
H.S. Hassani
Deparment of Mechanic of Agricultural Machinery, University of Tehran, Karaj, Iran
A. Jafari
Deparment of Mechanic of Agricultural Machinery, University of Tehran, Karaj, Iran
S.S. Mohtasebi
Faculty of Engineering and Agricultural Technology, University of Tehran, Karaj, Iran
A.M. Setayesh
Department of Research and Development, ICM Company, Arak, Iran
Trends in Applied Sciences Research
Year: 2011 | Volume: 6 | Issue: 2 | Page No.: 174-181







ABSTRACT
Throughout the present research, the gears fatigue of the hydraulic pump for the principal circuit in JD 1165 harvester combine was investigated through the finite element method and using contact analysis for precise determination of the contact region of the engaged teeth so that their lifespan was estimated. For this purpose, first, the gears were modelled and with applying material specifications, contact and fatigue analysis were carried out sequentially utilising ANSYS software. The reason for performing this research was to study the intended gears behavior affected by fatigue phenomenon due to the cyclic loadings and to consider the results for more savings in time and costs, as two very significant parameters relevant to manufacturing. The results indicate that with fully reverse loading, one can estimate longevity of a gear as well as find the critical points that more possibly the crack growth initiate from. For the investigated gears, the most critical points were detected as nodes numbered 36573 and 37247. Furthermore, the allowable number of load cycles and using fully reverse loading was gained 0.9800E+07. It is suggested that the results obtained can be useful to bring about modifications in the process of the above-mentioned gears manufacturing.
PDF Abstract XML References Citation
Received: March 28, 2010;
Accepted: May 11, 2010;
Published: July 22, 2010
How to cite this article
H.S. Hassani, A. Jafari, S.S. Mohtasebi and A.M. Setayesh, 2011. Fatigue Analysis of Hydraulic Pump Gears of JD 1165 Harvester Combine through Finite Element Method. Trends in Applied Sciences Research, 6: 174-181.
URL: https://scialert.net/abstract/?doi=tasr.2011.174.181
URL: https://scialert.net/abstract/?doi=tasr.2011.174.181
INTRODUCTION
Gears have a wide variety of applications as a power transmission factor in engineering consumption. Spur gears are utilized as the simplest ones for power transmission in parallel shafts. Helical gears in gearboxes and engines tolerate heavy loads and are too sensitive to axial non-adjustments so that edge contact of teeth or inconsistent transmission of power would arise noise (Tsay, 1988). However, it is possible to modify the gear teeth and create some optimum point in order to stay clear of edge contact (Chen and Tsay, 2002). Can and Misirli (2008) investigated the effect of forming method on the fatigue behavior at the roots of gear teeth and hardness distribution along the radial direction of the tooth. Litvin and Kim (1997) suggested a concept for altering teeth of helical and worm gears. Applying a large number of force cycles on gears makes them experience iterative and fluctuating stresses, which lead in fatigue phenomenon in gears. Abrupt ruptures ascribed to such an incident are very dangerous and damaging. Therefore, fatigue culprits should be inspected carefully. American gear manufacture association classifies gear fatigues into five categories of wear, surface fatigue, plastic flow, teeth breakage and rupture.
Gears in which rupture occurs, contact and flexure stresses are paid more attention in analysis (Arikan and Tamar, 1992; Roa and Muthuveerappan, 1993). Contact stresses which arise from contact forczes and geometry are very important and vital so that these stresses are determinative of gears life. Contrary to teeth flexibility which plays an essential and significant role in contact load distributed through engaged teeth, contact flexibility has less effect (Hedlund and Lehtovaara, 2006). Finite Element Method (FEM) is a modern way for fatigue analysis and estimation of the component longevity and is decent for various toothed structures (Chen and Tsay, 2002), which has the following advantages compared to the other methods.
| • | Through this method, we can access the stress/strain distribution throughout the whole component which enables us to find the critical points authentically |
| • | This achievement seems so useful particularly when the component doesn't have a geometrical shape or the loading conditions are sophisticated |
| • | The influential component factors are able to change such as material, cross section conditions etc. component optimization against the fatigue is performed easily and quickly |
| • | Analysis is performed in a virtual environment without any necessity for prototype construction (Lo and Bevan, 2002). Totally these qualities, lead to savings in time and cost |
1165 Combine manufactured by ICM Company which has been ranged in semi heavy-duty class of combine classification and is the most common combine in this class throughout Iran. This combine has three hydraulic circuits which are principal circuit (dividing valve circuit), reel circuit and Steering one. The principal circuit operates four actuators with respect to height control of both cutting platform and reel, extending and retracting unloading chute as well as moving the variable sheave in order to vary ground speed, the reel circuit rotates the reel of platform and the steering circuit steers the machine. The only common point of three circuits is their reservoir and the hydraulic filter. The majority of the problems and damages in the hydraulic system of the intended combine are arisen from the pumps, so they require special attention. The effect of fatigue ascribed to force cycles has not inspected on the above-mentioned hydraulic pumps yet. Therefore, ICM Company due to improving the intended combine in line with meeting customers’ needs and attracting their satisfaction defined it as a research project with the cooperation of University of Tehran.
