
P. Murali Krishna
Aditya Institute of Technology and Management, Tekkali, A.P, India
D. Simhachalam
Department of Mechanical Engineering, Andhra University, Visakhapatnam, A.P, India
N. Ramanaiah
Department of Mechanical Engineering, Andhra University, Visakhapatnam, A.P, India
Journal of Applied Sciences
Year: 2012 | Volume: 12 | Issue: 10 | Page No.: 1053-1057







ABSTRACT
As a solid-state process, Friction Stir Welding (FSW) and Friction Welding (FW), can avoid the formation of solidification cracking and porosity associated with fusion welding processes and significantly improve the weld properties of aluminum alloys. Many studies on the mechanical properties of solid state welding joints of heat-treatable aluminum alloys have indicated that solid state welding gives rise to softening of the joints and results in the significant degradation of the mechanical properties. In order to restore the mechanical properties of the FSW joints, a post-weld ageing heat treatment to aluminum alloy joints has been preferred. In this article, an attempt has been made on post-weld solution treating and ageing (PWSTA) to friction stir welded dissimilar aluminum alloys (AA2024 and AA6351). In addition, effect of PWSTA on microstructure and mechanical properties of the welds have been studied. Optical microscopy was carried out to study the micro structural changes. Hardness and tensile strength testing were conducted to study mechanical behavior. The PWSTA applied to the joints is found to be beneficial to enhance the mechanical properties of the welded joints. As such, the mechanical properties of PWSTA welded joints shows better than the welded joints.
PDF Abstract XML References Citation
Received: March 10, 2012;
Accepted: March 31, 2012;
Published: June 30, 2012
How to cite this article
P. Murali Krishna, D. Simhachalam and N. Ramanaiah, 2012. Effect of Ageing on Mechanical Properties of Dissimilar Friction Stir Welded Aluminum Alloy (AA2024 and AA6351) Joints. Journal of Applied Sciences, 12: 1053-1057.
DOI: 10.3923/jas.2012.1053.1057
URL: https://scialert.net/abstract/?doi=jas.2012.1053.1057
DOI: 10.3923/jas.2012.1053.1057
URL: https://scialert.net/abstract/?doi=jas.2012.1053.1057
INTRODUCTION
The Friction Stir Welding (FSW) is a very important new tool in the aircraft and automotive industry solving more of the problems related to the need of high performance joints (Thomas et al., 1995). FSW was invented in 1991 at The Welding Institute (TWI) of UK, and initially useful for the joining of aluminum alloys traditionally difficult to weld (2xxx and 6xxx series) materials in which the fusion welding techniques produce brittle dendritic structures producing a strong decrease in the mechanical properties (Lee et al., 2003). Many scientists demonstrated the lower distortion and presence of residual stresses in FSW joints with respect to the traditional welding techniques (Bussu and Irving, 2003; John et al., 2003; Jata et al., 2000).
PWHTA is an option to recover the loss of strength in the HAZ caused by averaging due to the weld thermal cycle. Recent studies on the effect of PWHT on FSW of Al alloy 2219 (in T6 temper) showed significant improvement in the mechanical properties of the weldment (Liu et al., 2006). PWHT following FSW of 2219 (in O temper) has significant effect on the fracture locations of the joints. The tensile strength of the joints is increased with increasing solutionising temperature (Feng et al., 2006). PWHTA (solutionising and ageing) following FSW of 6061 (in O temper) resulted in increase in hardness across the whole (Krishnan, 2002). Studies on AA6082 (in T6 temper) showed that when the material was under T6 condition, the HAZ had lower hardness after post weld ageing, while the rest of region regained the hardness. On the other hand, when the material was under T4 condition, there was recovery of hardness across the entire weldment. Post weld ageing and post weld solution treatment and ageing restored the strength of 6063 (in T5 temper) FSWs to the level of base metal (BM) (Sato and Kokawa, 2001). From the above studies it can be seen that PWHT would minimize the HAZ softening problem and improve the strength of the weld. Though, there has been lot of research on FSW of similar aluminum alloys like AA 2219 and AA 6061: (Lee et al., 2003; Bussu and Irving, 2003; John et al., 2003; Jata et al., 2000; Liu et al., 2006; Feng et al., 2006; Krishnan, 2002; Sato and Kokawa, 2001). very few studies deal with dissimilar metal/alloy welds. The tensile and fatigue behaviour of dissimilar friction stir welds (DFSWs) of AA2024 and AA7075 were shown the failure in AA2024 side and exhibited a decrease in fatigue life with respect to 7075 FSW joint (Cavaliere et al., 2006). Ageing improved the hardness at the interface of FSW joint (5083 to 6061-T6) but did not improve the hardness of soft Heat Affected Zone (HAZ) (Shigematsu et al., 2003).
The objective of this study is to investigate the effect of PWHTA on friction stir welded dissimilar Al alloys (AA2024 and AA6351).
