
A. N. Ilia Anisa
Faculty of Chemical Engineering and Natural Resources, Universiti Malaysia Pahang, Malaysia
Abdurahman H. Nour
Faculty of Chemical Engineering and Natural Resources, Universiti Malaysia Pahang, Malaysia
Azhari H. Nour
Faculty of Chemical Engineering and Natural Resources, Universiti Malaysia Pahang, Malaysia
Journal of Applied Sciences
Year: 2011 | Volume: 11 | Issue: 16 | Page No.: 2898-2906







ABSTRACT
Microwave irradiation was employed to demulsify the water-in-oil (W/O) emulsions which encountered in refinery industry. Study of optimization of percentage water separated in microwave irradiation is crucial to obtain the cost effective. In this study, three types of crude oils consisted of heavy and light crude oil are used. The optimal conditions for microwave irradiation were determined by Response Surface Methodology (RSM) for each crude oil. Correlation analysis of the mathematical regression models indicated that quadratic model could be employed to optimise the microwave irradiation in each crude oil. Each crude oil could be demulsified in microwave irradiation for crude oil B and microwave-assisted chemical for crude oil A and C within 2.40 to 2.56 min for 38 to 64.10% of water separated. Thus, microwave irradiation can be an alternative method in demulsification by cost effective within short time processing.
PDF Abstract XML References Citation
Received: November 26, 2010;
Accepted: June 08, 2011;
Published: July 22, 2011
How to cite this article
A. N. Ilia Anisa, Abdurahman H. Nour and Azhari H. Nour, 2011. Destabilization of Heavy and Light Crude Oil Emulsions via Microwave Heating Technology: An Optimization Study. Journal of Applied Sciences, 11: 2898-2906.
DOI: 10.3923/jas.2011.2898.2906
URL: https://scialert.net/abstract/?doi=jas.2011.2898.2906
DOI: 10.3923/jas.2011.2898.2906
URL: https://scialert.net/abstract/?doi=jas.2011.2898.2906
INTRODUCTION
Emulsion is a system which consisting at least one liquid droplet is immiscible to another liquid medium. Liquid droplet also called as dispersed phase and liquid medium; continuous phase is unstable thermodynamic so if the prepared emulsion left unstirred, the separation occur as soon as stirring cease but depends on the crude oil. The heavy crude oil normally presents stable emulsion. Water is normally present in the crude oil reservoirs or injected as steam to simulate oil production and present the emulsion (Anisa et al., 2010). These emulsion especially stable emulsion encountered many problems such as reduced throughput, increase the cost for transportation due to the higher viscosity of crude oil during transportation. As postulated by Xia et al. (2004), almost 80% of crude oil out of the world contained of emulsion. Thus, it is crucial part to break the emulsion. The process of breaking emulsion or demulsification consist of two types; physical and chemical methods (Yang et al., 2009). The chemical method is used a proper demulsifier and electrical, ultrasonic and microwave are the example of physical methods. It has been known for long time that microwaves can be use for heat materials. In fact, the development of microwave oven for the heating food has been more than a 50 year history (Wu et al., 2003). Recently, microwave is investigated as an alternative method to break the emulsion. The concept of microwave irradiation in demulsification was introduced by Wei et al. (2007) and Abdurahman and Yunus (2006). Microwave irradiation offers clean and convenient heating process that in most times has better result in percentage of water separation due to the rapid heating with uniformity (Nour et al., 2007; Rajakovic and Skala, 2006). Microwave irradiation involved the penetration of electromagnetic through materials.
In general, two major mechanisms; dipole rotation and ionic conduction can divide the mechanisms of microwave irradiation. Dipole rotation involves the alignment of dipole molecules under the electric field and heat can be generated through this alignment (Yang et al., 2009). The second mechanism is ionic conduction which is a migration of ions in solution under the influence of an electric field. The heating of liquids using microwaves can be explained by the interaction of matter with the electric field of the incident radiation, causing movement of ions as well as that of induced or permanent molecule dipoles. This movement can cause heat generation. In microwave heating, the most important thing is volumetric heating which in a manner different with conventional heating. Volumetric heating means that materials can absorb microwave energy directly and convert into heat.
