article
Ramin Khajavi, Bita Novinrad and Amir Kiumarsi, 2007. The Effect of Ultrasonic on the Denim Fabric Worn out Process. Pakistan Journal of Biological Sciences, 10: 645-648.
DOI: 10.3923/pjbs.2007.645.648
URL: https://scialert.net/abstract/?doi=pjbs.2007.645.648
DOI: 10.3923/pjbs.2007.645.648
URL: https://scialert.net/abstract/?doi=pjbs.2007.645.648
INTRODUCTION
Over the last few decades various garment washing techniques have been used on different material types to create a large variety of attractive fashions in garments. Since denim constitutes the largest portion of the garments that are washed, the term wash has come to mean the finishing of denim garments (Chong, 1994). Denim washing is generally divided into the following categories:
| • | Stone Washing: Pumice stones are added to the garments during washing as abrading agent. Color fading is more apparent but less uniform. The degree of color fading depends on the washing time, stone ration, size of stones, liquor ratio and garment load. |
| • | Enzyme Washing (Bio-stoning): This is bio-catalytic method wherein an ultra-soft handle effect can be produced on denim. The hydrolytic effect of enzymes causes the loss of surface fiber, which improves surface smoothness and softness of the fabric. |
| • | Bleach Washing: This process is usually done without stones by using an oxidative bleaching agent like hypochlorite or bleach with reducing agent like sodium hydrosulphite. These chemical agents are normally used as these are cheap, convenient and quick. |
Today, use of enzymes and bleaching agent to stonewash has become increasingly popular because use of stones alone has several disadvantages. For example, stones used in the process causes wear and tear on the machinery, they cause environmental waste problems due to the grit produced and result in high labor costs associated with the manual removal of the stones from pockets of garments. Consequently, reduction or elimination of stones in the wash may be desirable.
In view of that fact, ultrasound appears to be a very promising alternative technique to provide a far more efficient stirring/mixing mechanism for the immediate, border layer of liquid at the fiber’s surface. Generally, sonication of liquid causes two primary effects, namely, cavitation and heating. When microscopic cavitation bubbles collapse at the surface of the solid substrate, they generate powerful shock waves that cause effective stirring/mixing of the adjusted layer of liquid (Blanchard et al., 2004). The common features of using ultrasound is: Cutting and sewing (Dermott, 2001), textile wet processing (Michielsen and Beckham, 2004), elimination of polyester fiber oligomers (Cunko et al., 2001), preparation of non-woven fabric reinforced polyacrylonitrile (Hirata, 1992), low temperature dyeing of polyester (Bhatlacharya, 2000), dyeing polyamide/lycra blend (Merdan, 2004), enzyme treatment of cotton fabric (Yachmenev, 1999) and etc.
According to the literature survey and the history of ultrasonic, it has been very useful in a wide variety of applications, including textile treatments such as washing, dyeing and etc. The objective of the presented paper is to investigate the effectiveness of ultrasonic environment in making a different worn out appearance on denim fabrics, which can be used as a complementary measure for reducing chemicals in the treatment and for making a various look on the fabric.
EXPERIMENTAL
All the tests were done in Islamic Azad University Research and Science Campus and Iran Color Research Center in 2006.
Samples of two kinds of blue and black denim fabrics (Table 1) with two neutral cellulase enzymes and sodium hydrosulphite (Table 2) were treated as depicted in Table 3. Time, temp, L:R were the same for all the samples 60 min, 50°C, 1:100 orderly and twenty four series of samples were treated.
In 1 step method 4.5 g L-1 of cellulase enzyme with 2.5 and 5 g L-1 hydrosulphite lonely or simultaneously together were used and in 2 step method, first the same amount of enzyme as before applied then 2.5 or 5 g L-1 of hydrosulphite were added to the samples (Table 3).
To observe and take pictures of produced changes on the appearance of samples a Projectina microscope (No. 4014 Swiss made) and a Fujitsu scanner (No. Fi-4010, resolution = 100) used.
Color coordinates L*, a* and b* of treated samples determined by a reflective spectrophotometer (COLOUREYE 7000A of Macbeth brand with view angle of 60°C and the light source D65 in dye standard of CIELAB) and by using 1 and 2 relations the ΔE*and W were obtained.