Tao et al. (2009) using strain-life based fatigue analysis methods investigated the effect of overload and different loading sequences in random spectra on fatigue damage. Sfakiotakis and Anifantis (2002) developed a new numerical procedure of solution for the study of stress singularities in gear teeth fractures incorporating kinematic rotations and varying contact conditions. Mao (2007) employed an accurate non-linear finite element method on the gear fatigue wear reduction through micro-geometry modification method. Chaari et al. (2009) presented an original analytical modelling of tooth cracks and carried out a comparison with finite element model in order to validate the analytical formulation. Kramberger et al. (2004a) examined the bending fatigue life of thin-rim spur gears of truck gearboxes. Asi (2006) undertook failure analysis of a helical gear used in gearbox of a bus, which was made from AISI 8620 steel. Park et al. (2010) evaluated the effects of defect blowholes of the gear carrier of tracked vehicle transmission in terms of stress distribution by finite element analysis and observed fatigue striations which are the typical features of fatigue failures by a scanning electron microscope. Kramberger et al. (2004b) presented a computational model for the determination of service life of gears with regard to bending fatigue in a gear tooth root. Lanoue et al. (2009) studied on a 3D finite element of an interference fit assembly subjected to bending. In this study, behavior of the hydraulic pump gears for the principal circuit in JD 1165 harvester combine, from the fatigue point of view, is investigated through the finite element method.
MATERIALS AND METHODS
Fatigue phenomenon is a complicated subject, which seems to be not known a lot. Therefore the current investigation were performed at 2009. The best theory for the explanation of fatigue phenomenon proposal is the strain-life theory which is used for the fatigue strength estimation. But for the application of this theory there must be some assumptions made for the ideal state, so it results in some uncertainties. Rupture due to the fatigue is usually occurred in discontinuities or where we have the stress concentration. When in these places the existing stress, exceeds the allowed amount, the plastic strain will takes place. For the ruptures resulted from the fatigue, there must be some plastic cyclic strains. So, it was needed to seek for the component behavior during the cyclic deformations. Monsoon-koffin suggested the Eq. 1 to present the relationship between fatigue life and the total strain:
| (1) |
where, Δε is the total stress, N is the fatigue longevity, E is the Young's modulus, b and c are the exponents of fatigue strength and fatigue elasticity and finally σF and εF are the coefficient of fatigue strength and elasticity, respectively.
In fatigue analysis of gears, which it is initially required to determine the precise contact location of two engaged teeth through contact analysis. Then assume the loading condition thoroughly reversible, the alternate loading will be iterated so much time so that the consumption life of gears would be acquired. In order to establish the maximum amount of applied force on the gears first the pump power was determined using the following equation:
| (2) |
Where:
| P | = | Pump power (kw) |
| ΔP | = | Produced pressure by pump (Mpa) |
| Q | = | Flow rate (L min-1) |
| η | = | Total efficiency of the pump which is 73% in respect to the investigated pump |
Calculating the pump power, the produced torque would be acquired 47.11 Nm. Furthermore, considering the effect point of the applied force, its amount was gained through the Eq. 3:
| (3) |
After getting the normal and tangential force on the contact region through the resultant force, as Fig. 1 demonstrates the gears geometry was modelled thoroughly in order to have a real shape of the teeth engagement.
The necessary parameters for determining the gears material and their dimensional specifications are presented in Table 1 and 2, respectively.
In order to reduce the elements in the insensitive places of the model whose meshing conducted with the mapped method. Therefore, simply elements around immediate area of the engagement place considered small adequately. Structural three-dimensional elements of Solid 45 were utilized in the large majority of the model and for accessing much more precision surrounding the engagement area, 20-node elements of SOLID 95 were employed for the two engaged teeth.
The reason for choosing this element was to illustrate the geometrical parts of a complicated mechanical component clearly so that enables us to gain more authentic results based on the high techniques of fatigue life calculation. In addition to contact surfaces were meshed using elements Target 170 and Conta 174 on the elements of Solid 95 for the contact analysis (Fig. 2).
