
Hatef Hashemi
Department of Metallurgy and Materials, Faculty of Engineering, Shahid Bahonar University of Kerman, Kerman, Iran
Ramin Raiszadeh
Department of Metallurgy and Materials, Faculty of Engineering, Shahid Bahonar University of Kerman, Kerman, Iran
Journal of Applied Sciences
Year: 2009 | Volume: 9 | Issue: 11 | Page No.: 2115-2122







ABSTRACT
In this research, the detailed flow behaviour of liquid metal through a ceramic filter in a naturally-pressurised running system has been studied by direct observation of the metal flow through a glass window in the mould wall. The effect of the ceramic filter on the formation of double oxide film defects in the running system and the reliability of the castings produced were also investigated by Weibull statistical analysis. The results showed that the ceramic filter has a critical role in the reduction of the velocity and surface turbulence of the liquid metal and hence the creation of double oxide film defects in the naturally-pressurised running system. The reduction in the melt velocity was measured to be about 50%. It was shown that if the cross section of the runner is increased more than that which is necessary to keep the metal naturally-pressurised in the running system, a considerable amount of double oxide film defects form after the filter and this considerably reduces the reliability of the castings produced.
PDF Abstract XML References Citation
How to cite this article
Hatef Hashemi and Ramin Raiszadeh, 2009. Naturally-Pressurized Running Systems: The Role of Ceramic Filters. Journal of Applied Sciences, 9: 2115-2122.
DOI: 10.3923/jas.2009.2115.2122
URL: https://scialert.net/abstract/?doi=jas.2009.2115.2122
DOI: 10.3923/jas.2009.2115.2122
URL: https://scialert.net/abstract/?doi=jas.2009.2115.2122
INTRODUCTION
Aluminium alloy castings are increasingly commonplace in safety critical applications, such as in the automotive and aerospace industries. Such castings must be highly reliable and their mechanical properties should have a maximum consistency. A common casting defect with a random nature that significantly reduces the reliability of Al alloy castings is the double oxide film defect (Campbell, 2003); its presence has been shown to be deleterious to casting reliability and is highly undesirable.
The formation of a double oxide film defect in liquid alloys such as Al or Mg was first described by Campbell (2003). During the casting process, every time the surface of the liquid metal folds upon itself, two surface oxide films come into contact with each other on their unwetted sides and a volume of gas (presumably predominantly air) is trapped between them, leading to a crack in the solidified casting (Fig. 1). It is proposed (Campbell, 2003) that the oxide film defects can become convoluted because of turbulence in the bulk liquid during casting, but can open and expand again due to a variety of driving forces, such as the precipitation of hydrogen into their trapped atmosphere, especially during solidification (Campbell, 2003; Raiszadeh and Griffiths, 2008).
 | |
| Fig. 1: | Entrainment of a double oxide film defect (Campbell, 2003) |
The scanning electron micrographs presented in Fig. 2 shows the two halves of a double oxide film defect that were found at the same location on the fracture surfaces of a commercial-purity aluminium alloy tensile test bar (Raiszadeh, 2006). The symmetry of these layers confirmed that the oxide film was doubled and that its crack-like nature created a weak point in the tensile test bar.
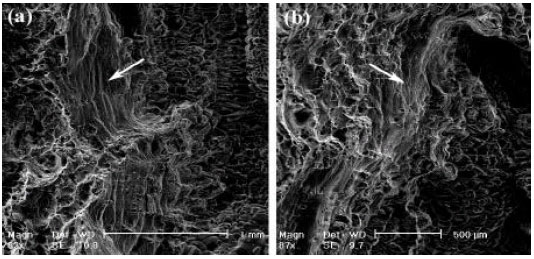 | |
| Fig. 2: | (a, b) Scanning electron micrographs of two symmetrical double oxide film defects, found at the same location in the two halves of a fractured tensile test bar (Raiszadeh, 2006) |
Such symmetrical oxide films on both sides of a fractured tensile test bar have also been observed by Cao and Campbell (2003) and Griffiths and Lai (2007).
