
N. M. Zain
Department of Manufacturing and Industrial Engineering, Faculty of Mechanical and Manufacturing Engineering, University of Tun Hussein Onn Malaysia, 86400 Parit Raja, Batu Pahat, Johor, Malaysia
N. H. Hassan
Department of Manufacturing and Industrial Engineering, Faculty of Mechanical and Manufacturing Engineering, University of Tun Hussein Onn Malaysia, 86400 Parit Raja, Batu Pahat, Johor, Malaysia
M. Ibrahim
Department of Manufacturing and Industrial Engineering, Faculty of Mechanical and Manufacturing Engineering, University of Tun Hussein Onn Malaysia, 86400 Parit Raja, Batu Pahat, Johor, Malaysia
M. S. Wahab
Department of Manufacturing and Industrial Engineering, Faculty of Mechanical and Manufacturing Engineering, University of Tun Hussein Onn Malaysia, 86400 Parit Raja, Batu Pahat, Johor, Malaysia
Journal of Applied Sciences
Year: 2011 | Volume: 11 | Issue: 9 | Page No.: 1648-1652







ABSTRACT
Three-Dimensional Printing (3DP) is one of the techniques in Solid Freeform Fabrication (SFF) which is used to fabricate physical objects directly from CAD data sources and currently the raw material for the 3D printer is expensive and limited to a number of choices. This study reports on the development of Palm Oil based Fly Ash (POFA) composite as a low-cost alternative material for prototype fabrication via the 3DP process. Powder-binder mixtures containing POFA powder with maltodextrin and Polyvinyl Alcohol (PVA) were mechanically blended through the ball milling process. The mixtures was successfully tested to fabricate samples via the 3DP machine, Z310, using distilled water as the binding liquid which the sample was then post-treated using the ZMax solution to improve its mechanical properties. The mechanical properties, dimensional accuracy and surface quality of the samples were evaluated and the results were compared to the existing material, ZP102 plaster powder-based samples. Initial results prove that the mechanical properties of the new samples are better than the existing ZP-102-based samples.
PDF Abstract XML References Citation
Received: October 22, 2010;
Accepted: November 01, 2010;
Published: April 18, 2011
How to cite this article
N. M. Zain, N. H. Hassan, M. Ibrahim and M. S. Wahab, 2011. Solid Freeform Fabrication of Prototypes Using Palm Oil Fly Ash via 3D Printing. Journal of Applied Sciences, 11: 1648-1652.
DOI: 10.3923/jas.2011.1648.1652
URL: https://scialert.net/abstract/?doi=jas.2011.1648.1652
DOI: 10.3923/jas.2011.1648.1652
URL: https://scialert.net/abstract/?doi=jas.2011.1648.1652
INTRODUCTION
Solid Freeform Fabrication (SFF) is a special class of machine technology that rapidly produce models from three-dimensional (3D) data using an additive approach to form the physical models (Wohlers, 2004). There are numerous terms to describe SFF including Rapid Prototyping (RP), Layered Manufacturing (LM) and Desktop Manufacturing (DM). The techniques are all based on the principle of creating 3D components directly from Computer-Aided Design (CAD) in two-dimensional profiles on layer-by-layer process without using moulds or tools as used in conventional manufacturing techniques (Kruth et al., 1998). The SFF processes have been used to produce physical components for various purposes such as patterns for prototyping, fit/assembly components and also functional models. Currently, there are a variety of SFF techniques available such as Stereo Lithography Apparatus (SLA), Selective Laser Sintering (SLS), Fused Deposition Modeling (FDM) and Three-Dimensional Printing (3DP). In recent years 3DP came to the foreground as a very competitive process in terms of cost and speed compared to others SFF technique. 3DP is a unique technique based powder that prints complex 3D for rapid prototype purpose (Sachs et al., 1992; Yin et al., 2007; Seitz et al., 2005) and this technology originally developed by the Massachusetts Institute of Technology (MIT) (Noorani, 2006). These technology refers to a range of techniques characterized by the method of delivering build material or build adhesive a series of nozzle that are translated across the build platform. The basic build process is the laying down of a layer of powder 0.1 to 0.25 mm of thickness Fig. 1. As the powder supports the part, no support structure is required therefore allowing complex parts to be built (Noorani, 2006).
 | |
| Fig. 1: | Schematic Diagram of 3DP Process (WTEC, 1997) |
Although 3DP has demonstrated the high capability of fabricating parts of a variety of shapes, it is currently limited in the choice of materials due to the restricted capabilities of the existing binder and the cost of the raw material is high. This study aims to introduce the potential of Palm Oil based-Fly Ash (POFA), mixed with maltodextrin and Poly Vinyl Alcohol (PVA) as an alternative material for 3DP in order to reduce cost for new product development.