In order to analyze the model, contact analysis was performed initially, in a way that the engaged surface of the drive and the driver gears were investigated as the contact and the target surfaces, respectively.
| Table 1: | Properties of material used in hydraulic pump gears* |
 | |
| *Material properties are of the typical pump used in the principal circuit of the hydraulic system of the intended combine | |
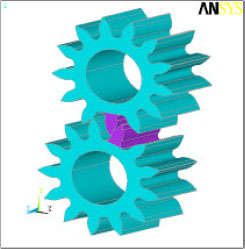 | |
| Fig. 1: | The thorough model of the hydraulic pump gears for principal circuit in 1165 combine |
| Table 2: | Dimensional specifications of hydraulic pump gears* |
 | |
| *Dimensions presented are of the typical pump used in the principal circuit of the hydraulic system of the intended combine | |
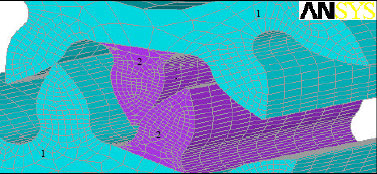 | |
| Fig. 2: | Elements utilised for meshing the intended gears. 1: Solid 45, 2: Solid 95, 3: Conta 174 and 4: Target 170 (opposite surface of 3) |
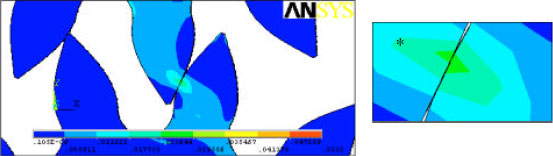 | |
| Fig. 3: | Determination of exact contact region through the contact analysis. *Focused area |
The objective of the first load step was to observe the interference contact stresses of the driven and drive gears and as represented in Fig. 3 resulted in determining the contact region precisely. Then the boundary conditions were defined, exerting the pressure forces.
Afterwards, some compressive forces, exactly with the same magnitude but in the reverse direction substituted the pressure forces and solution was done again. In every phase of loading by entering to the POST1 processor, the Von Misses stresses were activated and the critical points were determined. These nodes as shown in Fig. 3 and 4 are characterized with the numbers 40356 and 39145 (nodes on the engaged tooth of drive gear) and 36573 and 37247 (nodes on the engaged tooth of driven gear) through the compressive loading while nodes numbered as 36928 and 39153 (nodes on the engaged tooth of drive gear) and 36573 and 37247 (nodes on the engaged tooth of driven gear) were the results of tension loading. After determination of these critical points, they were elected as the points for fatigue investigation.
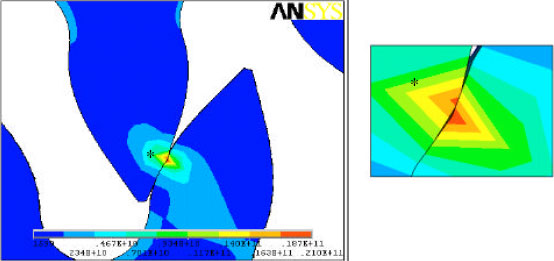 | |
| Fig. 4: | The stresses on the contact region of the engaged teeth due to pressure loading. *Focused area |
Filling the fatigue parameter blanks, the S-N data collected from the fatigue test of the certain alloy were imported into the software. The stress concentration factor was taken 1.25 which was a representative of a difference between the real model and the operating condition with the sample under the test in fatigue test. Eventually a 106 force cycles were exerted to the model and partial consumption rate which indicated the number of exerted cycles to allowed ones for each node was gained.
RESULTS AND DISCUSSION
In the fatigue analysis of the pump gears through loading ascribed to contact analysis, determined while engagement of two teeth about 40 nodes in the contact region for which an event including two loadings were taken into account. For this purpose, applied torque on the shaft of drive gear calculated 47.11 Nm and consequently the applied force on the contact zone gained 2412.703 N. Therefore, considering the fact that pressure angle in the contact region is 18°, normal and tangential forces were acquired 2294.617 and 745.566 N, respectively. With applying loads the maximum stress created in pressure loading whose results are shown in Fig. 4, was 21 Gpa while in tension, the amount of stress (Fig. 5), was gained 21.8 GPa. With this method the critical points of the model were identified as nodes numbered 40356, 39145, 36573 and 37247 in pressure loading and 36928, 39153, 36573 and 37247 in tension one. As the results demonstrate nodes 36573 and 37247 were critical through both loadings. Then fatigue considering 106 as the number of exerted cycles on the model and applying fatigue sets, rate were acquired for each node (Fig. 6).
As shown Partial consumption rate, which indicates the number of exerted cycles to allowed ones was gained 0.102 for all the nodes. Furthermore based on the partial consumption rate definition, the number of allowed cycles of force achieved 0.9800E+07. Since, the analysis carried out on only two teeth of gears, extending the results to the whole model, there would be 78 critical nodes (considering 13 teeth for each gear) which are subject to earlier fatigue in proportion to other ones.