Campbell (2003) showed that if the velocity of liquid metal when it enters into a mould cavity is greater than a critical value (i.e., 0.5 m sec-1 for many alloys), the inertial pressure overcomes the surface tension and the metal rises above the general level of the liquid surface and then subsequently falls back under gravity and creates double oxide film defects. Considering this critical ingate velocity and also studying the effect of filling system design on the formation of double oxide film defects during mould filling (using real time X-ray radiography and simulation software), Campbell (2004) introduced a new method to design the running system for metal casting. This running system was named a Naturally-pressurised running system.
In this new method, Campbell abandoned the concept of designing a localized choke (to reduce the velocity of the liquid metal) and designed the running system in such a way that the liquid metal is in permanent contact with the walls, gently pressurised by it. In such a system, the reduction in the liquid velocity is accomplished by right bends and filters and by providing specially designed runner extension systems, such as flow-offs (Campbell, 2004). Therefore, to maintain permanent contact between the melt and the walls, the cross-section of the running system after any feature that causes a reduction in the metal velocity (i.e., a right bend or a ceramic filter) should be increased proportional to the magnitude of the velocity reduction.
Habibollahzadeh and Campbell (2002) studied the flow of Al-12.5 wt.% Si alloy and cast iron (CE = 4.23) liquids inside a filtering system comprised of a bubble trap and a tangentially oriented 20-ppi ceramic filter by the use of video X-ray radiography, which enabled them to record the filling sequence of casting during the priming of the liquid metal and to measure the velocity of the melt entering the casting with and without the filtering system. They found that the velocities of both Al-Si and cast iron alloys were decreased by about 75-80% as they passed through the ceramic filter. Based on this observation, Campbell (2004) suggested that the cross-sectional area of the runner after a ceramic filter should be increased by about 4-5 times, if the contact between the liquid metal and the running system walls is to be maintained.
In this study, the detailed flow behaviour of liquid metal through a ceramic filter in a naturally-pressurised running system is studied by direct observation of the metal flow through a glass window in the mould wall. The effect of the filter on the formation of double oxide film defects and the reliability of the castings produced were also investigated.
MATERIALS AND METHODS
A naturally-pressurised running system with a pouring rate of 1 kg sec-1 was designed. In this design, the effect of a ceramic filter on the reduction of the melt velocity, as was suggested in the literature (Campbell, 2004), was presumed to be 75%. Therefore, the cross-section of the runner after the ceramic filter was calculated to be 4 times that of the cross-section before it. A schematic sketch and the dimensions of the pattern used to prepare the moulds are shown in Fig. 3.
 | |
| Fig. 3: | Schematic sketch and the dimensions of the pattern used to prepare the moulds |
| Table 1: | The chemical analysis of alloy A356 |
 | |
Two moulds were prepared using silica sand (AFS grain size of 73), 5% sodium silicate and CO2 gas; one of which had a 20 ppi alumina ceramic filter, with the dimensions of 50x50x22 mm (with a maximum capacity of 30 kg and a maximum flow rate of 1.5 kg sec-1) placed in its runner (Fig. 3). Two pieces of heat resistant glass that were inserted at the location of the filter and the runner in the wall of the moulds made the direct observation of the liquid metal flow possible.
Forty kilogram of A356 aluminium alloy, the composition of which is shown in Table 1, was melted in a crucible furnace and poured into each mould with a temperature of 750°C, after the oxide layer was removed from its surface in the crucible. The liquid metal filled the sprue, passed through the filter and the runner and filled the mould cavity (tensile test bars). The flow behaviour of the liquid metal through the filter and in the runner was captured on video tape using a Sony video camera with a 30 fps shutter speed. The video was then converted to JPEG pictures using Adobe Premiere 2 software.
To measure the effect of a 20 ppi ceramic filter on the reduction of the melt velocity, three other moulds with the same running system, but containing just the pouring basin, sprue, runner and a ceramic filter were also prepared. The runners after the filter in these moulds had equal lengths (5 cm), but different cross sectional areas of 2, 2.5 and 4 times larger than that of the runner before the filter. The liquid metal was prepared and poured into these moulds the same way as described above. A video camera captured pictures from the melt as it poured out of the mould through the wall at the end of the runner (frontal view) and the percentage of the cross section of the runner that was filled with the melt was measured later from these pictures.
