
Raphael Aswin Susilo
School of Pharmacy, Bandung Institute of Technology, Ganesha 10, Bandung, 40132, Indonesia
Yeyet C. Sumirtapura
School of Pharmacy, Bandung Institute of Technology, Ganesha 10, Bandung, 40132, Indonesia
Heni Rachmawati
School of Pharmacy, Bandung Institute of Technology, Ganesha 10, Bandung, 40132, Indonesia
Sasanti T. Darijanto
School of Pharmacy, Bandung Institute of Technology, Ganesha 10, Bandung, 40132, Indonesia
Debbie S. Retnoningrum
School of Pharmacy, Bandung Institute of Technology, Ganesha 10, Bandung, 40132, Indonesia
Leonardus B.S. Kardono
Program for Food Health and Medical Sciences, International Center for Interdisciplinary and Advanced Research, Research Center for Chemistry, Indonesian Institute of Science, Jl. Gatot Subroto 10, Jakarta 12710, Indonesia
Journal of Applied Sciences
Year: 2012 | Volume: 12 | Issue: 15 | Page No.: 1613-1617







ABSTRACT
This research aimed to exercise a large scale (bioreactor) process based on a laboratory experiment and to get control of process parameters on a large scale (bioreactor) to prepare an protein interferon α-2b. The study was initiated by a laboratory-scale protein interferon α-2b overproduction, as a preparation for performing a bioreactor process scale-up. Bioreactor scale-up was performed on a scale of 10 L, based on oxygen mass transfer coefficients and kLα values between laboratory scale and bioreactor scale. To determine the kLα , an optimization process was carried out considering a variety of important variables affecting the process in a bioreactor scale. Subsequently, the obtained parameters in the form of aeration velocity and process control were selected. Further, an optimization was also by varying the fermentation time at 40, 60, 72, 80 and 96 h, to get the highest yield of substrate and the protein. Our experiment showed that the kLα (oxygen mass transfer coefficient), incubation time and aeration velocity were the most important parameters influencing the up production process of the protein up to 10x scaling up. Protein purification was performed by using a nickel affinity column chromatography, while purified protein was analyzed by SDS-PAGE. The quality of interferon resulted from bioreactor scale was similar to that of laboratory scale.
PDF Abstract XML References Citation
Received: March 28, 2012;
Accepted: June 29, 2012;
Published: August 02, 2012
How to cite this article
Raphael Aswin Susilo, Yeyet C. Sumirtapura, Heni Rachmawati, Sasanti T. Darijanto, Debbie S. Retnoningrum and Leonardus B.S. Kardono, 2012. Over Production of Human Recombinant Interferon α-2b: Scaling up Process. Journal of Applied Sciences, 12: 1613-1617.
DOI: 10.3923/jas.2012.1613.1617
URL: https://scialert.net/abstract/?doi=jas.2012.1613.1617
DOI: 10.3923/jas.2012.1613.1617
URL: https://scialert.net/abstract/?doi=jas.2012.1613.1617
INTRODUCTION
Hepatitis B and Hepatitis C is one of the infectious diseases that are important because of the prevalence rate is high and its spread to all around the world. In addition untreated HBV and HCV is potential to develop chronic infection, further on will develop to cirrhosis and hepatocellular carcinoma. As a standard therapy recommended ages by WHO is using interferon either as mono-therapy or in combination with other antivirus to increase efficacy and prevent resistance (Worman, 2002). Interferon were produced, constructed and over expressed in Escherichia coli BL21 in laboratory scale (Ningrum et al., 2011). In order to produce in higher scale for potential manufacturability, a scaling up process should be conducted.
To understand the basic phenomena occur in a process, a scale-up experiment is needed. The purpose of our scale-up process was to ensure the experiment results in the laboratory scale being equal in quality and quantity in large scale and to get the large scale process control parameters for the assurance of consistent valid results, as well as to simplify the reliable process (Astarita, 1985). Understanding of the cellular and regulatory mechanisms regulating cell physiology and the biochemical characteristics of the product was needed in a scaling up of biotechnology experiments (Cacciuttolo et al., 2001). Due to the complexity of biological systems and the physical and biochemical characteristic of interferon α-2b product, the design and scale-up of this process was challenging (Wesselingh et al., 2007). Determination of accurate and efficient process parameters for a commercial scale production process was very important in a biotechnology company (Walsh, 2007).
The common type of bioreactor or fermentor was the stirred tank bioreactor. In general, cells growing in bioreactors took up nutrients from culture medium and releasing products, by products and waste metabolites (Hickey and Ganderton, 2001). Mass transport phenomena required for adequate supply of nutrients and removal of waste metabolites were greatly influenced by mixing and aeration rates. Agitation of mixing was used to provide homogeneous mix nutrients, maintain cells in suspension and to prevent the accumulation of toxic gases (Cacciuttolo et al., 2001).