MATERIALS AND METHODS
Preparation of raw materials: The 3DP process uses powder as raw material. Therefore, powder preparation procedure for the process need to be established and must be suitable for the RP process. Raw materials used in this study were POFA which is collected from a palm oil mill factory owned by Kluang Mill Plantation Sdn Bhd, located at Kluang, Johor, with an average particle size of 0.3-600 μm as shown in Fig. 2. Materials used as adhesive binder were maltodextrin and PVA. The average particle size of these materials are 0-32 and 200 μm, respectively.
The raw POFA and PVA were grinded and sieved to get the suitable particle size range before it can be used with the 3DP. There were three stages involved in the powder preparation as illustrated in Fig. 3.
Auto Mortar Grinder Machine model FRITSCH was used to pulverize the particles of the POFA and PVA before undergoing the sieving process. The particle size of POFA and PVA used in this study is between 0 ~ 180 μm. Sieving process was done to filter the size of the POFA and PVA particles. The Vibratory Sieve-Shaker “Analysette 3” machine was used to sieve both materials. Figure 4a and b shows the Scanning Electron Microscopy (SEM) images of the POFA and PVA after the pulverizing process.
The preparation of the mixture of POFA, maltodextrin and PVA by a weight ratio of 7:2:1 was done by mechanical blending through the ball-milling process which was carried out the labkorea, ball-milling machine. The mixing process lasts for 8 h at a constant speed of 300 rpm to achieve the optimum dispersion quality of the mixture.
3D Printing process: The Z310 3DP machine was used to produce samples of the tested materials. By using default setting parameters, the test samples were fabricated based on ISO 178:2001 for flexural test samples. The samples were also used for dimensional accuracy and surface quality measurements. In addition, ZP102-based samples were also printed to be made as a benchmark for comparison purposes. The specimens were then air-blown to remove the unbound powders followed by a post-treatment using the Z-max solution to enhance the strength of the samples.
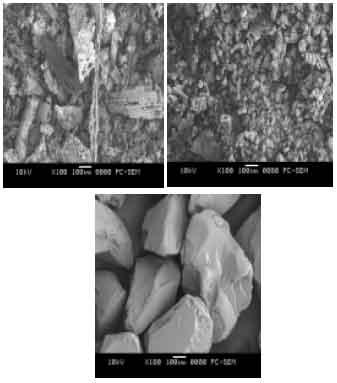 | |
| Fig. 2: | SEM images of (a) POFA, (b) maltodextrin and (c) PVA |
RESULTS AND DISCUSSION
Testing of mechanical properties: Mechanical testing was performed on a universal testing machine (AG-1 Shimadzu) equipped with a 10 kN load cell at room temperature. Flexural test was done by using three-point bending method with loading rate at 1.9 mm min-1.
Figure 5 presents the maximum stress values for flexural test of the fabricated samples. It can be seen that the maximum stress value of POFA is 34.52 MPa which is more than three-times higher than ZP102 materials (11.5 MPa). From it can be seen that there are voids present in both samples, with the POFA showing the less number of voids. Therefore, this condition proves POFA samples are denser in comparison to the ZP102 sample. It is also noticed from (Fig. 6b) that the ZP102 contained more porosity which may lead the sample to become brittle and weak affecting the overall mechanical properties of the sample. In addition, the bimodal powder-system between the three materials of POFA, maltodextrin and PVA also improve the strength of the product, particularly in flexural strength.
Dimensional accuracy: Mitutoyo digital calliper was used in determining the dimensions of the test sample. For each sample parts, 3 reading were taken which is at x-axes (length), y-axes (width) and z-axes (thickness).
 | |
| Fig. 3: | Process of powder preparation |
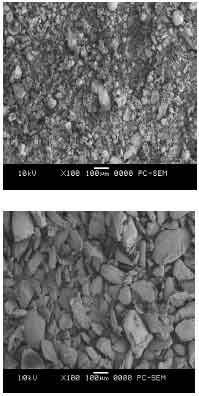 | |
| Fig. 4: | SEM images of the (A) POFA and (B) PVA after the pulverizing process |
The dimensional accuracy results were analyzed according to the average value of the collected data and calculated using the Eq. 1:
| (1) |
D0 is the input graphical dimension while D1 is the measured dimension (Patirupanusaraa et al., 2008) The results were presented in Table 1 and Fig. 7.
