
Bassam A. Al-Helou
Faculty of Engineering, Al-Isra University, P.O. Box 99, 1 1 622 Amman-Jordan
Journal of Applied Sciences
Year: 2004 | Volume: 4 | Issue: 1 | Page No.: 171-176







ABSTRACT
This study embarks on the viable possibility of evolving a minor solid copper bars factory with machinery that had been installed locally for limited financial resources. It is meanwhile figured out that some of its engines worked well, whereas the performance of others needs improvement. Hence, we can safely say that had the factory been built with an engineering consultancy, its overturn would have been much better. Production at this factory was confined to solid copper bars. However, we have managed in this research to develop central heating collectors and other flattened forms of bars in addition to those mentioned above, by manufacturing and installing a binary piston vis-a-vis the main one and thus revoking the formerly used singular piston. For the purpose of securing staff safety, a providing jack has been designed and installed with a view to carry the formation mass to the piston for extrusion instead of being formerly done manually by special tongs, while it is extremely hot, thus endangering the life of workers
PDF Abstract XML References Citation
How to cite this article
Bassam A. Al-Helou, 2004. Evolving an Inverted Extrusion Piston. Journal of Applied Sciences, 4: 171-176.
DOI: 10.3923/jas.2004.171.176
URL: https://scialert.net/abstract/?doi=jas.2004.171.176
DOI: 10.3923/jas.2004.171.176
URL: https://scialert.net/abstract/?doi=jas.2004.171.176
INTRODUCTION
In 3000 B.C, ancient Egyptians discovered the first alloy in history by mere chance. It was known as the bronze alloy. The discovery was the outcome of melting crude copper with that of tin. Ancient Egyptians also got to know that adding tin to copper would reduce its melting grade and make its casting simpler.
Nevertheless, progress in alloy industry remained slow throughout centuries, as its manufacturers deemed it wise to maintain this profession for themselves and only to inherit it to their breed. So its proliferation was so rare that it neared to obliteration.
But in the twentieth century, especially during World War I and II, this industry of alloys and formation mass was revived and acquired remarkable development and was combined with advanced mechanical and automatic means that put it at a competitive level with other means of production, if not even to outmatch them at times, e.g. in smithery and welding processes[1]. The alloy industry went further also to engrain its roots by generating many new alloys with controllable characteristics, continued innovation of a number of ways of advanced casting and by using scientific method to control bar quality, which subsequently leads to the abandonment of old ways of its manufacturing.
This study is essentially based on the utilization of scrape in local markets in Jordan instead of being exported cheap or destroyed. Yellow copper is considered the best for making central heating collectors which are used in thermopipes or for potable water fillings. This scrape can be collected from junk water pipes, taps, copper pipes and electrical wires etc.
Melting and molding formation mass: Figure 1 shows the blast furnace of melting copper as such, where yellow copper with zinc and lead are melted at 60, 37.5, 2.5%, respectively and of melting red copper with zinc at 60 and 40%, respectively, too, with a view to casting the formation mass that is viable for extrusion and production later on. As melting is over, impurities will be completely removed by traditional means. But for the casting of the melted metal in the proper mold, the latter-which is of permanent mold-should be heated at nearly 100°C to reduce oxidization between the melted metal and the mold. The casting process will be carried out also by the traditional means of using the scoop. Fig. 1 shows how the melted metal is cast at a regular pace and with minimum hindrance. And it takes only little time to get the metal hardened inside the mold.
The mold is cooled by water poured on its external and internal walls to provide it with an effective cooling power. The formation mass will then be gathered by hammering. To that end, the mold has to be well designed and manufactured and more an enduring metal than other tools used in other forms of casting, as these very metal molds are exposed to an extensive pressure that is intentionally employed to push the metal from the cavity of the mold itself. Normally, the formation mass cast will be nearly 25 cm long and about 16 kg of weight.
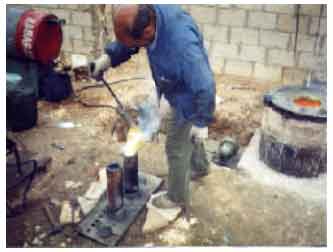 | |
| Fig. 1: | The blast furnace of melting copper and the traditional way to pour down the mass inside the mold |
Deficiencies of cast formation mass: Occasionally, some deficiencies may emerge in the formation mass, such as porosity, retraction, fracture and rupture, during and after the casting process. So, for the obtainment of well done alloys, residues should be removed, an endeavor that requires the good attention of all, i.e. the designer, the executive engineer and the casting laborer, as well as adherence to the specific measures of improving the melting and casting process of metals[1]. Despite the immense lack in the technical and fundamental information related to metal solidification, the progress so far achieved in reducing the deficiencies in alloys is thanks to the correlative technical group of the cast. As for the special preparatory steps for melting and handling the metal on the one hand and for fitting the mold out on the other, they are well known and fully calculated and their control seems very customary in all alloys. Then follows the metal hardening stage where the founder's power of control ceases, as the metal's solidification process will be accomplished in accordance with the natural milieu, taking into consideration, of course, the possible intervention of completely unknown factors in this process. In any case, metallurgy solidification remains one of the peculiar sciences in spite of the continuous research and experiments that have been conducted in this field and galvanized with mystery up to date[2].
