
Vinod Kumar Venkiteswaran
Department of Mechanical Engineering, Universiti Teknologi PETRONAS, Bandar Seri Iskandar, Tronoh, Perak, Malaysia
Goo Jia Jun
Department of Mechanical Engineering, Universiti Teknologi PETRONAS, Bandar Seri Iskandar, Tronoh, Perak, Malaysia
Chin Yee Sing
Department of Mechanical Engineering, Universiti Teknologi PETRONAS, Bandar Seri Iskandar, Tronoh, Perak, Malaysia
Shaharin A. Sulaiman
Department of Mechanical Engineering, Universiti Teknologi PETRONAS, Bandar Seri Iskandar, Tronoh, Perak, Malaysia
Vijay R. Raghavan
OYL R and D Center Sdn. Bhd. 4700 Sungai Buloh, Malaysia
Journal of Applied Sciences
Year: 2012 | Volume: 12 | Issue: 24 | Page No.: 2598-2603







ABSTRACT
In fluidized bed processes, bed pressure drop is crucial as it determines the pumping power required. However, the physical parameters that influence the bed pressure drop are yet to be fully established. The present work studies the effect of particle shape on bed pressure drop in a swirling fluidized bed. The three different shapes of particle used in the work are; cylindrical, spherical and ellipsoidal, with different bed weights (0.5, 0.75 and 1.0 kg). Blades with overlap angle of 9° and blade inclination of 10° were used in this experiment. The results showed an increase in the bed pressure drop with an increase in bed weight for all three particles regardless of shape. Spherical shaped particles were seen to have the highest pressure drop compared to the others due to a smaller exposed surface area. When the data acquired in the work was plotted a hysteresis loop was observed which was due to the extra energy required for the rearrangement or unlocking of particle at incipient fluidization.
PDF Abstract XML References Citation
Received: September 01, 2012;
Accepted: November 18, 2012;
Published: January 10, 2013
How to cite this article
Vinod Kumar Venkiteswaran, Goo Jia Jun, Chin Yee Sing, Shaharin A. Sulaiman and Vijay R. Raghavan, 2012. Variation of Bed Pressure Drop with Particle Shapes in a Swirling Fluidized Bed. Journal of Applied Sciences, 12: 2598-2603.
DOI: 10.3923/jas.2012.2598.2603
URL: https://scialert.net/abstract/?doi=jas.2012.2598.2603
DOI: 10.3923/jas.2012.2598.2603
URL: https://scialert.net/abstract/?doi=jas.2012.2598.2603
INTRODUCTION
Fluidization is a phenomenon whereby a bed of solid particles gets transformed into a state where it behaves like a fluid when a gas or liquid is passed through it. When a fluid flows through the bed, it exerts a drag force on the particles. As the flow increases, the drag force on the particles also increases. At a particular flow rate, the drag is large enough to support the entire weight of the bed. At this stage, particles are said to be fluidized and the velocity of the fluid at this instant is referred to as the minimum fluidization velocity (Vanecek et al., 1966). Under the fluidized condition, particles are said to be having properties and characteristics of a liquid such as the ability to flow freely under gravity (Gupta and Sathiyamoorthy, 1999). The fluidization technique is put to good use in industrial processes such as combustion, gasification of solid fuels, drying of particles, particle heating, oxidation, metal surface treatments and catalytic and thermal cracking (Howard, 1989).
Limitations of the conventional fluidized bed have resulted in development of new concepts in fluidized beds. The Swirling Fluidized Bed (SFB) is the latest among them. The work of Sreenivasan and Raghavan (2002) in the analysis of swirling fluidized beds is a pioneering as stated by Kaewklum and Kuprianov (2010). A striking feature that distinguishes SFB from a conventional fluidized bed is the swirl motion which is caused by an annular spiral distributor. The concept of annular distributor was inspired from spiral distributors proposed by Ouyang and Levenspiel (1986) and later improved by Shu et al. (2000). The spiral distributor was made of overlapping blades, shaped as sectors of a circle with a gap between the blades. They arranged the blades in such a way that the air leaving the blades is in a tangential direction. It was confirmed from the studies conducted by Sreenivasan and Raghavan (2002) that the inclined injection of the air had two components: (1) a vertical component which causes fluidization and (2) a horizontal component which is responsible for the swirl motion of the bed particle as shown in Fig. 1.