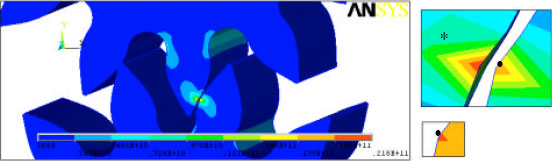 | |
| Fig. 5: | The stresses on the contact region of the engaged teeth due to tensional loading. ●Focused area |
 | |
| Fig. 6: | Fatigue calculation results on the critical nodes |
CONCLUSION
By the finite element analysis method and the assistance of ANSYS software, it would be feasible to analyze the different machine parts from varied aspects such as fatigue and consequently save the time and the cost. The way through which loadings defines are effective on the results achieved. Therefore, they should fit as much as possible the real conditions. Moreover, since the fatigue analysis requires some static analysis, thus definition of the boundary conditions should be according to real circumstances. Stress concentration factors indicated the difference between the real and the working condition. regarding the hydraulic pump gears of the principal circuit in 1165 combine, the most critical nodes were identified 36573 and 37247 ones and the number of allowed cycles of applying force with the totally reverse loading was gained 0.9800E+07 cycles which increases through decline of stress concentration factor.
ACKNOWLEDGMENTS
This study is derived due to an applied research in the frame of applied research proposals defined between University of Tehran and Mine and Industry Ministry with contract No. 450/51027041. Hereby I really appreciate all the contribution and cooperation that Department of R and D of ICM Company particularly Eng. Setayesh made in order to this research is done.
REFERENCES
- Asi, O., 2006. Fatigue failure of a helical gear in a gearbox. J. Eng. Fail. Anal., 13: 1116-1125.
CrossRefDirect Link - Chen, Y.C. and C.B. Tsay, 2002. Stress analysis of a helical gear set with localized bearing contact. Finite Elements Anal. Des., 38: 707-723.
CrossRef - Chaari, F., T. Fakhfakh and M. Haddar, 2009. Analytical modelling of spur gear tooth crack and influence on gearmesh stiffness. Eur. J. Mech.-A/Solids, 28: 461-468.
CrossRef - Can, Y. and C. Misirli, 2008. Analysis of spur gear forms with tapered tooth profile. J. Mater. Des., 29: 829-838.
CrossRef - Hedlund, J. and A. Lehtovaara, 2006. Modeling of helical gear contact with tooth deflection. J. Tribol. Int., 40: 613-619.
CrossRef - Kramberger, J., M. Sraml, I. Potr and J. Flasker, 2004. Numerical calculation of bending fatigue life of thin-rim spur gears. J. Eng. Fract. Mech., 71: 647-656.
CrossRef - Kramberger, J., M. Sraml, S. Glodez, J. Flasker and I. Potrc, 2004. Computational model for the analysis of bending fatigue in gears. J. Comput. Struct., 82: 2261-2269.
CrossRef - Lo, S.H.R. and A. Bevan, 2002. Fatigue analysis of a plate-with-a-hole specimen and a truck exhaust bracket using computer-based approach. Int. J. Eng. Sim., Vol. 4.
Direct Link - Litvin, F.L. and D.H. Kim, 1997. Computerized design, generation and simulation of modified involute spur gears with localized bearing contact and reduced level of transmission errors. ASME J. Mech., 119: 96-100.
CrossRef - Lanoue, F., A. Vadean and B. Sanschagrin, 2009. Finite element analysis and contact modeling considerations of interference fits for fretting fatigue strength calculations. Simulat Model. Pract. Theor., 17: 1587-1602.
CrossRef - Mao, K., 2007. Gear tooth contact analysis and its application in the reduction of fatigue wear. J. Wear, 262: 1281-1288.
CrossRef - Park, S., J. Lee, U. Moon and D. Kim, 2010. Failure analysis of a planetary gear carrier of 1200HP transmission. J. Eng. Fail. Anal., 17: 521-529.
CrossRef - Roa, C.R.M. and G. Muthuveerappan, 1993. Finite element modelling and stress analysis of helical gear teeth. J. Comput. Struct., 49: 1095-1106.
CrossRef - Sfakiotakis, V.G. and N.K. Anifantis, 2002. Finite element modeling of spur gearing fractures. J. Finite Elements Anal. Des., 39: 79-92.
CrossRef - Tsay, C.B., 1988. Helical gears with involute shaped teeth: Geometry, computer simulation, tooth contact analysis and stress analysis. ASME J. Mech. Transmiss. Automat., 110: 482-491.
CrossRef - Tao, J.X., S. Smith and A. Duff, 2009. The effect of overloading sequences on landing gear fatigue damage. Int. J. Fatigue, 31: 1837-1847.
CrossRef