
M. Omid
Department of Agricultural Machinery Engineering, Faculty of Biosystems Engineering, University of Tehran, Karaj, Iran
S.S. Mohtasebi
Department of Agricultural Machinery Engineering, Faculty of Biosystems Engineering, University of Tehran, Karaj, Iran
S.A. Mireei
Department of Agricultural Machinery Engineering, Faculty of Biosystems Engineering, University of Tehran, Karaj, Iran
E. Mahmoodi
Department of Agricultural Machinery Engineering, Faculty of Biosystems Engineering, University of Tehran, Karaj, Iran
Journal of Applied Sciences
Year: 2008 | Volume: 8 | Issue: 23 | Page No.: 4338-4345







ABSTRACT
In this study, a finite element routine was first used to calculate the static displacements and stresses under the maximum compression and tension loadings in the connecting rod of universal tractor (U650), which were then used for critical points evaluation. Fatigue analysis and longevity after a 1000000-cycle load, assessed through using of ANSYS software. Calculations based on fatigue life and accurate loading histories permit rod to be optimized for durability without the need for expensive and time-consuming testing of series of prototypes. According to this study, the critical point of the connecting rod of U650 is end of the shank and near piston pin hole (point 46). This point is critical point not only in tensional loading but also in compressive loading. The allowable number of cyclic loading on this part under fully reversed loading assumption is 108 cycles that will be increased by decreasing amount of the stress concentration coefficient. The results obtained from the present study can be used to bring about modifications in the process of connecting rod manufacturing.
PDF Abstract XML References Citation
How to cite this article
M. Omid, S.S. Mohtasebi, S.A. Mireei and E. Mahmoodi, 2008. Fatigue Analysis of Connecting Rod of U650 Tractor in the Finite Element Code ANSYS. Journal of Applied Sciences, 8: 4338-4345.
DOI: 10.3923/jas.2008.4338.4345
URL: https://scialert.net/abstract/?doi=jas.2008.4338.4345
DOI: 10.3923/jas.2008.4338.4345
URL: https://scialert.net/abstract/?doi=jas.2008.4338.4345
INTRODUCTION
Despite the fact that most engineers and designers are aware of fatigue and that a vast amount of experimental data has been generated on the fatigue properties of various metallic and non-metallic materials, fatigue failures of engineering components are still common. A number of factors influence the fatigue life of a component in service, viz., (i) complex stress cycles, (ii) engineering design, (iii) manufacturing and inspection, (iv) service conditions and environment and (v) material of construction. The use of calculations and simulations is a key feature of the modern design process. Several properties such as stress, strength, stiffness, durability, handling, ride comfort and crash resistance can today be numerically analyzed with varying levels of accuracy. Development time can be shortened by ensuring that some, or rather all, of these properties fulfill established requirements even before the first prototype is being built. Accordingly, calculations based on fatigue life and accurate loading histories permit structures and components to be optimized for durability without the need for expensive and time-consuming testing of series of prototypes. Thus designs can be obtained that are less conservative (i.e., better optimized) than those based on traditional criteria, such as maximum load or stress for a series of standard load cases (Fermer and Svensson, 2001). The use of Finite Element Method (FEM) for calculating stress and strain is a well established procedure in analyzing fatigue and determining longevity. For example, Del Llano-Vizcaya et al. (2006) carried out stress analysis in the FE code ANSYS and then performed multiaxial fatigue study of helical compression springs using the fatigue software nCode. Biancolini et al. (2003) designed a connecting rod based on fatigue analysis. Beretta et al. (1997) presented a resistant method to failure on connecting rod design that improved the fatigue life slightly. They found that the occurrence of fatigue phenomenon is closely related to the appearance of cycling stresses within the connecting rod body. Lu (1996) presented an approach to optimize the shape of a connecting rod subjected to a load cycle which consisted of the inertia load deducted from gas load as one extreme and peak inertia load exerted by the piston assembly mass as the other extreme. A FE routine was first used for calculating the displacements and stresses in the connecting rod, which were then used in another routine to calculating the total life. Fatigue life was defined as the sum of crack initiation and crack growth lives, with crack growth life obtained using fracture mechanics. Rahman et al. (2008) presented the finite element based fatigue life prediction of a new free piston linear generator engine mounting. The objective was to assess the critical fatigue locations on the component due to loading conditions. They concluded that Morrow mean stress correction method gave the most conservative (less life) results for crack initiation method.