The increase in the bed pressure drop at incipience in SFB is mainly due to the rearrangement of particles during fluidization. The bed gets fluidized and expands when the air enters through the annular spiral distributor into the bed and resulting in the particles getting lifted up and swirling in the direction of the air. Extra energy is spent to unlock the particles from the packed state in order to get them fluidized initially which is seen to be the reason for the peak in all the bed pressure drop plots.
Ergun (1952) established that the bed pressure drop is due to the simultaneous kinetic and viscous energy losses. In the case of SFB, the bed pressure drop in swirl mode increases with air velocity, as compared to a conventional fluidized bed. This is because the bed pressure is proportional to the centrifugal weight of the bed (Sreenivasan and Raghavan, 2002).
Unlike in the conventional fluidized bed, the bed pressure drop increases with superficial velocity after minimum fluidization in SFB (Batcha and Raghavan, 2011). Even though the bed pressure drop first shows an upward trend, it decreases once it reaches a peak value (Vinod Kumar et al., 2011). This has also been observed in the present experiments. The reason for this is attributed to the fact that the bed pressure drop will fall as the resistance from the bed decreases.
The peak point in the pressure drop profile resembles a hump, is due to the extra energy supplied to unlock the particles from its initial packed bed condition. In order to confirm this, the experiments were conducted in the reverse direction i.e., by progressively reducing the flow of air from the maximum flow condition to zero flow. A hysteresis loop was observed when the data acquired were plotted which is discussed extensively in the results and discussion section.
Although the hydrodynamics of SFB has been studied by Raghavan et al. (2004) and Vikram et al. (2003) with some simplified assumptions, a complete understanding of the hydrodynamics and the effect of various aspects on it is yet to be arrived at. This study is an effort to bring forth the effect of bed particle shape as an aspect on the bed pressure drop of SFB.
 | |
| Fig. 1: | Basic configuration of swirling fluidized bed |
EXPERIMENTAL SETUP AND PROCEDURE
The schematic diagram of the test set-up is shown in Fig. 2. The set-up consists of (1) an acrylic cylinder which forms the bed wall, (2) a distributor base made of bakelite on which the cylinder is mounted and (3) an air distributor. The distributor used in this experiment is a flexible version of the annular spiral distributor. In contrast to Ouyang and Levenspiel, the blades here are not welded at the centre. This is for the sake of achieving flexibility and for varying the blades with different overlapping angle during the experiment. Sixty trapezoidal shaped blades made from 1mm thick Aluminium sheet were used for this work. The blades were arranged on two stepped rings, outer and inner, with steps machined at an angle of 10° to the horizontal. Another two rings, outer and inner, on the top held the blades together. The inclined overlapping blades are responsible for directing the fluidizing air as desired.
A hollow metal cone is attached co-axially at the base of the bed. This cone causes the superficial velocity of the fluidizing air to decrease continuously from the distributor to the free surface of the bed and it also serves to eliminate the ‘dead zone’ at the centre of the bed (Sreenivasan and Raghavan, 2002).
