
Faiz Ahmad
Department of Mechanical Engineering, University of Technology PETRONAS, Bandar Seri Iskandar, Tronoh 31750, Perak, Malaysia
M. Rafi Raza
Department of Mechanical Engineering, University of Technology PETRONAS, Bandar Seri Iskandar, Tronoh 31750, Perak, Malaysia
A. Majdi Ab. Rani
Department of Mechanical Engineering, University of Technology PETRONAS, Bandar Seri Iskandar, Tronoh 31750, Perak, Malaysia
S. H. Jason Lo
Department of Manager and Principal Scientist, Advanced Materials Program, Materials Technology Laboratory, CANMET, 568 Boot Street Ottawa, ON, K 1A 0G1 Canada
Journal of Applied Sciences
Year: 2011 | Volume: 11 | Issue: 9 | Page No.: 1673-1677







ABSTRACT
In this study results of wear and friction coefficient of alumina particles reinforced Aluminium Matrix Composite (AMCs) were presented. The wear of AMCs was tested against the brake pad material under various loads ranging from 50 to 200 N at fixed speed of 600 rpm. A pin on-disk apparatus was used for measurement of wear rate of AMCs and resulting microstructure at each load was examined under scanning electron microscope. The coefficient of friction was also measured for corresponding loading conditions studied. Results showed an increased wear rate of AMCs with increased load and decrease in friction coefficient. Micro structural analysis of AMCs showed a combination of adhesive and abrasive types of wear for sample tested at loads. The reduction in coefficient of friction was noted as the surface of AMCs became rougher tested at higher load. This was related to the removal of alumina particles from the surface of AMCs during wear test at higher load that rough reduced coefficient of friction.
PDF Abstract XML References Citation
Received: October 22, 2010;
Accepted: November 01, 2010;
Published: April 18, 2011
How to cite this article
Faiz Ahmad, M. Rafi Raza, A. Majdi Ab. Rani and S. H. Jason Lo, 2011. Wear Properties of Alumina Particles Reinforced Aluminium Alloy Matrix Composite. Journal of Applied Sciences, 11: 1673-1677.
DOI: 10.3923/jas.2011.1673.1677
URL: https://scialert.net/abstract/?doi=jas.2011.1673.1677
DOI: 10.3923/jas.2011.1673.1677
URL: https://scialert.net/abstract/?doi=jas.2011.1673.1677
INTRODUCTION
Wear is the damage of surface or removal of material from one or both sliding surfaces during relative motion with each other (Evans et al., 2003). The wear behavior of hard particles reinforced metal is different than homogenous materials and properties of such materials are dependent on the geometry of reinforcing phase. Most common types of wears that can occur in metals during sliding are adhesive, abrasive, fatigue, impact by erosion (Bhushan, 2002). The wear behavior of alumina particles reinforced aluminium composites has been reported earlier for various applications. Lee et al. (1992), used dry spindle wear test and studied the wear of AMCs under sliding distance and speed. They noted that wear is dependent on sliding speeds and adhesive-abrasive wear at low and intermediate sliding speed is dominant. Narayan et al. (1995) used 15% alumina particle reinforced aluminium composites for measurement of wear and friction properties. They used pin-on-disc machine in this study. Shipway et al. (1998) studied wear of extruded AMCs as a function of load and volume fraction of reinforcement and compared with commercial available SiC reinforced aluminium composites. They found, increase in load increased wear of both pin and counter surface. An increase in volume percent of reinforcement reduces the wear of AMCs. Al-Qutub and Allam (2008) studied the effect of volume percent of alumina on wear. They used various speeds and loads and found that higher load concentration of alumina increased wear rate. At lower sliding speed, abrasive wear was dominant and delaminating and adhesion also increases. Friction coefficient also decreases with increasing sliding speed with mating metal surface (Hushan, 1996; Burnell-Gray and Datta, 1996; Adachi and Hutchings, 2003; Yilmaz and Buytoz, 2001).
This research was focused to study the wear properties of alumina particles reinforced aluminium alloy using a brake pad as counter surface. The wear properties were studied by weight loss method under various loading condition and coefficient of friction was also measured. Resulting microstructure was observed.
MATERIALS AND METHODS
Material and preparation of test samples: Alumina particles reinforced aluminium (AMCs) alloy was used in this study. The material was reinforced with 20% alumina and developed using squeeze casting technique provided by Advanced Materials Program, Materials Technology Laboratory Ontario, Canada. The test specimens were machined using diamond tool and dimensions were 6 x6x12 mm.