Very few cases of fatigue failure analysis of agricultural vehicles have been reported in the literature. Nanaware and Pable (2003) described a case study on the fatigue fracture of rear axle shafts of 575 DI tractors. The failure of rear axle shafts was due to inadequate spline root radius, which led to crack initiation and subsequent crack growth is by fatigue under the cyclic loading conditions of field operation. In general, the shafts in power plant systems run with a steady torsion combined with cyclic bending stress due to self-weight or weights of components or possible misalignment between journal bearings (Bhaumik, 2002). A similar case study (Nanaware and Pable, 2003) was reported in Fatigue Design Handbook AE 10 (Fatigue design handbook, 1988). This case study was of scraper type tractor rear axle shaft failures. The rear axle shafts were failing within six months of service, even though durability tests were done in the laboratory. Fatigue was the predominate mode of failure due to reverse torque. Pandey (2003) conducted a failure investigation on diesel engine crankshafts used in tractors which were made from 0.45% carbon steel. The failure in the crankshafts has been initiated mostly from the crank pin-web fillet region by a fatigue mechanism. The estimated stress level for fatigue initiation is in the range of 175 MPa. Rabb (1996) examined the fatigue failure of a connecting rod in a medium-speed diesel engine. The FE analysis and fatigue data led to an improved design of connecting rod. The difficulties in making a sufficiently good FE model with exact geometry of fine details and with all important nonlinearities are explained. Pistek and Novotny (2006) studied on the crank train virtual development of a new series of a tractor in-line four-cylinder diesel engine. The new series used a modified version of a connecting rod for which the mass, the reciprocating weight and the rotating weight were, respectively, 28, 46 and 7% less than the original one. They concluded that a fatigue of the modified connecting rod slightly decreases but is still in the safety limit. Akinci et al. (2005) examined the failure of the transmission gear in a rotary tiller. The rotary tiller is attached to a tractor three-point linkage system and driven by the tractor PTO. The failure types were abrasion and plastic deformation. The reasons for the failure were design errors and material faults. More recently, Bayrakçeken et al. (2007) carried out failure analysis of crankshafts of two single cylinder diesel engines. The single cylinder diesel engines are extensively used in agricultural areas for several purposes such as water pumping or driving some auxiliary agricultural vehicles. Two different failure cases of crankshafts of these engines were analyzed. Some characterization studies and fractographic analysis were also carried out to asses the failure reason. However, the cranks have some miner design differences, both failures are occurred after a fatigue process.
In this study, fatigue analysis and longevity of the U650 universal tractor connecting rod is carried out in the FE code ANSYS. U650 model of universal tractor is one of the conventional tractors currently being used in Iran.
MATERIALS AND METHODS
Fatigue failure of mechanical components is a process of cyclic stress/strain evolutions and redistributions in the critical stressed volume. It may be imagined that due to stress concentration (notches, material defects or surface roughness) the local material yields firstly to redistribute the loading to the surrounding material, then follows with cyclic plastic deformation and finally crack initiates and the resistance is lost. Therefore, the simulations for cyclic stress/strain evolutions and redistributions are critical for predicting fatigue failure and improving the accuracy of fatigue life prediction of mechanical components. In general, the fatigue process embraces two basic domains of cyclic stressing or straining, as shown in Fig. 1, differing distinctly in character (Glodez et al., 2002). In each domain, failure occurs by different physical mechanisms:
| • | Low-Cycle Fatigue (LCF)-where significant plastic straining occurs. LCF involves large cycles with significant amounts of plastic deformation and relatively short life. The analytical procedure used to address strain-controlled fatigue is commonly referred to as the strain-life, crack-initiation, or critical location approach |
| • | High-Cycle Fatigue (HCF)-where stresses and strains are largely confined to the elastic region. HCF is associated with low loads and long life. The stress-life (S-N) or total life method is widely used for high-cycle fatigue applications-here the applied stress is within the elastic range of the material and the number of cycles to failure is large. While low-cycle fatigue is typically associated with fatigue life between 10 to 100,000 cycles, HCF is associated with life greater than 100,000 cycles |
The model for the fatigue crack initiation presented here is based on the continuum mechanics approach, where it was assumed that the material is homogeneous and isotropic, i.e., without imperfections or damages. Methods for analysis in that case is usually based on the Coffin-Manson relation between deformations (ε), stresses (σ) and the number of loading cycles (N). The strain-life method (ε-N) is usually used to determine the number of stress cycles N required for the fatigue crack initiation, where it is assumed that the crack is initiated at the point of the largest stresses in the material.