Optimizing the microwave irradiation demulsification process implies determining of the experiments conditions for separation of water from crude oil. In the preliminary study of this research, the demulsification of each crude oil in microwave irradiation was based on the types of crude oil. For heavy crude oil (A and C), microwave-assisted chemical system might be separated the emulsion instead of using only microwave irradiation. Meanwhile for crude oil B, emulsion could be separated in microwave irradiation without assisted by chemical demulsifier. Thus the optimization of demulsification in microwave irradiation is significant to improve the percentage of water separated and reduce the dosage of chemical demulsifier used in heavy crude oil.
The present study was conducted with the following objectives: (1) to design the demulsification in microwave irradiation experiments using Central Composite Design (CCD) and (2) optimize the independent variables using Response Surface Methodology (RSM). The effectiveness of W/O emulsion in microwave irradiation and conventional heating were compared by observing the percentage of water separated and droplets size distribution in each crude oil.
MATERIALS AND METHODS
Materials: This study was conducted in 2010 at UMP laboratory; types of crude oil were used which namely crude oil A, B and C, respectively. These crude oils were donated from Petronas Penapisan Melaka, Malaysia. Each crude oil was characterised in physical and chemical. The characterizations were listed in Table 1 and 2, respectively.
Emulsion preparation: The schematic diagram in preparing emulsion has shown in Fig. 1. Basically emulsion is prepared by added water to crude oil in prescribed ratio.
| Table 1: | Physical properties of crude oils |
 | |
About 50 mL of emulsion sample was emulsion formed with the original crude oil was found to be extremely stable and there was no separation observed (under gravity) even after a few days. Firstly, 0.1% emulsifier of crude oil added to crude oil (mixing solution) and it stirred using three blades propeller for 1 min with ±500 rpm. Water is added gradually to the mixing solution and was agitated vigorously using a standard three-blade propeller at 1500 rpm and temperature 28-30°C for 5 min The prepared emulsion was checked whether W/O or oil-in-water (O/W) using test tube and only W/O emulsion was selected for further steps. The concentrations of water (internal phase) in the samples were varied by volume. Emulsions were observed over a period of time to provide a qualitative measure of the stability.
Microwave irradiation in demulsification: The demulsification of water-in-oil (W/O) emulsion was conducted using domestic microwave oven; Elba domestic microwave oven model: EMO 808 SS. 100 mL of emulsion was inserted into a glass beaker before covered at the top and bottom glass beaker with aluminium foil and was placed in the centre of the microwave. Three thermocouples were inserted in the emulsion samples at different locations; top, middle and bottom, as shown in Fig. 2, respectively. The emulsion samples were heated with microwave radiation at 2450 MHz for a different microwave exposure time. Pico-TC-08 data logger recorded temperature profiles of emulsions inside the cylindrical container during the batch microwave heating.
Response surface methodology: Response Surface Methodology (RSM) was developed by Box and collaborators since 50s and one of the methodologies in determining the optimum results (Kalavathy et al., 2009; Bezerra et al., 2008). RSM is a statistical technique for designing experiments, building models, evaluating the effects of various factors. Moreover, this RSM is useful in finding the optimum values for each studied variable (Lenth, 2009; Sawale and Lele, 2009; Wang et al., 2008; Montgomery, 2005). In this study to evaluate curvature from optimal graph, a second-order model must be used. A model for a second-order interaction presents the following terms:
| (1) |
where, y represents the measured response and xi, the value of factors. βo, βi and βij are the constants representing the intercept, coefficients of the first-order term and coefficients of second-order interaction terms and ε is the residual associated to the experiments, respectively.