Measurement of weight loss of AMCs
Taber test-weight loss method: In the weight loss measurement process, the specimen of AMCs was weighed before and after the wear test. The brake pad material was used as counter material. The test was performed at 600 rpm for 12 min for all loads ranging from 50 to 200 N. The test temperature was 35°C. The changes in weight of each sample were noted at each load. An average of three readings is presented in this study.
Coefficient of friction measurement
Procedure: The test machine is attached to a computer which uses WINCOM 2006 program. All parameters were set in zero modes before starting the test. Brake pad was used as disc materials and AMCs was used as pin materials. A balancing load of 5 kg was used at the leverage arm for balancing the mechanical load. Ensuring that sensor of the machine touch the disc holder, load was applied by putting the dead weight and adjustment of the load icon was made in desired value by sliding the weight slowly and started the test. The test was run for 12 min to warm up the machine. The test was repeated with the same settings for a specific time to collect the data. The test samples were then removed from the pin holder.
Characterization techniques: Energy Dispersive x-ray analysis was used for surface analysis of AMCs after the wear test to study the contamination of the surfaces of the test samples. The microstructures of all samples of AMCs after wear test were examined by using scanning electron microscope. The samples used were examined after the wear test at each load of 50, 100, 150 and 200 N.
RESULTS AND DISCUSSION
Analysis of weight loss: The results of weight loss measured for AMCs under various loads are shown in Fig. 1. The data showed that weight loss of AMC increased approximately 17% when the load increased from 50 to 100 N. This percentage was further increased to 29% when load was increased from 100 to 150 N. Only 7% weight loss in AMC was observed when the weight was increased from 150 to 200 N. Burnell-Gray and Datta (1996) also made similar observations for magnetic tapes sliding against ceramics heads where they noted increase in weight loss with increase in load.
Analysis of coefficient of friction: Three tests were performed at each load and an average value of the coefficient of friction was reported. Figure 2 shows an average coefficient of friction versus load. Approximately 15% increase in coefficient of friction was noted with increasing load from 50 to 100 N.
 | |
| Fig. 1: | Average weight loss versus load |
 | |
| Fig. 2: | Average coefficient of friction versus load applied |
This was related to the presence of hard alumina particles in aluminium matrix. The coefficient of friction was decreased as the load was increased from 100 to 150 N and 200 N. At higher load, coefficient of friction is expected to increase as the surface become rough. The reason of decrease in coefficient of friction may be due to smoothening of AMC surface under high load. The increased of surface roughening and a removal of hard alumina particles are believed to be responsible for decrease in the coefficient of friction. Al-Qutub and Allam (2008) observed increase in coefficient of friction with increase in contents of alumina particles and decreased in coefficient of friction is considered due to reduction of alumina particles.
Surface analysis of AMCs: The results of the surface analysis of the AMCs from EDX are shown in Fig. 4. This aluminium matrix composite has also undergone the SEM-EDX to analyse its composition as shown in Table 1. In the Fig. 3, the spectrum shows that there are seven elements were presented on the surface, are carbon (C), oxide (O), sodium (Na), aluminium (Al), silicon (Si), sulphur (S) and iron (Fe). Table 1 shows the weight percentage of each element present in the AMC.
 | |
| Fig. 3: | Spectrum composition of aluminium matrix composite |
 | |
| Fig. 4: | SEM micrograph of as received AMC |
Microstructural examination of AMC at various loads: The microstructure of as received AMC is shown as Fig. 4. Micrograph shows well dispersion of alumina particles in aluminum matrix. Figure 5a and b are scanning electron micrographs of as received AMCs and after weartest at 50 N. Figure 5b shows adhesive wear and is a result of sliding two solid flat surfaces without lubrication (Lee et al., 1992). Adhesion wear occurs when the contacting surfaces are sheared by sliding and results in detachment of a fragment from one surface attaching to the other surface (Adachi and Hutchings, 2003). The weight loss result of wear test was very low, i.e., 0.0006 g and this was related the presence of hard alumina particles that cause resistance to wear the surface of the AMCs (Al-Qutub and Allam 2008). The coefficient of friction measured at this load was 0.37335, which is lower than that of cast iron brake disc (Adachi and Hutchings, 2003).
