
A. Mouangue Nanimina
Department of Mechanical Engineering, Universiti Teknologi PETRONAS, Bandar Seri Iskandar, 31750 Tronoh, Perak, Malaysia
A. M. Abdul-Rani
Department of Mechanical Engineering, Universiti Teknologi PETRONAS, Bandar Seri Iskandar, 31750 Tronoh, Perak, Malaysia
F. Ahmad
Department of Mechanical Engineering, Universiti Teknologi PETRONAS, Bandar Seri Iskandar, 31750 Tronoh, Perak, Malaysia
A. Zainuddin
Department of Mechanical Engineering, Universiti Teknologi PETRONAS, Bandar Seri Iskandar, 31750 Tronoh, Perak, Malaysia
S. H. Jason Lo
Advanced Materials Program, Materials Technology Laboratory, CANMET, Ottawa, Canada
Journal of Applied Sciences
Year: 2011 | Volume: 11 | Issue: 9 | Page No.: 1668-1672







ABSTRACT
Aluminium Metal Matrix Composites (AMMCs) are making inroads in various engineering applications requiring higher strength and stiffness than those offered by conventional aluminium alloys. Traditional machining of AMMCs however is difficult due to the hard reinforcement present in the AMMC material which tends to wrap around the cutting tool-bit leading to tool breakage. Electro-Discharge Machining (EDM) has been successfully applied on standard aluminium alloy such as Al 6061 but yet to be tested on 30% (by volume) Al2O3 reinforced AMMC. In this study, specific machining performance characteristics on AMMC reinforced with 30 % Al2O3 is assessed in comparison with Al 6061. The characteristics under study are Material Removal Rate (MRR) and Tool Wear Ratio (TWR). Key process parameters such as the peak current, pulse and pause durations (ON-time and OFF-time), were varied to determine their influences on the MRR and TWR of 30% Al2O3 reinforced AMMC. Results indicate that 30% Al2O3 reinforced aluminium metal matrix composite can be machined using EDM to obtain acceptable result in terms of MRR and TWR. A high value of peak current and ON-time increase rapidly MRR of Al 6061 rather than AMMC while it decreases with increasing of OFF-time. Tool wears more at low peak current and ON-time than OFF-time.
PDF Abstract XML References Citation
Received: October 22, 2010;
Accepted: November 01, 2010;
Published: April 18, 2011
How to cite this article
A. Mouangue Nanimina, A. M. Abdul-Rani, F. Ahmad, A. Zainuddin and S. H. Jason Lo, 2011. Effects of Electro-discharge Machining on Aluminium Metal Matrix Composite. Journal of Applied Sciences, 11: 1668-1672.
DOI: 10.3923/jas.2011.1668.1672
URL: https://scialert.net/abstract/?doi=jas.2011.1668.1672
DOI: 10.3923/jas.2011.1668.1672
URL: https://scialert.net/abstract/?doi=jas.2011.1668.1672
INTRODUCTION
Composite material is composed of two or more distinct phases to form a new material with enhanced properties (Chawla and Chawla, 2006). The use of Aluminium Metal Matrix Composites (AMMCs) in various industrial and commercial applications such as aviation, automotive and marine is expanding. In general, machining of composite materials is difficult due to the high abrasiveness nature of their reinforcing constituents (Teti, 2002). This can be resulted in damage to the workpiece and rapid wear of the cutting tool when composite materials are machined using conventional process (Teti, 2002).
The application of Electrical Discharge Machining (EDM) might be feasible in machining of a particular type of AMMC which is reinforced by 30% by volume of alumina. EDM uses a series of repeating spark erosion to remove material which has distinct advantages over conventional machining processes (Jameson, 2001). Hard workpiece materials can be machined by EDM as long as they are conductors of electricity (Abbas et al., 2007). In EDM, the workpiece and the electrode are kept apart as they are immersed in a dielectric fluid. When the voltage is applied between the electrode and the workpiece, the fluid will be ionized due to the high potential difference and a spark is produced between the workpiece and the tool, which develop into an electrical arc (Kumara et al., 2009).
A number of research works in the domain of EDM have been done on diverse materials. Research on aluminium metal matrix composite (the matrix was AK9) and it has been showed that EDM process parameters affected the condition of surface layer in machined aluminium MMCs (Cichosz and Karolczak, 2008). EDM of Titanium alloy (Ti-6Al-4V) was conducted and it has been observed that the surface integrity of EDMed Ti6Al4V includes roughening because of decomposition of recast layer (Hascalik and Cayday, 2007). To obtain good surface finish in the case of tungsten carbide, low values should be used for peak current, pulse off time and voltage (Teti, 2002). Surfaces finish on composite materials such as SiC/Al metal matrix composite when subjected to EDM process has been investigated and its impact on the fatigue strength of the material (Ramulu et al., 2001). The optimal EDM performance and mathematical modeling of output responses can be conducted using genetic algorithm or statistical software (Kolahan and Bironro, 2008).
 | |
| Fig. 1: | Current train for controlling generator |
This study is conducted to explore the feasibility of EDM machining of 30% alumina particle reinforced AMMC using copper electrode. Analysis of the main influence of the EDM input process parameters namely Peak current, ON-time and OFF-time on the Material Removal Rate (MRR), Tool Wear Ratio (TWR) was performed. Peak current is the intensity of the electricity flows into the workpiece; ON-time is an amount of time when current runs into the gap before it is turned off and the OFF-time is amount of time when the current is off. Figure 1 presents the pulse current for controlling generator.
