
A.I. Wan Rosnani
Malaysian Palm Oil Board (MPOB), 6 Persiaran Institusi, Bandar Baru Bangi, 43000 Kajang, Selangor, Malaysia
I. Nor Aini
Malaysian Palm Oil Board (MPOB), 6 Persiaran Institusi, Bandar Baru Bangi, 43000 Kajang, Selangor, Malaysia
A.M. M. Yazid
Department of Food Technology, Faculty of Food Science and Technology, Universiti Putra Malaysia, (UPM), 43400 Serdang Selangor, D.E., Malaysia
M. H. Dzulkifly
Department of Food Technology, Faculty of Food Science and Technology, Universiti Putra Malaysia, (UPM), 43400 Serdang Selangor, D.E., Malaysia
Pakistan Journal of Biological Sciences
Year: 2007 | Volume: 10 | Issue: 10 | Page No.: 1691-1696







ABSTRACT
Ice cream mixes containing 33.4% total solids including 10% fat, 11.1% milk solid-non fat (MSNF), 12% sugar, 0.35% commercial blend of emulsifier/ stabiliser and water were produced. The blending of PO with AMF were conducted at three different ratios 30: 70, 50: 50 and 70:30, respectively. The experimental ice cream mixes were compared with a control ice cream mix prepared from AMF. The flow properties were measured after ageing at 0, 1, 1.5, 2 and 24 h and determined using a controlled stress rheometer (Haake RS 100). The Power Law and Casson equation was employed to estimate the yield stress of an ice cream mixes. The regression coefficients (r) was represented well by the Casson model (r>0.99) for all the samples, indicating goodness of fit. The profiles of the consistency coefficients (Kc) were quite similar for all experimental samples, which could be attributed to the fact that all the samples exhibited similar viscoelastic behaviour. The flow behaviour index (n) of an ice cream mix prepared from PO and their blends with AMF were less then 1.0 (range 0.04-0.08) indicating that they were psuedoplastic fluid. The ηo at shear rate 20-1 indicated higher degree of viscosity in AMF.
PDF Abstract XML References Citation
How to cite this article
A.I. Wan Rosnani, I. Nor Aini, A.M. M. Yazid and M. H. Dzulkifly, 2007. Flow Properties of Ice Cream Mix Prepared from Palm Oil: Anhydrous Milk Fat Blends. Pakistan Journal of Biological Sciences, 10: 1691-1696.
DOI: 10.3923/pjbs.2007.1691.1696
URL: https://scialert.net/abstract/?doi=pjbs.2007.1691.1696
DOI: 10.3923/pjbs.2007.1691.1696
URL: https://scialert.net/abstract/?doi=pjbs.2007.1691.1696
INTRODUCTION
Palm oil (PO) is a natural product and has been consumed for many decades. It is now used worldwide as a cooking oil and are incorporated into fat blends for the manufacture of a wide variety of food products. As it is partially solid, PO and it products have advantages in terms of physical and chemical characteristics and are ideally suited to be used in many food product formulations including margarine, shortening, vanaspati, ice cream, filled milk and whipped cream.
In general, ice cream contains small quantities of emulsifiers and stabilisers. These additives improved the texture of ice cream by promoting small air bubbles and ice crystals and increased the viscosity (Marshall and Arbuckle, 1996). Emulsifiers were employed to aid in the controlled destabilisation of the emulsion during freezing, leading to a stable foam. While stabilisers increased the viscosity of the aqueous phase by decreasing the mobility of water in the serum phase surrounding by ice crystals and preventing its migration and re-crystallisation with existing ice crystals, the foamed structure of ice cream was stabilised through the combined action of the fat globule network, ice crystals and a highly viscous aqueous phase (Stanley et al., 1996).
Characteristics that determine ice cream quality, such as consistency and texture, are important. Therefore, rheology which is the study of flow deformation of material, is a valuable technique in characterising and understanding the structure of ice cream. For example, the force or stress required to initiate the flow of fluid or semi-solid products plays an important role in the storage, transport, packaging and end-use performance of those materials (Rao and Steffe, 1997). In addition, rheology also influences the texture, appearance, flavour and shelf-life of emulsion (Rahalkal, 1992).