MATERIALS AND METHODS
The material used in this study was a friction stir welded samples at weld condition of 1200 rpm, 0.7 mm sec-1 and 7000 N. The base materials selected for this investigation were AA6351-T6 and AA2024-T6 aluminum alloys sheets of 5 mm thickness having chemical composition and mechanical properties of base material shown in the Table 1 and 2. The welds for the present study were prepared by Friction Stir Welding (FSW) with sheets of AA6351 and AA2024 and then cut for welding. The AA6351-T6 alloy sheet was located on the retreating side and AA2024-T6 was placed on the advancing side was shown in Fig. 1. FSW parameters used in this study were listed in Table 3. The rotating tool used in this study was made of high-speed tool steel. From the FSW sheets, some samples were cut for metallographic observations, Vickers hardness measurements and tensile tests.
To determine the tensile strength of the stir zone, tensile test specimens were sectioned as per ASTM-E8 in the transverse direction perpendicular to the weld line with an Electrical Discharge Machine (EDM). Transverse tensile tests were performed on UTM Dak Inc series 9000 of 5 ton capacity machine to evaluate the mechanical properties of the joints. The Vickers hardness across the Weld Nugget (WN), thermo-mechanically affected zone (TMAZ) and Heat Affected Zone (HAZ) and base metal was measured on a cross-section, perpendicular to the welding direction using MM-112, Micro-Vickers hardness testing Machine at a load of 100 g for 10 sec.
Surfaces were prepared by standard metallographic techniques i.e. the grinding process utilized SiC papers that started from 80 grit down a series of 220, 320, 500, 800, and finally 1200 grit. Polishing consisted of a 1.0 and 0.3 micron size alumina slurry. Final polishing was performed by using diamond paste and etched with Keller’s reagent and grain structure of the weld zone was characterized by optical microscopy. SEM micro graphs of tensile fracture surfaces of the FSW specimens were observed. As welded specimens are heat treat to modify the structural changes in the Stir Zone (SZ) and Heat Affected Zone (HAZ) regions and also to improve the mechanical properties.
| Table 1: | Chemical composition of the base material |
 | |
| UTS: Ultimate tensile strength, YS: Yield strength | |
| Table 2: | Mechanical properties of the base material |
 | |
| UTS: Ultimate tensile strength, YS: Yield strength | |
| Table 3: | Welding parameters and tool dimensions |
 | |
| UTS: Ultimate tensile strength, YS: Yield strength | |
| Table 4: | Heat treatment parameters |
 | |
| UTS: Ultimate tensile strength, YS: Yield strength | |
The PWHTA parameters are shown in Table 4.
Tensile properties of FSW joints has been measured at different ageing conditions in which solutionising has been done at 480°C for 1.5 h and then ageing at 180°C for 4, 8 and 12 h.
RESULTS AND DISCUSSIONS
Optical microstructures: In the present study, FSW joints were successful produced. The obtained joints showed no porosity or other defects in both top and root weld surface in the all welding conditions. Macrograph of the weld (etched by the Keller’s reagent) is shown in Fig. 1. The AA2024 Al alloy appeared darker colored than the AA6351 one. The dissimilar welds exhibit eight distinct regions as (a) Parent Material AA6351, (b) HAZ-AA6351(c) TMAZ-AA6351, (d) Stirred Zone (SZ), (e) TMAZ-AA2024 (f)HAZ-2024 (g) Parent Material AA2024. The SZ is the region that experienced the highest strain and undergoes recrystallization. Its microstructure is due to mechanical action of the tool probe that generates a continuous dynamic recrystallization process. The higher temperature and the severe plastic deformation during the welding in the Stirred Zone result in a new equiaxed fine grain structure.
Optical micrographs of the SZ show the presence of coarse precipitates throughout the matrix (Fig. 2a).
 | |
| Fig. 1: | A typical macrograph showing various micro structural zones (Retreating: AA6351 side and Advancing AA2024 side) |
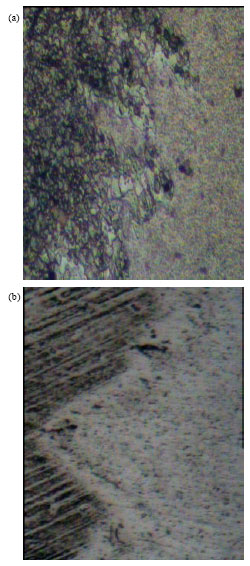 | |
| Fig. 2(a-b): | Optical Micrographs of FSW joist at stir zone (a) as welded and (b) PWHTA treated at 12 h |
This indicates that the SZ experienced high temperatures resulting in coarsening/dissolution of the precipitates leading to lower hardness/strength.
 | |
| Fig. 3: | Micro Hardness profiles of FSW joint |
 | |
| Fig. 4: | Tensile specimens as per ASTM-E8 |
| Table 5: | Tensile properties of FSW joints at different ageing conditions |
 | |
| UTS: Ultimate tensile strength, YS: Yield strength | |
Post weld solution throughout the weld and the following ageing treatment led to the homogeneous reprecipitation (Fig. 2b).