| Table 2: | Chemical properties of crude oil (w/w or v/v) |
 | |
 | |
| Fig. 1: | Schematic diagram for preparing W/O emulsion system |
| Table 3: | Levels of the experimental variables in 23 Factorial designs |
 | |
Design of experiment using central composite design: The software Design Expert (Version 6.0.8, Stat-Ease Inc., Minneapolis, MN) was employed for experimental design, data analysis and modelling of experiment. The Central Composite Design (CCD) of response surface methodology was used to obtain data that fits a full second order polynomial (Sawale and Lele, 2009; Wang et al., 2008). Five replicates at the centre of the design were used to allow for estimation the pure of sum squares (Wang et al., 2008). In this study, two types of factorial design selected based on the types of crude oil. For crude oil A and C, 23 factorial design was used which three variables engrossed; microwave power (X1), time processing (X2) and concentration of demulsifier (X3). Meanwhile in crude oil B the design involved was 22 factorial design with microwave power (X1) and time processing as variables (X2). Each independent variable had 3 levels which were-1, 0 and +1. The distinct of factorial design were summarized in Table 3 and 4.
Evaluation of the fitted model: The mathematical model found after fitting the function to the data sometimes not satisfactorily described the experimental domain studied. Thus, the model fitted was evaluated using the Analysis of Variance (ANOVA) obtained from Design of Expert.
 | |
| Fig. 2: | Experimental apparatus used for microwave irradiation demulsification |
| Table 4: | Levels of the experimental variables in 22 factorial designs |
 | |
The analysis based on variance ratios to determine whether significant or not significant different exist among the means of observed parameters.
The analysis has begun with the estimation the effect of each experimental factor and their two factors interaction by estimation the regression and standard error for each coefficient. The significance of each coefficient was determined using p-value. Another way to evaluate the model is the lack of fit (Bezerra et al., 2008). A model will be well fitted to the experimental data if it presents a significant regression and non-significant lack-of-fit.
Optimization and validation of microwave irradiation: The performance of microwave irradiation was evaluated by observing the percentage of water separated after demulsified in microwave as following equation (Jiang et al., 2007).
| (2) |
This optimisation was utilising the response surface methodology based on the central composite design of experiments as shown in Table 5. The factors selected based on preliminary studied in screening part.
Response surface for crude oil A, B and C: Due to the preliminary experiment, crude oil A and C do not separated after demulsified in microwave irradiation because of the characteristics of the crude oil. Thus, microwave-assisted chemical system was introduced in these types of crude oil. From previous researcher (Guzman-Lucero et al., 2010), microwave-assisted chemical enhanced the separation of emulsion in heavy crude oil.
| Table 5: | Design layout and experiment response for crude oil A, B and C |
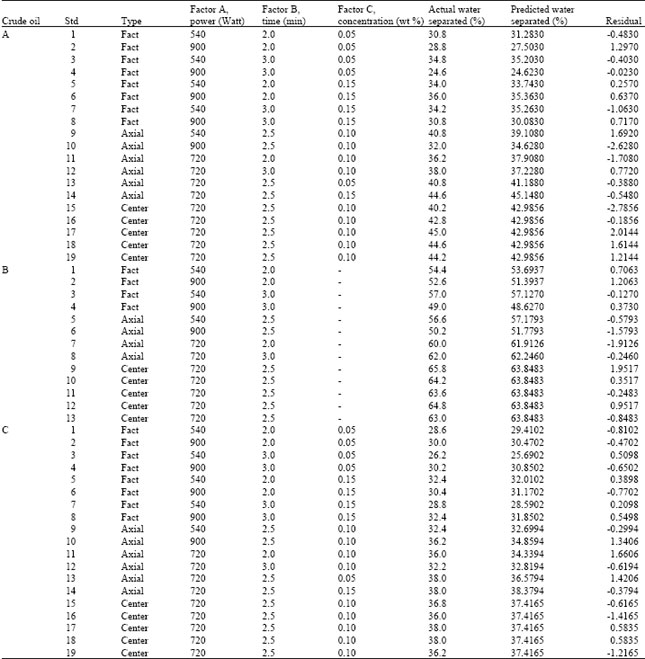 | |
| Negative values means the rate heat transfer from water face to oil is too close | |
The interaction between independent variables were plotted graphically to evaluate the percentage of water separated, based on mathematically analysis of the experimental data. The effect of microwave power, time processing and concentration of demulsifier on the percentage of water separated are shown in Fig. 3a-c. The objective of heating viscous water-in-oil emulsions with microwave radiation is to separate water from oil. The separation involves two processes: coalescence of emulsified water droplets and sedimentation of coalesced water droplets, in this regards, Fig. 3a-c showed an interaction and affected the percentage of water separated. An increasing microwave power resulted in higher percentage of water separated while the separation reached a maximum when time in microwave processing was up to a certain value with no significantly further improvement thereafter (Fig. 3a). A different effect on the percentage of water separated was shown for concentration of demulsifier. As shown in Fig. 3b and c,there were plateau in relation to concentration of demulsifier, indicating that the percentage of water separated increased with increasing the concentration.