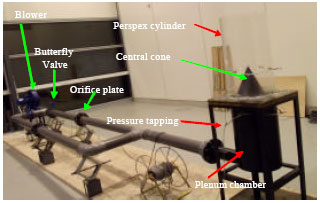
From the layout of the experimental set-up as in Fig. 3, it can be seen that an orifice meter is used to measure the airflow rate.
 | |
| Fig. 2: | Schematic presentation of test setup, All dimensions in mm |
 | |
| Fig. 3: | Lay out of the swirling fluidised bed experimental set up |
| Table 1: | The experimental batches with the conditions |
 | |
Three pressure tapping, P1, P2 and P3 are provided on the set up to measure pressure drops using a digital manometer. P1 and P2 are on the Perspex bed wall and P3 is on the plenum chamber wall below the distributor plane. The distributor pressure drop (P2-P3), is measured at different airflow rates, with an empty bed for different blade overlap angles used in the experiment. In order to get the bed pressure drop, the pressure difference between the total pressure drop and distributor pressure drop, i.e., (P1-P3) is measured. The air flow rate was varied using a butterfly valve, once the bed was loaded with particles of known weight.
The experiments were conducted in batches with the conditions listed in Table 1.
RESULTS AND DISCUSSION
Of the very large number of plots in which the entire range of the experimental results could be depicted, a representative few have been presented here for the sake of brevity.
Effect of particle shape on bed pressure drop: To analyze the effect of particles shapes or sphericity three different particles; (1) cylindrical (2) spherical and (3) ellipsoidal were used in this experiment (Fig. 4).
From Fig. 8 it is observed that that for a given blade overlap angle, spherical particles have the highest bed pressure drop followed by ellipsoidal and cylindrical shaped particles.
 | |
| Fig. 4(a-c): | (a) Cylindrical, (b) Ellipsoidal and (c) Spherical particle of swirling bed spherical particles used in the study |
The plots also suggest that cylindrical particles require a higher velocity for fluidization and hence fluidize late. The bed pressure drop is also seen to be consistent compared to spherical and ellipsoidal particles.
Effect of bed loading on bed pressure drop: The bed weights used in this experiment were 0.5, 0.75 and 1.0 kg. The loading was progressive from 0.5 to 1.0 kg in steps of 0.25 kg, so as to investigate the effect of different bed weights. The pressure drop was measured using a differential pressure manometer with an error band of ±0.5%. Figure 5-7 show the trend obtained by varying the bed weight. It shows that the bed pressure drop increases with the superficial velocity till it reaches a peak point and then decreases (Batcha and Raghavan, 2011). The bed pressure drop is seen to increase when the bed weight is increased in all cases investigated which is attributed to an increase in centrifugal bed weight (Sreenivasan and Raghavan, 2002).
Effect of progressive increase and decrease of flow rate on bed pressure drop (hysteresis): As mentioned in the earlier section to get the particles that are locked in their packed bed state some extra energy has to be spent to initialize fluidization.
 | |
| Fig. 5: | Variation of bed pressure drop with superficial velocity (Usuperficial) with blade overlap angle of 9° for spherical particles (Sp) with different bed loadings |
 | |
| Fig. 6: | Variation of bed pressure drop with superficial velocity (Usuperficial) with blade overlap angle of 9° for cylindrical particles (Cy) with different bed loadings |
 | |
| Fig. 7: | Variation of bed pressure drop with superficial velocity (Usuperficial) with blade overlap angle of 9° for ellipsoidal particles (Elip) with different bed loadings |
 | |
| Fig. 8: | Variation of bed pressure drop with superficial velocity (Usuperficial) for different particle shapes with bed weight of 1.0 kg and blade overlap angle of 9° |
 | |
| Fig. 9: | Variation of bed pressure drop in forward (F) and reverse (R) directions with superficial velocity (Usuperficial) with blade overlap angle of 9° for spherical particles with (Sp) bed weight of 1.0 kg |
When the experiment was performed with flow rate increasing progressively from zero, an abnormal increase in pressure drop was observed just after minimum fluidisation. This resembles a camel’s hump and represents the extra energy required for unlocking.
From Fig. 9-11, which are only representative of a particular trend, it is observed that for a given blade overlap angle, all the particles regardless of shape and bed weight showed the hysteresis. The area included in the hysteresis loop of the plots can be considered as the measure of extra energy required for the rearrangement of particle at incipient fluidization.