Yield stress is another characteristic exhibited by food emulsions. Yield stress is a finite amount of stress needed for the initiation of flow. Yield stress is related to the internal structure of the material which must be destroyed (overcome) before flow can occur. This value imparts stability of emulsions in low-stress situation, for example during ageing, storage and transportation, where the stress involved are usually lower than the yield stress. Hence, the possibility of any structural change (leading to instability) is minimised (Rahalkar, 1992).
The aim of this study was to study the effect of ageing on the flow behaviour and viscoelatic characteristic of ice cream mixes prepared with PO and PO:AMF blends at 30:70, 50:50 and 70:30 ratios. An AMF was used as a control. Result obtained from this work would be helpful in optimising the flow properties and ageing time of PO-based ice cream formulation for future studies.
MATERIALS AND METHODS
Materials: Refined, bleached and deodorized palm oil (RBDPO) was obtained from Lam Soon (M) Sdn. Bhd (Petaling Jaya, Selangor, Malaysia), Anhydrous Milk Fat (AMF) and skimmed milk powder (medium heat) were purchased from New Zealand Dairy Board, Wellington, New Zealand. Emulsifiers/stabilisers (a blend of mono-and di-glycerides of fatty acids-E471, sodium carboxymethyl cellulose-E466, guar gum-E412, locust bean gum-E410 and carrageenan-E407) were obtained from Danisco (Denmark). Sucrose was purchased from a local supermarket.
Blends preparation: The fat ingredients for each blend were weighed on an electronic balance with a precision of ±1.0 mg. Liquefied PO and AMF were mixed in proportions of each from 30 to 70% of oils in 20% increments (w/w). Three ratios were therefore prepared: 30:70, 50:50 and 70:30, identified by the mass ratio of PO with AMF.
Ice cream mix preparation: The blended oils were mixed with other ingredients according to the formulation (ingredient, wt%): fat, 10.0; skimmed milk powder, 11.1; sugar, 12.0 and emulsifier/stabilizer, 0.35. Reconstituted skimmed milk with water was heated to 40°C in a jacketed vessel (Armfield Ltd., UK.) before a predetermined amount of PO, AMF or their blends was added. The mixture was heated to 55°C and agitated before it was homogenised using a two-stage homogenizer (200/50 bar) (NIRO SOAVI, Italy). The mix was then pasteurised at 72°C, holding for 30 min. The mix was then rapidly cooled to 4±1°C and aged at this temperature for 0, 1, 1.5, 2 and 24 h. During ageing, the mix was constantly stirred at 25 rpm. Evaluations were taken according to the ageing h performed.
Slip Melting Point (SMP): The slip melting point was determined according to MPOB Test Method, p 4.2 (MPOB, 2005).
Solid Fat Content (SFC): SFC was determined by the pulse Nuclear Magnetic Resonance (NMR) using a Bruker NMS 120 Mini Spec NMR analyser (Karlsruhe, Germany) according to MPOB Test Method, p 4.9 (MPOB, 2005).
Thermal analysis by differential scanning calorimetry (DSC): DSC was carried out using a model DSC-7 calorimeter (Perkin-Elmer, Norwalk, Connecticut, USA). The instrument was attached to a data processing unit (Perkin-Elmer Thermal Data Station). A dry box with nitrogen purging and an external cooling source (Intra-cooler) were the accessories used. Calibrations carried out using the Indium standard. A sample of 3-5 mg of precisely weighed to 0.005 g accuracy fat was placed in the DSC pan and melted at 70°C for 30 min before cooling to 0°C, after which it was held for 90 min before transfer to the DSC head. The pan was held at -50°C for 5 min prior to measurement. The DSC melting and crystallization curves were recorded at a heating rate of 5°C min-1 from -50 to 60°C.
Flow properties of ice cream mix: Flow properties were measured at 4°C using a Haake RS100 controlled stress rheometer (Haake GmbH, Karlsruhe, Germany). The rheometer has a stabilised low inertia air bearing and a high resolution digital encoder. Temperature control was maintained by a Haake F3 circulator waterbath connected to compressed air with an accuracy of ±0.02°C (Haake GmbH, Karlsruhe, Germany). Flow curves (shear stress versus shear rate ) were measured using a coaxial cylinder and the Z40 DIN sensor system (Haake GmbH, Karlsruhe, Germany). Shear stress from 0.01 to 10 Pa were ramped for 300 sec and used for all experimental samples according to ageing h performed. All data were analysed with the software provided by the manufacturer.