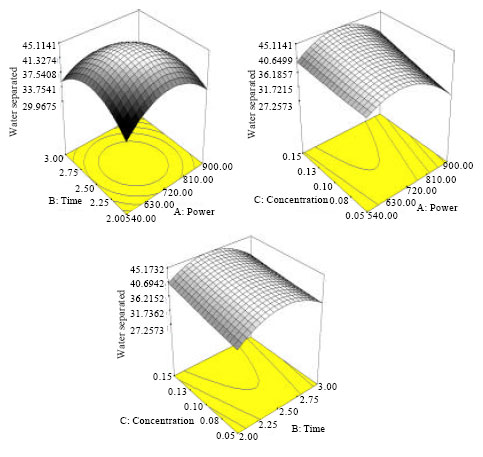 | |
| Fig. 3: | Response surface 3D plotted on (a) microwave power: time processing, (b) microwave power: concentration of demulsifier and (c) time processing: concentration of demulsifier for percentage of water separated |
High percentage of water separated could only be produced at higher demulsifier concentration. This result was supported by Alejandro et al. (2005) and Djuve et al. (2001) whereas the increasing of demulsifier concentration correlate with instability of emulsion due to the adsorption of demulsifier onto voids created by interfacial gradient at the film. Thus, the increasing the concentration of demulsifier could accelerate molecules presented in the emulsion. Therefore, in this model, microwave power acquired high effect on the percentage of water separated due to the fact that the wavelength and penetration depth increases along with microwave power. Thus, the ability of electromagnetic to penetrate into the emulsion could be evaluated by correlation of both penetration depth and wavelength with microwave power. Hence, a good response value, i.e., 45.10% was obtained at 710 W in 2.40 min and concentration of demulsifier of 0.15 wt%.
The 3D graph interaction of microwave power and time processing in determining the ability of percentage of water separated in crude oil B was shown in Fig. 4a-b. From figure, a plateau graph observed in factor B (time), indicating that time does not obtained higher effect compared to microwave power. The reason for this result due to the characteristics of crude oil B which crude oil B acquired a light type of crude oil. Thereby, the thermal heating occurred could be avoided when demulsified under microwave irradiation. The thermal heating was correlated to the higher temperature. In crude oil B, the light crude oil might have lower interaction of molecules compared to heavy crude oil. Thus, as increasing time, only slightly temperature increased arises in this type of crude oil. The response surface plot in figure shows this model is quadratic by the maximum yield of water separation predicted through this model is 64.0661% at microwave power 692 W in 2.56 min.
In lateral time processing, Fig. 5a shows a strong response surface dependence on both microwave power and time processing. As shown in Fig. 5a, there was an optimal value for microwave power and time processing in microwave to obtain the highest percentage of water separated. Indeed, microwave power and time processing arises a maximum point in the experimental region.