From the results obtained, there was no correlation in all 3 axes; x, y and z-axis for POFA material as the x and y-axes were showing shrinkage, while the z-axes data shows the POFA sample exceeded 10.58% of dimensional error due to the characteristic of the adhesive material used in this study. The adhesive binder which was the altodextrin and the PVA were water-soluble, able to dissolve in liquid which could flow through the cavities among POFA particles and possibly spread outside the intended area of thickness affecting the overall dimensional accuracy.
 | |
| Fig. 5: | Maximum stress of flexural strength |
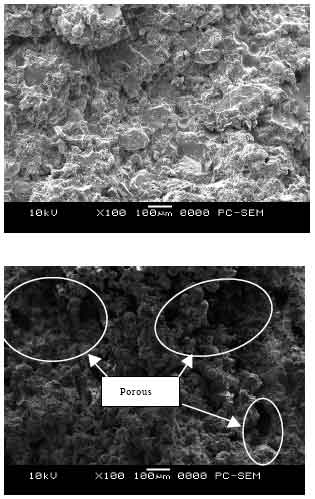 | |
| Fig. 6: | SEM images of fracture surface of (a) POFA and (b) ZP102 material |
| Table 1: | Average Value of dimensional accuracy error |
 | |
 | |
| Fig. 7: | Dimensional error of ZP102 and POFA |
In the case of ZP102 materials, it was observed that the dimension has expansion in all axes with average error 0.96, 4.23 and 0.5%, respectively for x, y and z-axes.
Surface quality: Surface quality measurement was conducted using Mitutoyo SJ 400 machine with determined perpendicularly to the direction of production. Measurement was performed at three places which were at the beginning, in the middle and the end of the test sample. The best surface quality was determined by measuring the samples with the lowest surface roughness. Figure 8 shows the results of the measurement. Based on analysis data, it is proved that ZP102-based samples comprise better surface quality at all sides if compared to POFA-based samples. The average value of the POFA composite and ZP102 in the surface roughness measurement is 14.78 and 12.52 μm, respectively.
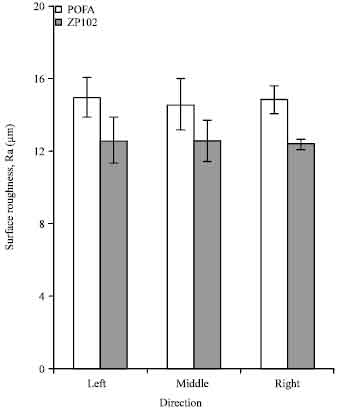 | |
| Fig. 8: | Roughness, Ra of POFA and ZP102 |
 | |
| Fig. 9: | SEM Images of (a) POFA and (b) ZP102 |
From the SEM images shown in Fig. 9, it can be seen that the ZP102 mixture contained smaller particle sizes compared to the POFA mixture. It is reasonably known that smaller particles convey smoother surfaces. Therefore, in this case, ZP102 samples present better surfaces compared to POFA samples in terms of quality and smoothness.
CONCLUSION
The existing material available for 3DP applications is too expensive to be consumed as the main raw material especially for study purposes. Therefore developments and researches made in order to replace the existing material, partly or totally, must always be welcomed with the hope that the SFF technology will be continually developed and offer cheaper alternatives for educational purposes and small business. In line with this, the study is conducted with the use of POFA, as the main potential replacement to the current ZP102 material, together with maltodextrin and PVA mixture operating as the powder-binder material for the 3DP. From the results, it was concluded that:
| • | POFA mixed with maltodextrin and PVA can be successfully direct fabricated by 3DP machine using distilled water as the binding liquid |
| • | The POFA composite can improve flexural strength of 3DP material |
Further researches are needed, particularly in the material preparation, to achieve better dimensional accuracy and surface quality of the POFA composite-based products.
ACKNOWLEDGMENT
The authors would like to thank University Tun Hussein Onn Malaysia for technically supporting this research. Authors would also like to acknowledge Ministry of Higher Education, Malaysia for financially support this research under the Fundamental Research Grant Scheme (FRGS).
REFERENCES
- Wohlers, T., 2004. Past, present and future of rapid prototyping. Int. J. Prod. Dev., 1: 147-154.
Direct Link - Kruth, J.P., M.C. Leu and T. Nakagawa, 1998. Progress in additive manufacturing and rapid prototyping. CIRP Ann. Manufacturing Technol., 47: 525-540.
CrossRef - Sachs, E., M. Cima, P. Williams, D. Brancazio and J. Cornie, 1992. Three-dimensional printing: Rapid tooling and prototypes directly from a CAD model. J. Eng. Ind., 114: 481-488.
Direct Link - Yin, X.W., N. Travitzky and P. Greil, 2007. Near-net-shape fabrication of Ti3AlC2-based composites. Int. J. Applied Ceramic Technol., 4: 184-190.
CrossRef - Seitz, H., W. Rieder, S. Irsen, B. Leukers and C. Tille, 2005. Three-dimensional printing of porous ceramic scaffolds for bone tissue engineering. J. Biomed. Mater. Res., 74B: 782-788.
Direct Link - Patirupanusaraa, P., W. Suwanpreukb, T. Rubkumintaraa and J. Suwanprateebb, 2008. Effect of binder content on the material properties of polymethyl methacrylate fabricated by three dimensional printing technique. J. Mater. Process. Technol., 207: 40-45.
CrossRef