Ice cream mix structure: The ice cream mix emulsions, after ageing at 4°C, were warmed to 15°C and combined with a 2% solution of ultralow gelling temperature agarose (Sea Prep Agarose, FMC, Bio Products, USA), at a ratio of 3 parts sample to one part agarose. The ice cream mix and agarose were gently mixed with a wooden applicator stick and allowed to solidify overnight at 4°C. Pieces of the mix were then cut and fixed in 4% glutaraldehyde for 24 h at 4°C and rinsed several times with 0.1 M sodium cacadylate buffer. After that the samples were post-fixed in 1% osmium tetroxide buffer for 2 h at 4°C. The samples were dehydrated in successive acetone concentrations, embedded in spur resin molds and polimerization at 60°C overnight. Samples were then thick sectioned (1 μm) on the ultra-microtome and followed by ultra-thin sectioning. The sections were picked up on copper grids, stained with Uranyl acetate followed by Reynold’s lead citrate and examined with a Hitachi 7100 Transmission Electron Microscopy (Method modified from; Goff et al., 1987; Liboff et al., 1988).
RESULTS AND DISCUSSION
The SMP of the fats for ice cream ranged from 27.7 to 38°C after 16 h tempering. The binary blends of 70:30 PO:AMF had the highest SMP, 38.5°C. The melting point of a fat is largely determined by the melting points of its constituent fatty acids. The chain length and degree of unsaturation also affected the melting point. Butyric acid has a much lower melting point (-8°C) than oleic acid (13°C) which, in turn, has a lower melting point than stearic acid (70°C). In this study, the fat of 100% PO and AMF had SMPs of 36.4°C and 34.2°C, respectively. The addition of 70% AMF to PO lowered its SMP to 35.9°C. The higher the level of AMF in the PO-based blends, the lower the SMPs of ice cream fats. The lowering in SMP was largely due to the presence of shorter chain fatty acids in AMF (Nor Aini et al., 1995). The addition of 50 and 70% of AMF to PO was found to be suitable for ice cream fat as the SMP was below body temperature. The ice cream produced from these fats had a slightly buttery flavour which can improve consumer acceptance. The higher amount of palm oil (70%) added increased the melting point of the fat (38.5°C) due to high content of Long Chain Triacylglycerols (LCTs).
Figure 1 shows solid fat content profile of the fats used in ice cream. PO and AMF had a solid content of 65 and 60% at 5°C respectively. AMF and PO has a similar solids profile but with a much flatter solid fat curve. PO has a much wider plasticity and a high solids content at lower temperature. At 35°C, PO and AMF have about 4% solids. These fats/oils are suitable for ice cream formulation due to their narrow plastic ranges and low solids content at body temperature. Addition of 30, 50 and 70% AMF to PO decreased the solid fat content of the blended oil at 5°C from 66 to 47%, 51 and 56%, respectively. At temperature 37°C, the solid fat content was less than 2% for in all the blends.
The melting and cooling thermographs of PO, AMF and their blends are shown in Fig. 2 and 3, respectively. The melting profile shows endothermic heat flow over a wide range during scanning from -30 to 40°C, indicating the presence of low melting (<0°C), middle melting (5°C) and high melting (>20°C) fractions. PO has a double peaks of melting and crystallization profiles. while AMF has a wide multiple melting peaks. The heating curve from the DSC analysis showed that the blended oils at all ratios melted between -10 to 40°C.
 | |
| Fig. 1: | Solid fat content profiles of Palm Oil (PO), Anhydrous Milk Fat (AMF) and PO:AMF blends at different ratios |
 | |
| Fig. 2: | Heating thermograms of Palm Oil (PO) and Palm Oil (PO): Anhydrous Milk Fat (AMF) blends at different ratios |
 | |
| Fig. 3: | Cooling thermograms of Palm Oil (PO) and Palm Oil (PO): Anhydrous Milk Fat (AMF) blends at different ratios |
At body temperature 37°C, the blended fats should therefore melt almost completely. These data are consistent with the SFC values given in Fig. 1 where the PO:AMF blends at ratios 30:70, 50:50 and 70:30 contained 1.70, 0.86, 0.54 solids, respectively. The melting range of PO showed a similar profile with those of the blended oils.