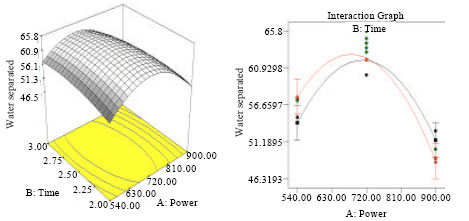 | |
| Fig. 4: | Response surface plots showing effects of microwave power and time processing of demulsifier on the percentage of water separation |
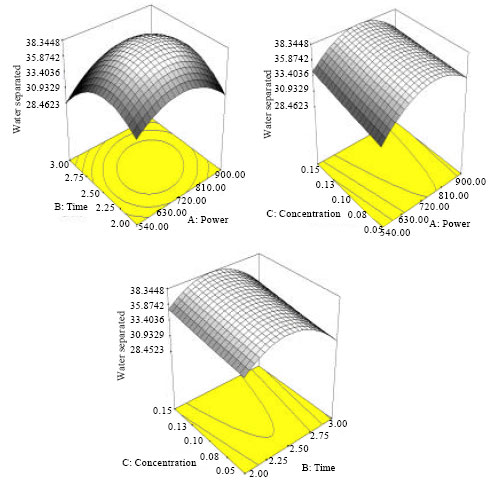 | |
| Fig. 5: | Response surface plotted on (a) microwave power: time processing, (b) microwave power: concentration of demulsifier and (c) time processing: concentration of demulsifier for percentage of water separated |
However, both Fig. 5b and c display there were plateau in relation to concentration of demulsifier which also as same in crude oil A that indicating that the concentration do not has significant affected in this microwave-assisted chemical system. This is due to the higher asphaltene presented in this crude oil, thus percentage of water separated was increased with concentration of demulsifier. The effect of microwave power, processing time and demulsifier concentration in destabilization of water-in-crude oil emulsion showed in Fig. 5. The content of asphaltene in crude oil can be an indicator in determining the viscosity of crude oil. Crude oil C had higher viscosity thus as increasing the demulsifier concentration in the microwave-assisted system conveyed thermal heating in microwave system. Thus, the concentration of demulsifier was allowed of 0.14 wt% at 767 W in 2.45 min.
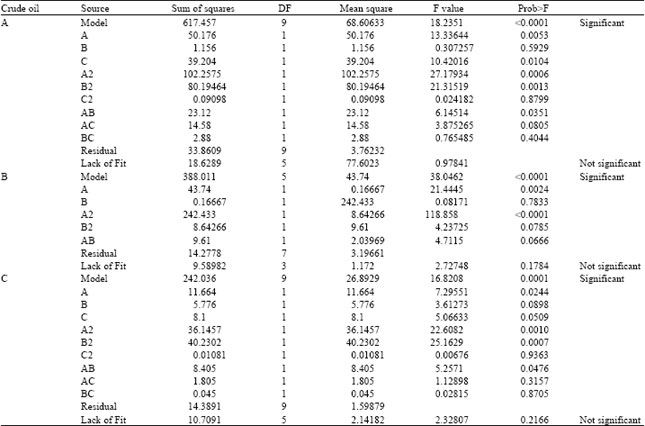
Analysis of variance (ANOVA) and model fitting: In general, all three factors in crude oil A and C and two factors in crude oil B have second-order effect, i.e. quadratic model on the percentage of water separated. The model fitted in each crude oil was analysed using Analysis of Variance (ANOVA) obtained from DOE. Thus, the evaluation of each crude oil was shown in Table 6 and the summary of ANOVA and regression coefficient listed in Table 7.