Hardness: The relation between ageing condition and hardness in the weldment is summarized in Fig. 3. It indicates the cross-sectional hardness profile from treatment produces a supersaturated solid solution retrieving side metal through centre of the weld to advancing metal. Hardness of the stir zone was lower than both the base metals (AA2024 and AA6351). In a precipitation hardened Al alloy, the mechanical properties of the weld zone mainly depended on the precipitates behavior during the welding thermal cycles. This result could be attributed to the reason why lower hardness than that of base metals. The variation in hardness was mainly due to the difference in thermal effect with welding conditions. The thermal effect of FSW depended on the welding condition (Frigaard et al., 1998). The increase in grain size was observed with ageing time which further cause of increase of hardness (Fig. 3).
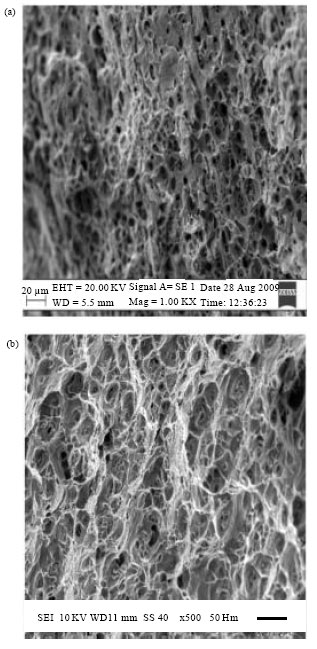 | |
| Fig. 5(a-b): | SEM images of fracture surface of the tensile-tested specimens at ageing time 12 h (a) before PWHTA (b) after PWHTA |
Tensile strength: The tensile properties of the weldments are given in Table 5. The weld strength is about 79% of that of AA 6351 base metal strength in T6 condition (shown Table 2) However, post weld solutionising and ageing improved the strength of the weld is about 90% to that of base metal (AA 6351) strength in T6 condition. The ductility is decreased to 57% when compared to the as welded condition. The decrease of ductility is due to increase of precipitate distribution in the SZ. The fracture location in tensile specimens coincided with minimum hardness position (AA6351 side) in both as welded and in PWHTA condition. Tensile specimens taken for PWHTA shown in Fig. 4.
All the tensile testing specimens were fractured in the stir zones of the welds. As welded fractured specimens, revealing very good plasticity properties and shown the ductile behavior by the presence of very fine dimples of the very fine grain structure which can be obtained by the friction stir welding process (Fig. 5a). Brittle fracture mechanisms observed in friction stir zone with PWHTA welds (Fig. 5b). Owing to the optical microscopy observations, it can be affirmed that the mechanical behavior of the welds is a strong function of PWHTA.
CONCLUSIONS
In the present study, the effect of PWHTA on friction stir welded dissimilar Al alloys (AA 2024 and AA 6351) is studied and based on the results the following conclusions are arrived at:
| • | Dissimilar welding of Al alloys AA 6351 and AA 2024 in T6 condition was successfully carried out using friction stir welding |
| • | The tensile strength of the FSW joints the aluminum alloys was increased by the PWHTA process |
| • | The results of micro hardness values are shown from weld centre. The hardness values are improved by the PWHT process because of coarsening of grains size |
| • | The maximum strength in the weld was achieved by post weld solution treatment and ageing which resulted in uniform precipitation throughout the weld, HAZ and base metal |
| • | The fracture locations observed in the PWHTA joints are at weld zone of AA2024 and AA6351 |
REFERENCES
- Lee, W.B., Y.M. Yeon and S.B. Jung, 2003. The joint properties of dissimilar formed al alloys by friction stir welding according to the fixed location of materials. Scripta Mat., 49: 423-428.
CrossRef - John, R., K.V. Jata and K. Sadananda, 2003. Residual stress effects on near threshold fatigue crack growth in friction stir welded aerospace alloys. Int. J. Fatigue, 25: 939-948.
CrossRef - Jata, K.V., K.K. Sankaran and J.J. Ruschau, 2000. Friction-Stir welding effects on microstructure and fatigue of aluminum alloy 7050-T7451. Metallurgical Mater. Trans., 31A: 2181-2192.
CrossRef - Liu, H.J., Y.C. Chen and J.C. Feng, 2006. Effect of heat treatment on tensile properties of friction stir welded joints of 2219-T6 aluminium alloy. Mater. Sci. Tech., 22: 237-241.
CrossRef - Feng, J.C., Y.C. Chen and H.J. Liu, 2006. Effects of post-weld heat treatment on microstructure and mechanical properties of friction stir welded joints of 2219-O aluminium alloy. Mater. Sci. Tech., 22: 86-90.
CrossRef - Krishnan, K.N., 2002. The effect of post weld heat treatment on the properties of 6061friction stir welded joints. J. Mater. Sci., 37: 473-480.
CrossRef - Sato, Y.S. and H. Kokawa, 2001. Distribution of tensile property and microstructure in friction stir weld of 6063 aluminum. Met. Mater. Trans. A, 32: 3023-3031.
CrossRef