Finally, to assess the effect of the ceramic filter on the reliability of the castings, 12 other moulds, four without a ceramic filter (denoted Unfiltered), four with a ceramic filter in the runner and a fourfold increase in the cross section of the runner after the filter (denoted Filtered X4) and four with a filter but a twofold increase in the cross section of the runner after the filter (denoted Filtered X2) were also prepared to cast test bars with a length of 200 mm and a diameter of 20 mm. The bars (22 for each set) were then machined to tensile test samples and were pulled by a Schenck tensile test machine (maximum load of 100 kN) with a strain rate of 1 mm min-1 to obtain Ultimate Tensile Strength (UTS) and percent elongation values, from which a Weibull modulus plot was created to determine the reproducibility of the mechanical properties obtained with each casting set.
The Weibull modulus has been frequently used to characterise the dispersion of mechanical properties (Cox et al., 2003; Nyahumwa et al., 1998) and the so called two-parameter Weibull cumulative distribution is given as (Khalili and Kromp, 1991):
(1) |
where, P is the probability of failure at a tensile stress of x and σ is the characteristic stress at which 1/e of specimens survived.
The Weibull parameters are the Weibull modulus λ and the scale or position parameter σ. Taking the logarithm of this equation twice gives:
(2) |
The Weibull modulus λ is therefore the slope of a plot of ln{ln[1/(1-Pn)]} against ln(UTS), where Pn is a measure of the probability of failure for the nth sample. This can be estimated in various ways, but Khalili and Kromp (1991) showed that the following estimator gave the most accurate determination of the Weibull modulus:
(3) |
where, n is the ranked position of the specimen result when all results are ordered in an ascending fashion and N is the total number of results.
The Weibull modulus is therefore a single value that shows the spread of properties, with a higher Weibull modulus indicative of a narrower spread of properties and, in this case, an indication of a casting operation that would be associated with low numbers of defects in the final casting and a greater reproducibility of properties. For pressure die castings, λ is often between one and ten, whereas for many gravity-filled castings, it is between 10 and 30. For good quality aerospace castings, a value between 50 and 100 is more usual (Campbell, 2003).
The scale parameter σ represents the tensile stress (or percent elongation) below which 63.2% of the samples failed and, in a sense, is similar to a mean value as a representation of a set of normally distributed data.
RESULTS
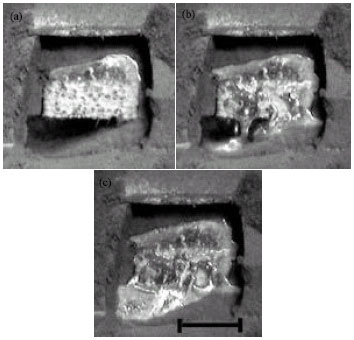
Effect of ceramic filter on the behaviour and the velocity of liquid metal: Figure 4 shows the flow of the liquid metal through the ceramic filter. It is evident (Fig. 4a) that the liquid metal first accumulated on the top face of the ceramic filter and could not pass through it. The pores on the face of the ceramic filter created a considerable capillary back pressure due to surface tension, effectively preventing any fluid flow until the pressure in the fluid was enough to overcome this critical priming pressure (Lo and Campbell, 2000). This delay was determined, using the camera pictures, to take about 0.4 sec; during which, according to the pouring rate, the sprue was filled by the liquid metal and the possibility of any surface turbulence and formation of double oxide film defects in it was eliminated.
Subsequently, the metal passed through the filter as several separate streams (Fig. 4b, c). Each stream is covered by an Al2O3 tube. According to Campbell (2003), if the height of this falling stream is more than 12.5 mm, the shear force of the falling liquid is great enough to tear the oxide layer around the stream and entrain it continuously into the bulk liquid. The runner below the filter was 44 mm high and, according to the camera pictures, filled in 2.12 sec. It took 1.76 sec, a considerable time comparing to the total casting time of 4.3 sec, for the height of the falling stream to be reduced to below 12.5 mm. During this time, each separate stream falling from the ceramic filter entrained a considerable amount of double oxide film defects into the bulk metal. Hence, the ceramic filter was itself a source of oxide film creation, rather than a means of preventing it from forming.
However, the presence of the ceramic filter in the runner decreased the liquid turbulence in the runner after the filter.