The Abs and λmax of samples determined by an absorption spectrophotometer (CECIL2021 Single Beam in the range of 200 to 700 nm).
| (1) |
| (2) |
RESULTS AND DISCUSSION
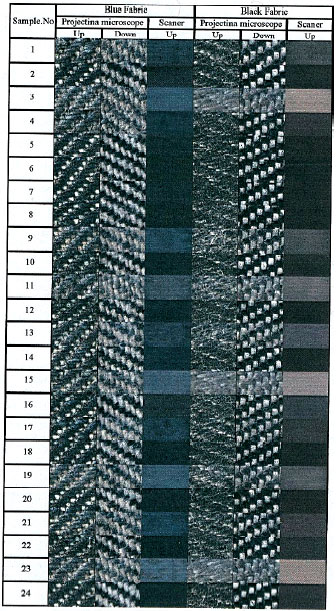
The Microscope and scanned pictures of samples are depicted in Table 4, it can be seen that the microscopic and scanned pictures are in accordance with each other. The scanner was used for eliminating the texture of fabric for better comparison of the degree of whiteness and observing the produced fluffy state of the samples. On the other hand the contrast between weft and wrap yarns is more discriminative in microscopic pictures.
The treated samples in us environment show notable difference in comparison with their partner in the non-us environment and the whiteness of chemically treated samples is more than biologically treated ones.
| Table 1: | Denim fabrics specifications |
| Table 2: | The specifications of applied materials |
 | |
| Table 3: | Various procedures of worn out treatments for different series of samples |
 | |
| Table 4: | Microscopic and scanned pictures of treated samples |
 | |
| Table 5: | Categorized the most whiteness changes of treated samples by viewers in three different groups; Minimum, moderate and maximum changes |
 | |
According to the viewers the amount of obtained whiteness for samples in Table 4 were divided into 3 main groups; Minimum, Moderate and Maximum changes with the aid of scanned samples (Table 5).
The results of the Table 5 can be summarized as below:
| • | Maximum changes belong to hydro 5 g L-1 and hydro 5 g L-1 with enzyme in 2 step method. |
| • | Moderate changes are for hydro 5 g L-1 with enzyme in 1 step method. |
| • | Minimum changes occurred in hydro 2.5 g L-1 and hydro 2.5 g L-1 with enzyme in 1, 2 step methods. |
CIELAB color coordinates: L*‘ a* and b* values for blue and black denim fabrics (up and down side) before and after treatment and the ΔE*‘ W values for each sample are shown in Table 6 and 7.
The resultant values of brightness, color difference and white degree for acted samples with sodium hydrosulphite individually and with enzyme on the up side of denim fabrics (Table 6) revealed that all the inspected factors as result of ultrasonic environment revenue were more than non-ultrasonic environment. All of these factors on the down side of worn out samples were like the up side. The important factor on the down side of fabric which is backstainnig (evaluated by the degree of whiteness) increased in all the samples treated with hydro individually and with enzyme indicated that this undesirable effect reduced on ultrasonic environment.
| Table 6: | L*‘ ΔE and W values for blue and black denim samples (up side) |
 | |
The changes on the samples that acted with enzyme individually weren’t as reacted with chemical agents (Table 7).
The wastewater color absorption![]() obtained values of treated samples with hydrosulphite individually and/or with two kinds of enzymes on both fabrics shows that color absorption was much higher for ultrasonic environment, in other words color removal was higher with applying US. The changes on the samples that acted with enzyme lonely weren’t like those whom reacted with chemical material (Table 8).
obtained values of treated samples with hydrosulphite individually and/or with two kinds of enzymes on both fabrics shows that color absorption was much higher for ultrasonic environment, in other words color removal was higher with applying US. The changes on the samples that acted with enzyme lonely weren’t like those whom reacted with chemical material (Table 8).
| Table 7: | W values of treated blue and black denim samples (Down side) |
 | |
| Table 8: | λmax(nm) and Abs (A) changes on wastewater of treated blue and black fabric samples |
 | |
CONCLUSIONS
| • | Ultrasounds increase the intensity of enzymatic and chemical reactions hence saving the reactants and time. |
| • | Ultrasounds cause abrasion and more solution displacement on fabric surface. |
| • | Ultrasound decreases the back staining on the back of denim during worn out processes as a result of diminishing of carrier property of enzymatic processes. |
| • | According to previous studies ultrasonic has no diverse effect on the enzyme proficiency e.g. it does not changing the second structure of enzyme. |
| • | Using enzymes in bio-stoning can eliminates or reducing the usage of pumice stone in worn out treatment consequently decreasing process costs and less damages to the equipments. |
| • | Applying sodium hydrosulphite together with ultrasonic environment increases the efficiency of the worn out process significantly. |
| • | Treating garments in ultrasonic environment produce non-homogenous effects on fabric which can be advantages in this kind of finishing. |
| • | Using sodium hydrosulphite together with enzyme in ultrasonic environment produces special pretty effects because the enzyme prevents the harshness of chemical reaction which could replace with common worn out methods. |
REFERENCES
- Hirata, S.H., K.M. Muto and H.H. Ohya, 1992. Preparation of non-woven fabric reinforced polyacrylonitrile. J. Chem. Eng. Jap., 25: 716-722.
Direct Link