The quadratic models in terms of coded factors for predicting the optimal water separated are expressed as the Eq. 2-4 for crude oil A, B and C in the following below:
 | (3) |
| (4) |
 | (5) |
where, Y is the percentage of water separated and X1, X2 and X3 are coded variables for microwave power, time processing in microwave and concentration of demulsifier, respectively.
| Table 6: | Analysis of variance (ANOVA) for response surface in crude oil A, B and C |
 | |
| Table 7: | Summary of ANOVA and regression analysis for each crude oil |
 | |
Results from Table 6 show that all of the three quadratic models are highly significant, implied by the high F-test values (617.457, 388.011 and 242.036) with low probability values (‘Prob>F’<0.0001). Another way to evaluate the model is lack of fit test (Bezerra et al., 2008). A model will be well fitted to the experimental data if it presents a non-significant lack of fit. The lack of fit F-test describes the variation of the data around the fitted model (Yang et al., 2010). The lack of fit F-value from crude oil A, B and C (0.97841, 2.72748 and 2.32807) implies the lack of fit is not significant relative to the pure error. While the summary of ANOVA and regression analysis of each model listed in Table 7. Coefficient R2 of determination is defined as the ratio of the explained variation to the total variation (Wang et al., 2008). This value indicates the relevance of the dependent variables in the model which the small value of R2 shows that poor relevance of the dependent variables. From this study, the correlation coefficient (R2) values of three models are 0.9480, 0.9645 and 0.9439 which the second-order model explained about 94.80, 96.45 and 96.39% of the variability observed in the gain, indicating a satisfactory fitting of the quadratic models to experimental data. The adjusted R2 for model A, B and C are 0.8960, 0.9392 and 0.8878 which considered as good fit for the observed response values. Values Prob >F less than 0.05 indicate model terms are significant. In this case, A, C, A2, B2 and AB are significant model terms for crude oil A. While for crude oil B, factor A and A2 are significantly model terms and in crude oil C, factor A, A2, B2 and AB display the significant model terms. The crude oil C obtained significant factor for A, A2, B2 and AB whereas the concentration of demulsifier do not plays a significant factor because increased with increasing percentage of water separated. By the overall of microwave-asisted chemical, the concentration of demulsifier insignificantly factor compared to time and microwave power. The results obtained that minimal concentration selected to acquire higher percentage of water separated.
Indeed an adequate precision compares the range of the predicted values at the design points to the average prediction error. In this study, for all three models, the values of adequate model were 14.5859, 15.6879 and 13.8330; which greater than 4, indicating adequate models discrimination.
Validation of model prediction: Optimum variables gained by Design of Expert (DOE) will be used in order to validate this predicted model. However, the microwave power obtained through this model cannot be followed exactly due to the drawback of microwave power used. Table 8 indicates the optimum variables for each crude oil.
 | |
| Fig. 6: | W/O Emulsion Demulsified Using Optimum Variables |
| Table 8: | Model prediction variables |
 | |
Crude oil A was pursued the variables listed from Table 8. In contrast, the microwave power in crude oil B and C were operated at 690 and 770 W. It seems that each crude oil excellently break after 5 min as followed by response of prediction model. These results proved that the W/O emulsion for each crude oil is better separation in both real and prediction model (Fig. 6). In this results within 5 min, crude oil A obtained 44.0% of water separated which is 1.1.0% lower than prediction model. While crude oil B shows that 60.0% of water can be separated and 38.0% for crude oil C. The percentage of water separated in crude oil B lower 4.0% than predicted model. This is might be obtained due to the microwave power operated was lower than predicted model. However, still W/O emulsion can be separated in microwave irradiation and microwave-assisted chemical for heavy crude oil.
CONCLUSION
Response surface methodology was used to study the optimum conditions of the factors that affect the percentage of water separation. The optimum percentage of water separated in each crude oil (A, B and C) can be arises at 45, 64 and 38%. In achieving the optimum percentage of water separated in crude oil A, microwave should be operated at 710 W in 2.40 min with 0.15 wt% of demulsifier. While for crude oil B, the operating conditions at 692 W in 2.56 min and for crude oil C, the operation conditions are 767 W in 2.50 min with 0.14 wt% to obtain the optimum yield (percentage of water separated).
ACKNOWLEDGMENT
Authors acknowledge Petronas Penapisan Melaka, Malaysia for donating the crude oil and laboratory of Universiti Malaysia Pahang for providing adequate facility to carry out this research.