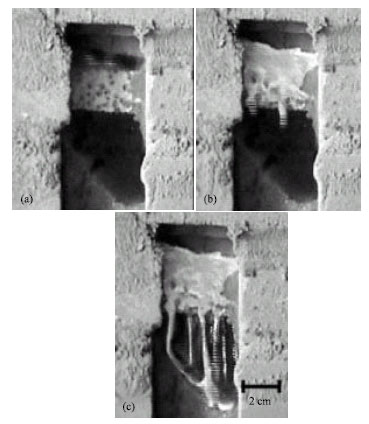 | |
| Fig. 4: | The behaviour of liquid metal flow through the ceramic filter in the filtered X4 running system. (a, b) accumulation of the melt on the top face and (c) passage of metal through the filter as several separate liquid streams |
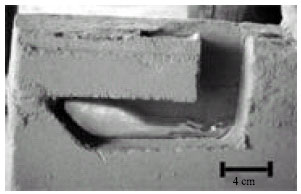 | |
| Fig. 5: | The flow of liquid metal in the runner of filtered X4 running system. The liquid metal rises calmly in the runner |
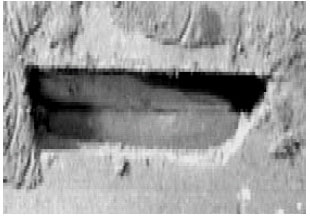
This was evident from the pictures recorded during the direct observation of the liquid flow in the runners that included, or did not include, a ceramic filter (Fig. 5, 6, respectively). When the filter was not inserted in the runner (Fig. 6), the metal flowed into the runner with a relatively high velocity, folded upon itself and flowed back after it crashed into the end of the runner. This action created and entrapped a significant amount of double oxide film defects in the liquid metal.
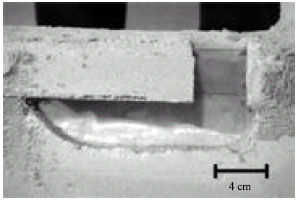 | |
| Fig. 6: | The flow of liquid metal in the runner of unfiltered running system. The liquid metal folded upon itself and moved backwards after it crashed into the end of the runner |
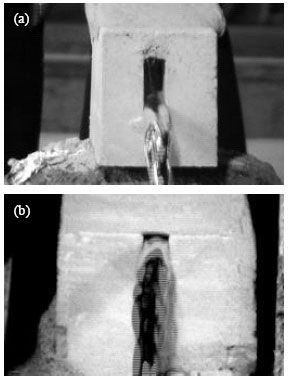 | |
| Fig. 7: | The flow of the liquid metal as it poured out of the runner in (a) filtered X4 and (b) filtered X2 running systems |
In contrast, the presence of a ceramic filter in the runner (Fig. 5) decreased the metal velocity and surface turbulence. After the melt reached the end of the runner, it pushed the surface oxide layer up gently and prevented it from becoming entrained in the bulk liquid.
Figure 7a shows the liquid metal pouring out of a runner, the cross section of which was increased fourfold as it passed through the ceramic filter. It is evident that the melt could fill about half of the cross section. This implies that the effect of the ceramic filter on the reduction of the melt velocity was less than 75% (as suggested by Habibollahzadeh and Campbell (2002)); otherwise, based on the design assumptions, the liquid metal should have filled whole of the cross section as it passed through the filter.
 | |
| Fig. 8: | The behaviour of liquid metal flow through the ceramic filter in the filtered X2 running system. (a) accumulation of the melt on the top face, (b) passage of metal through the filter. The number of the separated streams was much less and coalesced more quickly and (c) than that of filtered X4 running system (Fig. 4) |
In the next experiments, the increase in the cross section of the runner (due to the effect of the filter) was decreased from a factor of 4 to factors of 2.5 and 2. The result of the experiment with a 2.5 fold increase in the cross section of the runner also showed that the liquid metal could only fill about 80% of the cross section. However, when this cross section increase (due to the effect of filter on the melt velocity) was reduced to a factor of two, Fig. 7b, the melt could fill whole of the cross section of the runner. Therefore, it was concluded that the ceramic filter actually decreased the melt velocity by about 50%.