The same tests were repeated in the reverse direction i.e., with the flow decreasing progressively from the maximum to zero. But during this the peak was much flatter compared to the “hump” or the jump in pressure drop as observed in the forward direction.
 | |
| Fig. 10: | Variation of bed pressure forward (F) and reverse (R) directions with superficial velocity (Usuperficial) with blade overlap angle of 9° for cylindrical particles (Cy) with bed weight of 1.0 kg |
 | |
| Fig. 11: | Variation of bed pressure forward (F) and reverse (R) directions with superficial velocity (Usuperficial) with blade overlap angle of 9° for elliptical particles (Elip) with bed weight of 1.0 kg |
This was the evidence to prove that the “hump” referring to the increase in pressure drop was on account of the rearrangement or unlocking of the particle at incipient fluidisation.
CONCLUSIONS
The aim of the experiment viz., the effect of particle geometry on bed pressure drop has been fulfilled in this study. The higher-pressure drop in the case of spherical particles is due to a higher energy required to fluidize them. The reason for this is that when air flows past the spherical particles, it generates less drag force than needed for equalling the weight of the particles and hence it requires a larger flow rate. Therefore the bed gets fluidized late.
In the case of the conventional fluidized beds itself there are different ways to arrive at the minimum fluidisation velocity and all of them do not give the same result too. In case of SFB it is further complicated by the fact that there is a minimum fluidizing velocity (which cannot be observed accurately) and a minimum swirling velocity (which is more distinct). In this experiment the elliptical particles appear to fluidize earlier at a lower fluidisation velocity than spherical particles and their minimum fluidisation velocity lies in the range 1.0 to 1.2 m sec-1. The physical explanation for the observation is explained below.
The drag force is proportional to both the exposed area in cross flow as well as the velocity of the fluid (air in this case). Since the exposed area is the least for spherical particles, it requires a large flow/velocity to generate enough drag force so as to balance the weight of the particle.
For cylindrical particles, even though their exposed area is more compared to other two, the two circular faces of the particle are ineffective as they are parallel to the flow and do not contribute much to the total drag force. Ellipsoidal particles have the largest exposed surface area normal to the flow compared to the other two shapes investigated. Therefore more drag is exerted for a given velocity or flow so that they get fluidized early.
The phenomenon of formation of “hump” in SFB is not been reported before and hence a detailed study is required to establish and quantify the extra energy required i.e., the unlocking energy and the parameters affecting it. This would help researchers not only to know more about the actual mechanism and hydrodynamics of the SFB but also to calculate much more accurately the minimum fluidization energy or minimum fluidisation velocity for a particular bed of particles.
ACKNOWLEDGMENT
The authors thank Universiti Teknologi PETRONAS, Malaysia for the continuous financial support and for the facilities provided in completing this research successfully.
REFERENCES
- Sreenivasan, B. and V.R. Raghavan, 2002. Hydrodynamics of a swirling fluidized bed. Chemical Eng. Process., 41: 99-106.
Direct Link - Kaewklum, R. and V.I. Kuprianov, 2010. Experimental studies on a novel swirling fluidized bed combustor using an annular spiral distributor. Fuel, 89: 43-52.
CrossRef - Ouyang, F. and O. Levenspiel, 1986. Spiral distributor for fluidized beds. Ind. Eng. Chem. Process Des. Dev., 25: 504-507.
CrossRefDirect Link - Shu, J., V.I. Lakshmanan and C.E. Dodson, 2000. Hydrodynamic study of a toroidal fluidized bed reactor. Chem. Eng. Process., 39: 499-506.
CrossRef - Batcha, M.F.M. and V.R. Raghavan, 2011. Experimental studies on a swirling fluidized bed with annular distributor. J. Applied Sci., 11: 1980-1986.
CrossRef - Kumar, V.V., M.F. Batcha and V.R. Raghavan, 2011. Study of the fluid dynamic performance of distributor type in torbed type reactors. Eng. Trans., 6: 70-75.
Direct Link