MRR is defined as the rate at which material is removed from work piece and TWR is defined as the ratio of tool wear mass over the work piece wear mass.
MATERIALS AND METHODS
EDM die-sinking machine, Mitsubishi EA8 branch was used to machine AMMC and Al 6061 cylinder samples with diameter of 5 mm and height of 10 mm. The electrode is a hollow cylinder made of electrolytic copper with internal diameter of 5.6 mm and external diameter of 10 mm.
The influence of parameters such as peak current, ON-time, OFF-time on AMMC and Al 6061 were investigated. The results from AMMC are compared to those from Al 6061 which is a conventional material and has good machinability. Design Expert software was used to plot the effect of parameters combination.
The masses of the workpiece and the tool are measured before and after machining by using an electronic balance that have a resolution of 10-4 g.
The Material Removal Rate (MRR) is determined by using Eq. 1:
| (1) |
where, wb is the mass of workpiece before machining, wa is the mass of workpiece after machining , tm is machining time in min, MRR is the rate of material mass loss to the over time in g min-1.
| Table 1: | Properties of AMMC AND Al 6061 |
 | |
| Table 2: | Properties of electrode |
| Table 3: | Machining parameters |
 | |
The Tool Wear Ratio (TWR) is determined by using Eq. 2:
| (2) |
where, web is the mass of electrode before machining, wb is the mass of electrode after machining, web is the mass of workpiece before machining, wa is the mass of workpiece after machining, TWR is the ratio of the electrode mass loss to the material loss in percentage.
The main alloying elements of AMMC are Cu (2.2%), Ni (1.1%), Fe (0.31), Ti (0.1%) and the balance is aluminium while the main alloying elements of Al alloy 6061 were Mg (1.0%), Fe (0.7%), Si (0.6%) Cu (0.3%), Zn (0.25%), Cr (0.2%), Ti (0.15%), Mn (0.15%) and the balance is aluminium. Table 1 presents the properties of AMMC and Al 6061 material.
Peak current, ON-time and OFF-time determine the size of spark energy and they are presented as some of important parameters and the others are in the scope. Their ranges were selected from preliminary experimental and EDM manual.
The dielectric fluid used is Daphne Cut HL 25-S oil (viscosity: 2.874 cSt at 40°C) with top directional flushing at 0.05 Mpa. Table 2 presents the main properties of the copper electrode.
The EDM machining parameters and their range of values used in this study are in Table 3.
Experiments were conducted by varying only one parameter while keeping the other input parameters at constant values.
The effects of combination of parameters were predicted using Design Expert system.
RESULTS AND DISCUSSION
Effects of EDM parameters on the MRR: Material removal rate is a key indicator of productivity of EDM process. The influence of the peak current supplied to the electrode on MRR of AMMC and Al alloy is observed by keeping the ON-time and the OFF-time at 16 and 8 μs respectively. As the current is increased from 3 to 55 A, the MRR of both AMMC and Al 6061 increased but at different rates as in Fig. 2.
At very low peak current, they are almost similar but for peak current greater than 1 5A, the MRR of Al 6061 is about three times higher than that of AMMC. As the peak current is increased to the maximum value (55 A), the rate of increase of the MRR for both materials appeared to taper off at 0.28 g min-1 for Al 6061 and 0.11 g min-1 for AMMC. This is due to the good electrical and thermal conductivities and low hardness of Al 6061 than that of AMMC.
The effect of varying electrical spark duration (ON-time) on MRR is observed by keeping peak current and OFF-time at 15 A and 8 μs respectively. The effect of ON-time is similar to that of peak current. As the ON-time increased from 3 to 192 μs, the MRR of both materials AMMC and Al 6061 increased due to increasing of spark energy size but at different rate as can be observed from Fig. 3. MRR of Al 6061 is rapidly greater than that of AMMC. The MRR of Al 6061 is about two times greater than that of AMMC.
The effect of varying OFF-time on MRR is observed by keeping peak current and ON-time at 15 A and 16 μs, respectively. OFF-time varies from 3 to 96 μs as it can be seen from Fig. 4. For OFF-time below to 15 μs, the MRR of both AMMC and Al 6061 are greater but at the different rate. The MRR of Al 6061 is about two times greater than that of AMMC. For OFF-time beyond to 15 μs, the MRR of both materials decreases rapidly. Longer OFF-time causes low machining speed resulting to the low MRR.
High ON-time and Peak current increase the input power which the increase of MRR is expected due to more spark energy flowing from tool into workpiece. This causes craters and pits on the sample and the machining becomes faster.
The effect of parameters combination is presented in 3-D graph in Fig. 5 with OFF-time set at 25.5 μs. In Fig. 5 that a high peak current and ON-time combination leads to increase the MRR due to the increase of spark energy.