 | |
| Fig. 1: | Strain-life (ε-N) method for the fatigue crack initiation (Lu, 1996) |
The Coffin-Manson formulation can be used for life predictions and the total cyclic strain range Δε, comprises two components (elastic and plastic cyclic strain range Δεe and Δεp), can be described as (Glodez et al., 2002; Bannantine et al., 1990):
(1) |
where, E is the Young`s modulus, σF is the fatigue strength coefficient, εF is the fatigue ductility coefficient, b is the exponent of strength and c is the fatigue ductility exponent, (Fig. 1). Eq. 1 can only be solved numerically. The number of stress cycles N required for the fatigue crack initiation can then be solved iteratively from Eq. 1 with the appropriate material parameters E, εF, σF, b and c.
Case study: U650 universal tractor connecting rod: The model discussed above has been used for the computational determination of the fatigue life of U650 universal tractor connecting rod with complete data set given in (Table 1). The connecting rod is made of high strength alloy steel with Young`s modulus E = 207 GPa and Poison`s ratio v = 0.3. The majority of connecting rods are made of ductile metallic material (Whittaker, 2001).
For carrying out the fatigue analysis, it is necessary to determine the maximum load. In this study, for calculating the maximum load, the mean effective pressure of the cylinder and mechanical yield of the engine were assumed to be 0.8 MPa and 0.7, respectively (Artamonov et al., 1976). The maximum load was thus found to be 9500 N. We also have to specify fully reversed loading to create alternating stress cycles (Hancq, 2003; Hancq et al., 2000), i.e., measure the tension/compression asymmetry of the yield strength on connecting rod under fully reversed loading (load is applied, removed, then applied in the opposite direction with a max loading of 9500 N). Since this is a stress-life fatigue analysis, no mean stress theory needs to be specified because no mean stress will exist under fully reversed loading.
| Table 1: | Universal tractor (U650) connecting rod data for the studied rod |
 | |
 | |
| Fig. 2: | Geometric dimensions of the connecting rod |
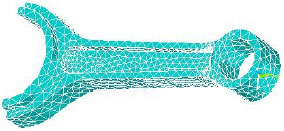 | |
| Fig. 3: | Meshed model of the connecting rod |
FE-mesh: In the next stage of the analysis, one virtual model of the connecting rod was constructed. The geometric dimensions of the connecting rod were derived from the original connecting rod of the U650 universal tractor with 0.1 mm accuracy (Fig. 2). The virtual model was then prepared by SolidWorks software. The model was then called in the ANSYS Perp7 processor and the parameters of material property of the connecting rod (Table 1) were entered into the software. For achieving high accuracy, a 10-node tetragonal element (SOLID92) was used (Fig. 3) (Hancq, 2003). Each node in SOLID92 element has a six degree of freedom behavior and is well suited to model irregular meshes (Rabb, 1996).
Numerical analysis: In order to carry out the analysis in the FE code ANSYS (Hancq, 2003; Hancq et al., 2000) it is necessary to import geometry, apply boundary conditions and loading corresponding to the maximum developed load, i.e., 9500 N. The response of connecting rod to fully reversed, tension/compression loading is investigated by examining their fatigue lives, critical damage initiation points and their residual strength. Initially the maximum load is exerted in the tensional manner and by applying the boundary conditions, the FE results is obtained. Next, the tensional loading is removed and the maximum load is exerted in compression mode. Since Von-Mises stress is being used to compare against fatigue material data, in both runs, the Von Misses stresses are activated by using POST1 option in ANSYS. Now we can perform stress and fatigue calculations for both cases. In each case, the model is solved and the critical points are identified. The simulation results are shown in Fig. 4 and 5. The critical points, according to Fig. 4 and 5, are located at points 46 (end of the shank, near to piston pin hole), 5232 (lateral and inner face of crank end of the connecting rod) and 4887 (end of the shank and near to crank hole) in tensional loading and point 46 again in compression loading of the connecting rod.
 | |
| Fig. 4: | (a) Von Misses stress contour in tensional loading and critical points at (b) point 46, (c) point 4887 and (d) point 5232 |
 | |
| Fig. 5: | (a) Von Misses stress contour in compressive loading and (b) critical point at point 46 |
Having determined the critical points, the fatigue analysis was focused on them. A value of 1.25 was given for stress concentration coefficient to account for the differences between the original connecting rod and the modeled type (Rabb, 1996). Finally, a factor of safety for a design life of 1,000,000 cycles was considered for the loading cycle (Hancq, 2003). The partial usage which is an indication of cumulative fatigue usage defined as the ratio of cycle used/allowed, is also determined. A summary of the results for the critical points is shown in Fig. 6.