| Table 1: | Composition of aluminium matrix composite |
 | |
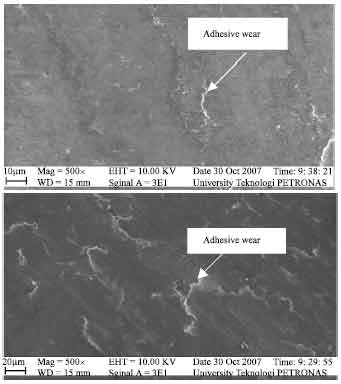 | |
| Fig. 5: | (a) Microstructure of AMC shows adhesive wear tested at 50 N and (b) micrograph image of aluminium matrix composite tested at 100 N |
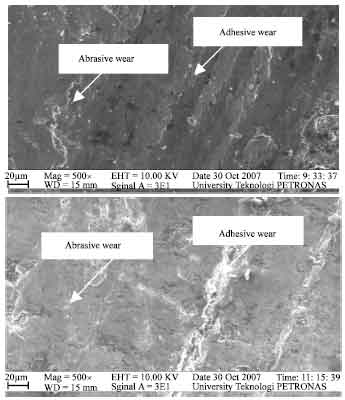 | |
| Fig. 6: | (a) Microstructure of AMCs after at 150 N and (b) microstructure of AMCs at 200 N |
Figure 6a, SEM micrograph shows both types of wear at 150 N which indicate the hard particles of alumina are leaving the surface resulting in higher loss in weight, 12% higher weight loss compared to that measured at load 100 N. The coefficient of friction was also reduced from 0.426-0.348 that is 18% less than that measured at loads 100 N. It is believed that hard alumina particles are removed from the surface of AMCs and remaining aluminum alloy is not strong enough to resist the fraction offered by the other surface (Yilmaz and Buytoz, 2001). Scanning electron micrograph of AMCs after wear test at 200 N load is shown in Fig. 6b. The micrographs after wear test at 200 N showed adhesive and abrasive type of wear on the surface, which indicates a relatively soft surface.
This was considered due to the absence of hard alumina particle in the composite which were removed during the wear test at load 200 N and remaining rough surface showed reduced coefficient of friction 5% lower than noted at 150 N load and 33% less that recorded at 100 N. The weight loss was also increased to 36% at 200 N load compared to 150 N load measured was 29%.
CONCLUSIONS
Based on the weight loss and coefficient of friction of AMC tested at 600 rpm for 12 min, it was concluded that the weight loss of the aluminum matrix composite between 50 to 100 N load was approximately 17%. The weight loss was increased at higher load and maximum of 33% loss in weight was observed at 200 N. The coefficient of friction was also increased by 14% at 100 N. This phenomenon probably happened due to existence of high alumina particle on the contacted surface, which acts to resist the wear. The coefficient of friction was decreased from 0.43-0.33 as the load increased to 200 N. This was considered due to surface roughening and the presence of wear debris. Microstructural studies showed adhesive wear at lower load and a mixed type of wear (adhesive and abrasive) was noted at higher loads. Results concluded that aluminum matrix composite needs further improvement in projection with high content of Al2O3 particles in aluminum alloy for improvement of coefficient of friction and less weight loss.
ACKNOWLEDGMENT
The authors would like to acknowledge the assistance of Mr. M. Safari Muzaffar in experimental work.
REFERENCES
- Lee, C.S., Y.H. Kim, K.S. Han and T. Lim, 1992. Wear behavior of aluminum matrix composite materials. J. Mater. Sci., 27: 793-800.
CrossRef - Narayan, M., M.K. Surppa and B.N. Pramila Bai, 1995. Dry sliding wear of aluminum alloy 2024-alumina Al2O3 particle metal matrix composites. Wear, 181-183: 563-570.
CrossRef - Shipway, P.H., A.R. Kennedy and A.J. Wilkes, 1998. Sliding wear behavior of aluminum-based metal matrix composites produced by a novel liquid route. Wear, 216: 160-171.
CrossRef - Al-Qutub, A.M. and I.M. Allam, 2008. Wear and friction of Aluminum- alumina composites at various sliding speeds. J. Mater. Sci., 43: 5797-5803.
CrossRef - Burnell-Gray, J.S. and P.K. Datta, 1996. Surface Engineering Case Book; Solutions to Corrosion and Wear-Related Failures. University of Northumbria at Newcastle, UK., ISBN: 1855732602, pp: 203-219.
Direct Link - Adachi, K. and I.M. Hutchings, 2003. Mode mapping for the micro-scale abrasion test. Wear, 255: 23-29.
CrossRef