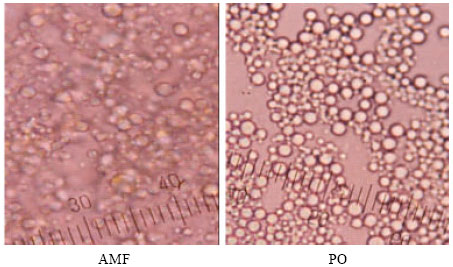 | |
| Fig. 4: | Photomicrographs of ice cream mix made with Anhydrous Milk Fat (AMF) and Palm Oil (PO). Magnification 40x10. 1 cm = 100 μm |
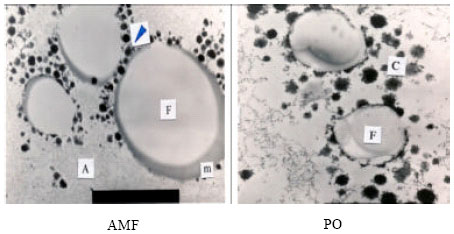 | |
| Fig. 5: | Transmission electron micrograph of the ice cream mix made with Anhydrous Milk Fat (AMF) and Palm Oil (PO) at 24 h ageing. F = Fat globule, C = Casein micelle, A = Agarose matrix, m = Membrane, Arrow points to casein micelle attachment. Magnification 20x1000. Bar =10 μm |
The structure of the mixture are shown in Fig. 4. The fat globule and air cells were visible under an optical (light) microscopy. However, the dimensions of the casein micelles were below the resolution limits of light microscopy. It could be seen only by electron microscopy (Fig. 5), which provided considerably higher resolution than optical microscopy. Casein micelles are protein particles approximately 100 nm in diameter and fat globules ranged from 500 nm to 10 μm in diameter. The number of casein micelles adsorbed to the fat globules increased after 24 h of ageing. The membrane of the fat globules appeared darker and thicker in the mix containing AMF compared to PO. The membrane in PO was only weakly bound and was easily stripped off to expose a crystalline liquid. The liquid fat escaping from these rupture membrane, thus became the cementing agent in fat destabilization during freezing (Kalab, 1985).
The best fit and Power Law equation is the most often used rheological equation in describing the flow behaviour of pseudoplastic foods. The Power Law equation which is fitted to relate log viscosity (η) to shear rate (γ) and slope (n) and intercept (k) values; it is obtained from the relationship:
η = γ n |
where k and n are Power Law constants. k is the consistency coefficient and n is the shear rate (flow behavior) index. For food which have a yield stress (τo), the Casson equation was used to describe the flow behaviour;
η0.5 = Ko+Kc γ0.5 |
where Ko and Kc are viscosity (consistency) coefficient constants and τo = Ko2 is the yield stress (Rao and Steffe,1997).