The experiment with the heat resistant glass inserted to the wall of the mould was repeated and the cross sectional area of the runner was increased twofold as it passed through the filter. The pictures taken from the melt as it passed through the filter (Fig. 8a-c) showed that the filling time of the runner was reduced from 1.76 to 0.73 sec and that the length of the falling stream reduced to 12.5 mm in just 0.32 sec. This factor, along with the shallow slope of the runner under the filter, caused the streams to join and quickly eliminated the possibility of the formation of double oxide film defects.
 | |
| Fig. 9: | The flow of liquid metal in the runner of filtered X2 running system. The liquid filled whole of the cross section as it proceeded in the runner |
The observation of the liquid flow through the runner (Fig. 9) also showed that the liquid metal filled the whole of the cross section as it proceeded in the runner after the filter. It eliminated any chance of surface turbulence and the creation of double oxide film defects.
In summary, using a ceramic filter in the running system was found to decrease the melt velocity by 50% and the cross section of the runner after the filter should therefore be increased twofold to keep the liquid metal in permanent contact with the runner walls. Such a design almost completely eliminates any chance of surface turbulence in the running system and should therefore produce the most reliable castings possible. Tensile tests and the Weibull distribution were utilized to confirm this effect.
Effect of ceramic filter on the mechanical properties: Figure 10 shows the histogram of UTS values and Fig. 11 and 12 show the Weibull plots for the ultimate tensile strengths and percent elongations obtained from the tensile samples produced by each running system (Unfiltered, Filtered X4 and Filtered X2).
Figure 10 shows that, in all three running systems, the UTS histograms are skewed to higher values with different skewnesses, with Unfiltered and Filtered X2 castings having the most and least scattered properties, respectively. This is the usual distribution of tensile properties of Al casting samples (Green and Campbell, 1993), which justifies the use of a flexible distribution, like the two-parameter Weibull, rather than the usual normal distribution. The Weibull parameters of UTS and percent elongation values obtained from different gating systems are summarised in Table 2 and 3.
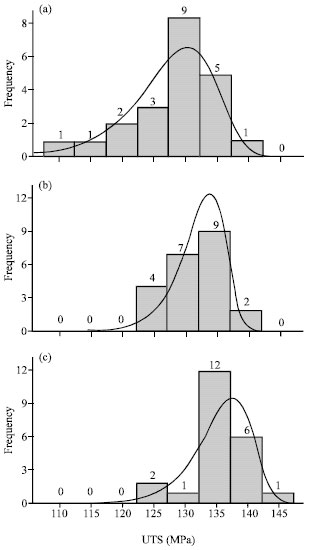 | |
| Fig. 10: | The histogram of the UTS values from the three different running systems, (a) unfiltered, (b) filtered X2 and (c) filtered X4 |
 | |
| Fig. 11: | The Weibull plot for UTS values from the three different running systems |
 | |
| Fig. 12: | The Weibull plot for percent elongation values from three different running systems |
| Table 2: | Summary of Weibull parameters of UTS values obtained from different gating systems |
 | |
| Table 3: | Summary of Weibull parameters of percent elongation values obtained from different gating systems |
 | |
These results showed that the scale parameter for UTS and percent elongation values was not changed considerably by the presence of a ceramic filter or the change in the cross section of the runner after the filter, although the Unfiltered castings had the lowest scale parameters. However, the Weibull modulus was strongly affected by these two factors. The test bars obtained with an unfiltered running system were associated with a Weibull modulus of 23.04 and 3.266 for UTS and percent elongation values, respectively, whereas these values increased to 35.23 and 4.266 in Filtered X4 samples. The most reliable casting were produced by a Filtered X2 running system, with Weibull moduli of 42.60 and 5.89 for UTS and percent elongation values, respectively.
DISCUSSION
Unpredictability is the most deleterious effect of double oxide film defects. If a double oxide film enters a running system, or is created in it, it may or may not find the chance to enter the mould cavity and, if it enters, its location in the casting (i.e., attached to the mould wall or placed at a critical point in the casting) is random. The presence of double oxide film defects therefore not only may decrease the tensile properties, but also scatters them around the mean value and decreases the reliability of the castings produced. Therefore, the Weibull modulus, because it actually shows the scale of the scatter in the data set, can be used as a criterion to assess the amount of double oxide film defects in castings produced by a specific method, if the other factors remain constant.