REFERENCES
- Nour, A.H., R.M. Yunus and H. Anwaruddin, 2007. Water-in-crude oil emulsions: Its stabilization and demulsification. J. Applied Sci., 7: 3512-3517.
CrossRefDirect Link - Abdurahman, H.N. and R.M. Yunus, 2006. A continuous microwave heating of water-in-oil emulsions: An experimental study. J. Applied Sci., 6: 1868-1872.
CrossRefDirect Link - Pena, A.A., G.J. Hirasaki and C.A. Miller, 2005. Chemically induced destabilization of water-in-crude oil emulsions. Ind. Eng. Chem. Res., 44: 1139-1149.
CrossRefDirect Link - Bezerra, M.A., R.E. Santelli, E.P. Oliveira, L.S. Villar and L.A. Escaleira, 2008. Response surface methodology (RSM) as a tool for optimization in analytical chemistry. Talanta, 76: 965-977.
CrossRefDirect Link - Anisa, A.N.I., A.H. Nour and A.H. Nour, 2010. Catastrophic and transitional phase inversion of water-in-oil emulsion for heavy and light crude oil. J. Applied Sci., 10: 3076-3083.
CrossRefDirect Link - Djuve, J., X. Yang, I.J. Fjellanger, J. Sjoblom and E. Pelizzetti, 2001. Chemical destabilization of crude oil based emulsions and asphaltene stabilized emulsions. Colloid Polymer Sci., 279: 232-239.
CrossRefDirect Link - Jiang, T., G. Hirasaki and C. Miller, 2007. Diluted bitumen water-in-oil emulsion stability and characterization by Nuclear Magnetic Resonance (NMR) measurements. Energy Fuels, 21: 1325-1336.
CrossRef - Guzman-Lucero, D., P. Flores, T. Rojo and R. Martinez-Palou, 2010. Ionic Liquids as demulsifiers of water-in-crude oil emulsions: Study of the microwave effect. Energy Fuels, 24: 3610-3615.
CrossRef - Kalavathy, H.M., I. Regupathi, M.G. Pillai and L.R. Miranda, 2009. Modelling, analysis and optimization of adsorption parameters for H3PO4 activated rubber wood sawdust using Response Surface Methodology (RSM). Colloids Surf. B: Biointerfaces, 70: 35-45.
CrossRefPubMedDirect Link - Lenth, R.V., 2009. Response-surface methods in R, using RSM. J. Stat. Software, Vol. 32, No. 7.
CrossRefDirect Link - Rajakovic, V. and D. Skala, 2006. Separation of water-in-oil emulsions by freeze/thaw method and microwave radiation. Separation Purification Technol., 49: 192-196.
CrossRef - Wang, L., B. Yang, X. Du and C. Yi, 2008. Optimisation of supercritical fluid extraction of flavonoids from Pueraria lobata. Food Chem., 108: 737-741.
CrossRef - Wei, T., G.Y. Xiao and F.T. Xiao, 2007. Study on demulsification of crude oil emulsions by microwave chemical method. Separation Sci. Technol., 42: 1367-1377.
CrossRef - Wu, J., Y. Xu, T. Dabros and H. Hamza, 2003. Effect of demulsifier properties on destabilization of water-in-oil emulsion. Energy Fuels, 17: 1554-1559.
CrossRef - Yang, Y., Y. Li, Y.M. Zhang and D.W. Liang, 2010. Applying hybrid coagulants and polyacrylamide flocculants in the treatment of High-phosphorus Hematite Flotation Wastewater (HHFW): Optimization through response surface methodology. Separation PurificationTechnol., 76: 72-78.
CrossRef - Yang, X., W. Tan and Y. Bu, 2009. Demulsification of asphaltenes and resins stabilized emulsions via the freeze/thaw method. Energy Fuel, 23: 481-486.
CrossRef - Xia, L., S. Lu and G. Cao, 2004. Stability and demulsification of emulsions stabilized by asphaltenes or resins. J. Colloid Interface Sci., 271: 504-506.
CrossRef