As a stirred tank bioreactor was treated as a scale up, majority of operating parameters remained the same as found at bench scale. The optimal range for parameters such as temperature, dissolved oxygen and pH were independent scaled (Holland and Wilkinson, 1997). Among the scale-dependent parameters were the mixing efficiency given by impeller rate and aeration rate and also hydrostatic pressure. Agitation and aeration rates determined the quality of mixing, the gas liquid mass transfer rate and the hydrodynamic stress that cells experience. Poor mixing affected the result for homogeneities in pH, nutrient concentration and metabolic byproduct concentrations. It mean, the basic problem in scaling up a stirred tank bioreactor was the quality of mixing and gas-liquid mass transfer rate (Block, 1998).
The objective of this research was to ensure that the results of the laboratory and large scale (bioreactor) being equal in quality and quantity, to get control of process parameters on a large scale (bioreactor) and to ensure consistent results and also to develop a simple approach providing a reliable protocol for scaling-up exercise based on oxygen mass transfer coefficient in a stirred aerated bioreactor.
MATERIALS AND METHODS
This research was conducted in our laboratories for 7 months, from May 2010 to December 2010.
Materials: Luria Bertani (LB) broth medium (Difco), tripton (Difco), sodium chloride (Merck), ampicillin (Sigma), isopropyl thio-β-D-galactoside IPTG (Sigma), sodium dodecyl sulphate SDS (Merck), sodium hydroxide (Merck), Phenylmethyl Sulfonyl Fluoride (PMSF) (Merck), protein marker (Fermentas), sterile distilled water, aqua bidest, Deion water, coomassie brilliant blue, potassium chloride, Phosphate Buffered Saline (PBS ), the material used for SDS-PAGE (Acryl amide, separating buffer, stacking buffer, SDS 10%, ammonium polysulfide, TEMED) and reagent kits for protein purification (binding buffer, wash buffer, elution buffer and buffer release) (Novagen).
General methods: The equipment used was a petri dish, test tubes, Erlenmeyer, incubator 37°C, centrifuge , micro centrifuge tube 0.5 and 1.5 mL (Eppendorf), balance scales, magnetic stirrer, lens paper, incubator shaker, vortex, spektra for membrane dialysis, freezer -20°C (Denpoo), laminar flow cabinets (The Germfree Laboratories Inc., BBF6 model S/N 6C15B4119, USA), micro pipette 10, 20, 200 and 1000 μL (Eppendorf), oven (Heraus, type B 5402), autoclave (AII American Model American 25x), tips (Sorensen), pH meter (Beckman Φ TM 50), UV-Vis spectrophotometer (Beckman DU 6500i), infrared spectrophotometer (FT/IR4200 type A), column affinity chromatography (Novagen), protein concentration tube (Nanosep centrifugal concentration), sonicator, freeze drier and the DC power supply (Biorad).
Bioreactor 20 L, Korea Fermentor, Bosung Electric (Indonesian Institute of Science).
Microorganism: Escherichia coli BL21 containing the plasmid pET32b interferon α-2b was obtained from School of Pharmacy-Bandung Institute Technology (ITB) Bandung and developed previously (Ningrum et al., 2012).
Overproduction of RhIFNα2b: Escherichia coli BL21 containing the plasmid pET32b was cultured into 10 mL of liquid LB media containing 100 μg mL-1 ampicillin and incubated at 37° C for 19 h. A total of 5 mL starter was put in 250 mL of LB liquid media was then added 100 μg mL-1 ampicillin and incubated at 37°C for 3 h. 0.5 mM IPTG was added prior to incubation for 37 h at 37°C, so the total time required is 40 h (Altenbuchner and Mattes, 2005). Cells were harvested and it was separated using centrifuge to obtain solid phase result. Further, the solid phase result that consist of protein was isolated, purified and characterized using SDS-PAGE (Gellissen et al., 2005; Marderosian and Kroll, 2000). Determining the content of interferon α-2b using Bradford method (Retnoningrum et al., 2010). Detail of overproduction process is shown in Fig. 1.
 | |
| Fig. 1: | Scheme of overproduction step of interferon α-2b |
 | |
| Fig. 2: | Scale up protocol to investigate kLα value |
Scaling up of overproduction of interferon α-2b: In this step, the scaling up was done from 1- 10 L. Parameter studied was mainly the kLα. Other parameters studied were number of starter, temperature, aeration, volume of reactor and rpm.
Measurement of kLα: The measured kLα value was performed by conducting simulation based on the following equation (Alam and Razali, 2005):
| (1) |
Where:
| kLα | = | Oxygen mass transfer coefficient |
| P | = | Power required (Watt) |
| M | = | Mass of fluid |
| υgs | = | Gas superficial velocity |
While the value of Oxygen Uptake Rate (OUR) obtained by the equation:
| (2) |
Where:
| C* | = | Saturated oxygen concentration in liquid |
| CL | = | Concentration of dissolved oxygen that is actually |
Energy consumption was calculated with the following equation:
| (3) |
Where:
| P | = | Energy/power needed stirrer (Watt) |
| rpm | = | Rotations per minute |
| D | = | Stirrer diameter (m) |
| po | = | Number of impeller |
| ρ | = | Fluid density (kg m-3) |
Figure 2 showed the obtained kLα values, referring to the above equation.