The results showed that the presence of a filter in the running system decreases the melt velocity and the surface turbulence considerably. The filter stopped the liquid metal for a short time at the beginning of the pouring and thus caused the sprue to be filled with liquid metal and become free of surface turbulence quickly. This eliminated the possibility of double oxide film formation in the sprue, where the liquid metal has the most surface turbulence if not filled completely or quickly (Campbell, 2004). The ceramic filter may also have removed some of the oxide film defects and inclusions that were possibly present in the liquid metal and may have entered the running system during pouring. However, the effect of a ceramic filter on the removal of double oxide film defects has not yet been systematically studied. The decrease in the melt velocity also caused less oxide films to form in the running system. Therefore, even though the formation of some double oxide film defects after the filter in the Filtered X4 running system was observed, the Weibull analysis of the produced castings showed that, compared to Unfiltered samples, Filtered X4 specimens contained fewer double oxide film defects. Therefore, the presence of the filter had a considerable effect on preventing these defects from forming in the running system or entering the mould cavity.
Using a ceramic filter in the running system was found to decrease the melt velocity by 50%. This contradicted the results of Habibollahzadeh and Campbell (2002), who suggested a 75-80% reduction in the melt velocity as it passed through a 20-ppi ceramic filter. They calculated the effect of a ceramic filter on the reduction of the melt velocity by measuring the velocities of the very first liquid front with an online X-ray device, as it entered and exited the filter. This liquid front was considerably colder and more contaminated than the rest of the metal and the cold ceramic filter could also have had a considerable influence on the reduction in velocity. The method used in this work to measure the decrease in the liquid velocity due to a filter eliminated this cold metal effect.
However, the comparison between the Weibull results of Filtered X4 and Filtered X2 test bars showed that, while the average properties of the test bars were almost unchanged, the scatter in the tensile properties and hence the amount of double oxide film defects, was less when the cross section of the runner was increased two times as it passed through the filter. This confirmed the conclusions from the results of the direct observation of the liquid flow through these two running systems and showed that the excess increase in the cross section of the runner after the filter in Filtered X4 running system (over what was necessary to keep the metal naturally-pressurised) caused the formation of some double oxide film defects in the runner. This is undesirable and deleterious to the reliability of the castings produced.
CONCLUSION
The direct observation of liquid metal flow through a ceramic filter and the Weibull statistical analysis of the mechanical properties showed that the ceramic filter had a critical role in the reduction of the velocity and the surface turbulence of the liquid metal and hence, the creation of double oxide film defects, in a naturally-pressurised running system.
This reduction in the melt velocity was measured to be about 50% and the cross section of the runner after the filter should therefore be designed to be two times larger than that of the runner before the filter to keep the liquid metal in a permanent contact with the mould walls and slightly pressurised by it. It was shown that if the cross section of the runner was increased more than this, a considerable amount of double oxide film defects were formed after the filter. Such a design decreased the reliability of the castings produced.
ACKNOWLEDGMENTS
The authors would like to gratefully thank the International Center for Science and High Technology and Environmental Sciences, Mahan, Kerman, Iran, who supported this project under the contract No. 1/2952.
REFERENCES
- Cao, X. and J. Campbell, 2003. The nucleation of Fe-rich phases on oxide films in Al-11.5Si-0.4Mg cast alloys. Metallurgical Mater. Trans. A, 34: 1409-1420.
Direct Link - Cox, M., R.A. Harding and J. Campbell, 2003. Optimised running system design for bottom filled aluminium alloy 2L99 investment castings. J. Mater. Sci., 19: 613-625.
Direct Link - Green, N.R. and J. Campbell, 1993. Statistical distributions of fracture strengths of cast A1-7Si-Mg alloy. Mater. Sci. Eng. A, 173: 261-266.
Direct Link - Griffiths, W.D. and N.W. Lai, 2007. Double oxide film defects in cast magnesium alloy. Metallurgical Mater. Trans. A, 38: 190-196.
Direct Link - Khalili, A. and K. Kromp, 1991. Statistical properties of weibull estimators. J. Mater. Sci., 26: 6741-6752.
Direct Link - Raiszadeh, R. and W.D. Griffiths, 2008. A semi-empirical mathematical model to estimate the duration of the atmosphere within a double oxide film defect in pure aluminium alloy. Metallurgical Mater. Trans. B, 39: 298-303.
Direct Link