Effects of EDM parameters on the TWR: The Tool Wear Ratio (TWR) is the ratio at which the cutting edge of tool wears away during machining process.
 | |
| Fig. 2: | Variation in MMR due to change in peak current (ON-time; 16 μs, OFF-time: μs) |
 | |
| Fig. 3: | Variation in MRR due to change in(peak current: 15 A, OFF-time: 8 μs) |
 | |
| Fig. 4: | Variation in MRR due to change in OFF-time (Peak current: 15 A, ON-time: 16 μs) |
The influence of peak current on tool wear ratio is investigated by keeping ON-time and OFF-time at 16 and 8 μs, respectively. Peak current varies from 3 to 55 A as shown in Fig. 6. The TWR of Al 6061 is higher at low peak current and it becomes decreasing when the peak current increase.
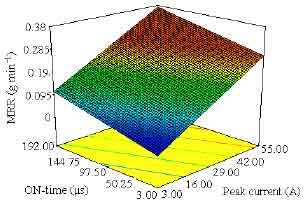 | |
| Fig. 5: | 3-D graph for MRR of AMMC (OFF-time: 25.5 μs) |
 | |
| Fig. 6: | Variation in TWR due to change in peak current (ON-time: 16 μs, OFF-time: 8 μs) |
 | |
| Fig. 7: | Variation in TWR due to change in ON-time (Peak current: 16 μs, OFF-time: 8 μs) |
The TWR of AMMC is lower at low peak current.
The effect of keeping peak current and OFF-time at 15 A and 8 μs, respectively and varying ON-time is presented in Fig. 7.
 | |
| Fig. 8: | Variation in TWR due to change in OFF-time (Peak current: 15 A, ON-time: 16 μs) |
 | |
| Fig. 9: | 3-D graph for TWR of AMMC (OFF-time: 25.5 μs) |
ON-time varies from 3 to 192 μs and at ON-time below to 12 μs, the material is removed more from tool than AMMC. When the ON-time is greater than 12 μs, TWR of both AMMC and Al alloy becomes lower.
The influence of varying OFF-time by keeping constant the peak current and ON-time at 15 A and 16 μs respectively is recorded and presented in Fig. 8. As the OFF-time varies from 3 to 96 μs, the TWR of Al 6061 remains closely constant and around 10% but that of AMMC is best at short OFF-time. From 12 μs, TWR of AMMC is about five times greater than that Al 6061. Short OFF-time increases the machining efficiency since more sparks occur in a given of time.
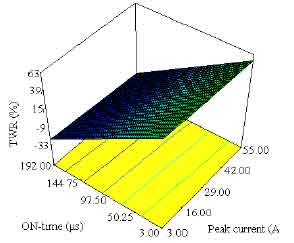
Figure 9 presents a 3-D graph for TWR of AMMC and it can be observed the effect of combination of peak current and ON-time while OFF-time is keeping constant at 25.5 μs. TWR is higher at low values of peak current and ON-time.
The observations from experiment show that both workpiece and tool wear during EDM of AMMC and Al 6061 spark energy. The setting of long OFF-time and short ON-time destabilizes the machining and this leads to the rapid wear of tool.
CONCLUSION
The feasibility of machining 30 vol% alumina particle reinforced aluminium composite by using EDM die-sinker machine with electrolytic copper electrode has been evaluated in terms of material removal rate and tool wear ratio and it has proven acceptable at low peak current, short ON-time and high OFF-time. However, EDM performance of machining AMMC was found less effective compared to EDM of Al 6061. Peak current, ON-time which determine the spark energy are most significant parameters influencing on output responses. It is observed from the result on the AMMC and Al 6061 that the increase Peak current or ON-time leads to increase the spark energy and this result in faster machining. Low value of OFF-time increases the machining speed. Tool wears rapidly for AMMC when OFF-time increases compared to Al 6061.
REFERENCES
- Hascalik, A. and U. Caydays, 2007. Electrical discharge machining of titanium alloy (Ti-6Al-4V). Applied Surface Sci., 253: 9007-9016.
CrossRef - Kolahan, F. and M. Bironro, 2008. Modeling and optimization of process parameters in PMEDM by genetic algorithm. World Acad. Sci. Eng. Technol., 48: 480-484.
Direct Link - Ramulu, M., G. Paul and J. Patel, 2001. EDM surface effects on the fatigue strength of 15% SiCp/Al metal matrix composite material. Compos. Struct., 54: 79-86.
CrossRef - Abbas, N.M., D.G. Solomon and M.F. Bahari, 2007. A review on current research trends in Electrical Discharge Machining (EDM). Int. J. Machine Tools Manuf. 47: 1214-1228.
CrossRef - Teti, R., 2002. Machining of composite materials. CIRP Ann. Manufact. Technol., 51: 611-634.
CrossRefDirect Link - Kumar, S., R. Singh, T.P. Singh and B.L. Sethi, 2009. Surface modification by electrical discharge machining: A review. J. Mater. Process. Technol., 209: 3675-3687.
CrossRef
GOWTHAM Reply
i want the full details about EDM machining process on aluminium metal matrix composite