RESULTS
The oxygen mass transfer coefficient, kLα plays an important role towards carrying out the design, scaling up and economic of the process (Bird et al., 1960). Efforts were focused on improving the design and scaling up studies to achieve adequate supply of oxygen at higher scales. The process parameters obtained in laboratory and bioreactor scales are shown in Table 1. As shown in this Table 1, if the kLα value being quite close to laboratory and bioreactor scales, then the result of solid phase fermentation will also be close. The aeration velocity in bioreactor was set to 2 L min-1 to avoid over foam, while there was no aeration in a laboratory (Erlenmeyer) scale.
If the value of kLα up scaling being much different from the value of kLα laboratory scale, then the solid result of fermentation will be different significantly from laboratory scale units per liter, although the value of aeration and time is constant. In addition, the higher value of the kLα with fixed aeration at 2 L min-1, the higher possibility of over foaming as on kLα 0.372 and 0.398. This means that to obtain an optimal result, an optimal kLα should be applied, as shown on Fig. 2.
For further optimization step, duration of incubation should be selected as shown in Fig. 3. By varying the incubation time during overproduction, the protein yield was affected. In this process, the longer the incubation, the higher the yield of the obtained solid phase result that consist of protein (cell pellet) as shown on Fig. 4.
Characterization and purification of interferon α-2b obtained from bioreactor: To obtain the protein of interest, the harvesting step was performed by centrifugation at 4300 rpm for 15 min at 4°C. The cell pellet (solid phase result) then re-suspended using 6 mL of buffer solution without any addition of imidazole and 1 mM PMSF. Cells were disrupted to isolate protein by sonicator vibration for 10 times, then centrifuged at 5000 rpm for 15 min. Supernatant (crude protein) was separated from pellets, then centrifuged at 16000 rpm, incubated at 4°C for 30 min and purified.
| Table 1: | Parameters process control between Erlenmeyer and bioreactor scale |
 | |
 | |
| Fig. 3: | Correlation of kLα to solid phase result of fermentation |
 | |
| Fig. 4: | Solid phase result consist of protein as a function of incubation time |
Using a nickel affinity column chromatography, protein purification was performed (Walsh, 2007). Purified protein was analyzed by SDS-PAGE with a composition of 5% of buffer (w/v) and 12% of the separation of the gel (w/v).
DISCUSSION
As reported here, Alam and Razali (2005) also described that the value of kLα between laboratory scale and bioreactor scale should be similar to achieve the similar result. It means, kLα is critical parameter for process design of bioreactor operation since microorganism (E. coli) need oxygen to grow and synthesis the substrate to achieve the result of fermentation. The data of kLα parameter in laboratory scale prior to conduct scale up process should be obtained in early step.
In addition to kLα, aeration speed, rpm and incubation time were the most important parameters influencing the up scaling process of interferon α-2b up to 10x scaling up. As shown on Table 1, in laboratory scale (Erlenmeyer) the value kLα was 0.348 min-1, rpm 160 and no aeration, while in bioreactor scale to achieve kLα value 0.350 min-1, rpm of agitator should be lower then laboratory scale (70 rpm) and with aeration 2 L min-1. It means the value of aeration speed and rpm are dependent on kLα to achieved the best fermentation results. The yield of protein was maintained using the optimum condition (temperature: 37°C, time: 40 h, aeration 2 l min-1, rpm: 70).
The results quality of interferon from laboratory scale and scaling up in bioreactor were similar and showed on Fig. 5. The molecule weight of interferon is around 37 kDa as indicated for this protein.
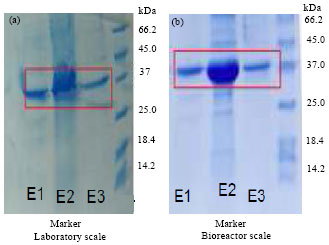 | |
| Fig. 5(a-b): | Overproduction of Purified interferon α-2b obtained from, (a) Laboratory scale and (b) Bioreactor scale |
CONCLUSION
The optimized condition for up scaling process of interferon α-2b at scale of 10 l (10x laboratory scale ) was using kLα (oxygen mass transfer coefficient) at 0.350 min-1, incubation time for 40 h and aeration at 2 L min-1. The quality of interferon resulted from bioreactor scale was similar to that of laboratory scale.
ACKNOWLEDGMENTS
This study was financially supported by The Indonesian International Education Foundation (IIEF) and Ford Foundation for the research funding.
REFERENCES
- Alam, M.N.H. and F. Razali, 2005. Scale-up of stirred and aerated bioengineering and bioreactor based on constant mass transfer coefficient. J. Teknol., 43: 95-110.
Direct Link - Ningrum, R.A., D.S. Retnoningrum, Y. Cahyati and H. Rachmawati, 2011. Optimization of human interferon α2b soluble protein overproduction and primary recovery of its inclusion bodies. J. Microbiol. Indonesia, 5: 27-32.
Direct Link - Retnoningrum, D.S., R.A. Ningrum, Y.N. Kurniawan, A. Indrayati and H. Rachmawati, 2010. Construction of synthetic open reading frame encoding human interferon alpha 2b for high expression in E. coli and characterization of its gene product. J. Biotechnol., 145: 193-198.
Direct Link