 | |
| Fig. 6: | Obtained results for fatigue calculation on points 46, 5232 and 4887 in tensional loading |
RESULTS AND DISCUSSION
Based on the FE analysis of the connecting rod, it is found that, in the tensional loading, the maximum stress was 29.4 MPa (Fig. 4). Maximum stress in compressive loading was 24 MPa (Fig. 5). Critical points of the FE model were at the points 46, 5232 and 4887 in tensional loading and point 46 in compressive loading (Fig. 4, 5). According to the results shown in Fig. 6, the cyclic stresses on points 46, 5232 and 4887 are 26.793, 4.167 and 12.994 MPa, respectively. The partial usage which is an indication of ratio of the loading cycle number to allowable cycles is 0.01 for all three points. Also, with respect to these results, the allowable number of cyclic loading on the connecting rod is found to be 108 cycles.
CONCLUSIONS
According to this study, finite element method is evaluated as a useful approach to recognize the critical points and fatigue life time of the reciprocating components such as connecting rods. In the case of U650 tractor connecting rod the critical point, is point 46, i.e., at the end of the shank and near piston pin hole. This point is critical point not only in tensional loading but also in compressive loading. The allowable number of cyclic loading on this part under fully reversed loading assumption is 108 cycles. In order to improve on fatigue life of the connecting rods of tractors further, this value may be increased by decreasing the stress concentration coefficient.
ACKNOWLEDGMENTS
The authors would like to thank the financial support provided by the Research Department of University of Tehran.
REFERENCES
- Akinci, I., D. Yilmaz and M. Canakci, 2005. Failure of a rotary tiller spur gear. J. Eng. Failure Anal., 12: 400-404.
CrossRef - Bannantine, J., J. Comer and J. Handrock, 1990. Fundamentals of Metal Fatigue Analysis. 1st Edn. Prentice Hall, New Jersey, ISBN-10: 013340191X.
Direct Link - Bayrakceken, H., S. Tasgetiren and F. Aksoy, 2007. Failures of single cylinder diesel engines crank shafts. J. Eng. Failure Anal., 14: 725-730.
CrossRef - Beretta, S., A. Blarasin, M. Endo, T. Giunti and Y. Murakami, 1997. Defect tolerant design of automotive components. J. Fatigue, 19: 319-333.
CrossRef - Bhaumik, S.K., 2002. Fatigue fracture of crankshaft of an aircraft engine. J. Eng. Failure Anal., 9: 255-263.
CrossRef - Biancolini, M.E., C. Brutti, E. Pennestrì and P.P. Valentini, 2003. Dynamic, mechanical efficiency and fatigue analysis of the double cardan homokinetic joint. J. Vehicle Design, 33: 47-65.
CrossRef - Del Llano-Vizcaya, L., C. Rubio-González, G. Mesmacque and T. Cervantes-Hernández, 2006. Multiaxial fatigue and failure analysis of helical compression springs. J. Eng. Failure Anal., 13: 1303-1313.
CrossRef - Fermer, M. and H. Svensson, 2001. Industrial experiences of FE-based fatigue life predictions of welded automotive structures. J. Fatigue Fract. Eng. Mater Struct., 24: 489-500.
CrossRefDirect Link - Glodez, S., M. Sraml and J. Kramberger, 2002. A computational model for determination of service life of gears. J. Fatigue, 24: 1013-1020.
CrossRef - Hancq, D.A., A.J. Walters and J.L. Beuth, 2000. Development of an object-oriented fatigue tool. J. Eng. Comput., 16: 131-144.
CrossRefDirect Link - Lu, P.C., 1996. The optimization of a connecting rod with fatigue life constraint. Int. J. Mat. Prod. Technol., 11: 357-370.
Direct Link - Nanaware, G.K. and M.J. Pable, 2003. Failures of rear axle shafts of 575 DI tractors. J. Eng. Failure Anal., 10: 719-724.
CrossRef - Pandey, R.K., 2003. Failure of diesel-engine crankshafts. J. Eng. Failure Anal., 10: 165-175.
CrossRef - Rahman, M.M., A.K. Arffin, N. Jamaludin, S. Abdullah and M.M. Noor, 2008. Finite element based fatigue life prediction of a new free piston engine mounting. J. Applied Sci., 8: 1612-1621.
CrossRefDirect Link - Whittaker, D., 2001. The competition for automotive connecting rod markets. J. Metal Powder Report, 56: 32-37.
CrossRef