 | |
| Fig. 6: | Consistency index (Kc) of ice cream mixes prepared from Palm Oil (PO), Anhydrous Milk Fat (AMF) and PO:AMF blends at different ratios |
 | |
| Fig. 7: | Casson yield stress of ice cream mixes prepared from Palm Oil (PO), Anhydrous Milk Fat (AMF) and PO:AMF blends at different ratios |
 | |
| Fig. 8: | Viscosity of ice cream mixes prepared from Palm Oil (PO), Anhydrous Milk Fat (AMF) and PO: AMF blends at different ratios at 20 sec-1 |
The Casson equation was employed to estimate the yield stress of ice cream mixes. The ‘best fit’ routine was used and the Casson model was fitted. This model was the most complex among the shear stress/shear rate models and most flexible for data fitting. Pseudoplastic behavior was exhibited by all samples with the existence of yield stress. The regression coefficients, r, were ≥ 0.99 for all the samples, indicating goodness of fit. The plots of the consistency index (Kc) and the yield stress (τo) during ageing are shown in Fig. 6 and 7, respectively. Figure 6 shows that Kc had constant profile with increasing ageing. This indicated that, there was a constant viscosity with increasing ageing. The control sample, AMF showed the highest Kc compared to the experimental samples. Adding 70% AMF to PO increased the Kc closed to that of AMF, while adding 30 and 50% AMF increased the Kc closed to that of PO. Figure 7 shows the effect of ageing on the magnitudes of τo for all the aged samples. The AMF mixture had a highest τo, followed by the PO:AMF 30:70, 50:50, 70:30 and PO. The order of τo of the five ice cream mixes in decreasing magnitude is AMF>PO:AMF30:70>50:50>70:30>PO. All ice cream mixes showed a stable emulsion during ageing between 1 to 2 h. However, after 2 h there were decreased in τo for all the samples. Prolonged ageing until 24 h decreased the τo and might affect the end product. The flow behaviour indices of all ice cream mixes were less than 1.0 (0.04 to 0.08 Pa), indicating that they were pseudoplastic fluids. The PO mixture and their blends were less pseudoplastic than the AMF. The viscosity for all the samples decreased with increasing shear rate. The viscosity of samples at 20 sec-1 shear rate after ageing are shown in Fig. 8. The flow behaviour is related to the flowing properties of the mixture. Although all the products exhibited shear-thinning characteristics within the shear rate ranges used, the relative viscosity at shear rate 20 sec-1 indicated that the PO mixes flowed more easily than the AMF.
The k (consistency coefficient) and n (shear rate index) derived from the model are given in Table 1 and 2, respectively. The results are consistent with the observed plot, i.e., a shear-thinning line that had a decreasing gradient (n<1) i.e., their η decreasing with increasing shear. Hence the samples were easier to pour or flow when pressure was applied.
| Table 1: | Consistency coefficient (k) of Palm Oil (PO), Anhydrous Milk Fat (AMF) and PO:AMF blends at different ratios |
 | |
| Table 2: | Shear rate index (n) of Palm Oil (PO), Anhydrous Milk Fat (AMF) and PO:AMF blends at different ratios |
 | |
The effect of ageing on the k value showed a insignificant trend for all the samples. The k values for the AMF were the highest compared to PO and its blends. Higher levels of Power Law intercepts indicated a higher degree of viscousness or firmness of the samples. The n showed no significant discerning trend before and after ageing. The flow behaviour index measured the departure from Newtonian flow and the results were consistent with the pseudoplastic flow, which is n<1. Results of the τo obtained from this study showed that the AMF ice cream mix was more highly structured and viscous compared to the PO and its blends. A comparison of the relative viscosities at shear rate 20 sec-1 also indicated that the PO and its blends flowed more easier than of AMF. This result was confirmed by the lower values of Power Law intercepts and n obtained for the PO samples.
CONCLUSION
All the PO-based ice cream mixes remained stable after 24 h ageing. The η value of PO-based ice cream mixes during ageing was significantly different from the AMF. The AMF ice cream mix showed the highest τo, followed by the PO:AMF 30:70, 50:50, 70:30 and the PO, indicating that the AMF was highly viscous. The range in τo of the five ice cream mixes in decreasing magnitude was the AMF>PO:AMF 30:70>50:50> 70:30>PO. This criterion has advantage for PO-based ice cream mixes. Short-term period of ageing, 2 h was necessary for the product to flow more easily than the AMF.
ACKNOWLEDGMENTS
The author thank the Director General of MPOB, for permission to publish the present study, the staff of Food Research Group, MPOB and UPM, for their help in ensuring the success of this study.
REFERENCES
- Nor Aini, I., M.S. Embong, A. Aminah, A.R. Md. Ali and C.H. Che Maimon, 1995. Physical characteristics of shortenings based on modified palm oil, milk fat and low melting milk fat fraction. Fat Sci. Technol., 8: 253-260.
CrossRefDirect Link - Rao, M.A. and J.F. Steffe, 1997. Measuring yield stress of fluid foods. Food Technol., 51: 50-52.
Direct Link - Stanley, D.W., H.D. Goff and A.K. Smith, 1996. Texture-structure relationships in foamed dairy emulsions. Food Res. Int., 29: 1-13.
CrossRefDirect Link