Generally speaking, there are certain major factors affecting metal solidification inside the mold, such as heat transition and distribution, dimension changes, growth of solid grains, impact of the mold's substance and thickness, the mold's geometrical shape, the metal's thickness and some of its characteristics, e.g. its heat conductivity, temperature range of hardening and heat transition from the mold to the surrounding area[3].
 | |
| Fig. 2: | The singular piston in its admission of the formation mass |
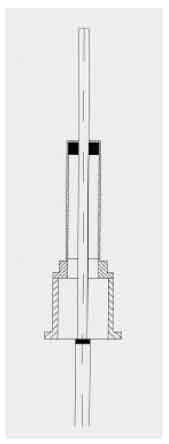 | |
| Fig. 3: | The singular piston in its dismissing of the formation mass |
 | |
| Fig. 4: | The binary piston in its admission of the formation mass |
 | |
| Fig. 5: | The binary piston in its dismissing of the formation mass |
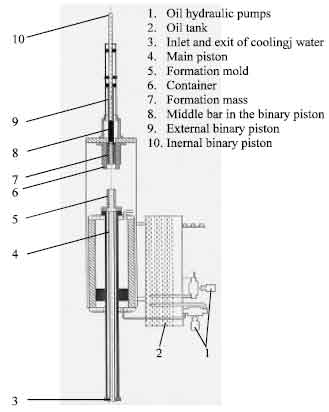 | |
| Fig. 6: | The complete shape of the inverted extrusion piston |
On the practical level, we observed certain small gaseous apertures, which usually develop from some dissolved gases in liquefied metals. The more the metals get cooled, especially solidified, the more the liquefied gases extrude from the dissolution, thus creating gaseous holes which assume various shapes, including gaseous apertures and porous holes.
Very often, bars inside the mold, or during heating interaction, get oxidized. Thus need will be there to remove the oxidized layer by different means of operation. It could also necessitate the elimination of the surface coarseness or some of the deficiencies emanating from the casting process by using operating and sharpening machines, whether burned on by electricity or compressed air, in order to get it working on the surface of formation mass. In our case, we often turn the formation mass surface by approximately 3 mm soon after the oxidized layer was removed. As for the tiny gaseous holes, they often disappear during the extrusion process of the produce.
Evolution of inverted extrusion piston: The factory under review was confined to producing solid copper bars, from which copper screws and other small parts demanded by the local market were developed.
 | |
| Fig. 7: | Some of the containers which have already been manufactured |
 | |
| Fig. 8: | Some of the formation molds that have been evolved for the new production |
In this study, we have negated the singular piston that was formerly used to produce these bars. Figure 2 and 3 show the singular piston in its admission and dismissing of the formation mass, so that a binary piston can be designed and installed to produce emptied collectors of central heating. Figure 4 and 5 explain how this piston admits and discharges the formation mass successively.
The substitution of these pistons duly required the replacement of the two old oil pumps by two hydraulic ones with high pressure power, by which the binary and main pistons will be operated. The issue necessitated also the cancellation of all control motions of the singular piston, as well as the addition, to the control panel, all of the requirements of the new motion pertaining to the binary piston. Figure 6 shows the complete shape of the inverted extrusion piston.
As a result of this evolutionary process, there was a need to manufacture some containers with different diameters, forms and length to meet the intended purpose.
 | |
| Fig. 9: | The reheating furnace |
 | |
| Fig. 10: | The providing jack separately |
Figure 7 shows some of these containers which have already been manufactured. Moreover, need was there to produce some formation molds for the manufacturing of different shapes and diameters. Figure 8 shows the formation molds that have been evolved for the new production.
Reheating furnace insulation: Figure 9 shows the reheating furnace after having introduced certain adjustment to its design and insulation, as it was not completely insulated before. Rather it was formerly used to serve a floor of the thermal sheet iron. Therefore, its replacement is inevitable between now and then. In this study, we have substituted it by refractory bricks, as the quality of thermal sheet iron was evidently far less than that of thermal bricks in terms of performance. In order to maintain the furnace usage on the one hand and to reduce fuel consumption on the other, the furnace was shortened in length. And that was 'quod erat demonstrandum'.
 | |
| Fig. 11: | The product after its cleaned and polished |
 | |
| Fig. 12: | The product in its final shape, especially with regard to its lathing, serration, cleaning and polishing |
That is, the emission of exhausted gases, which endanger the lives of laborers, was reduced.
Heating and extruding formation mass: Formation mass should be heated in a reheating furnace to extremely high degrees of almost 720°C, when the metal would reach the redness point. Indeed, the extrusion process requires predominance of immense power. Hence most types of metal are extruded under circumstances where the metal's resistance to formation would be properly low. In fact, the inverted extrusion is one of those extruding methods where the metal's cross section would be diminished by pushing it into the molds mouth under very high pressure. In general, extrusion is used in producing cylindrical bars, whirling objects and pipes[4]. Then the formation mass shall be moved from the blast furnace to the extrusion piston by the providing jack, which was manufactured for that purpose. It should be mentioned here that this very action used to be carried out manually in the past by special tongs, thus endangering the life of workers. Figure 10 shows the providing jack separately. As the formation mass passes through the extrusion piston to the container, it gets heated at almost 280-300°C. In our case, the container is heated by gas as electrical heating is much more costly comparatively. If, for instance, central heating collectors are to be produced, then the middle of formation mass should be holed in advance to being pouring. So the middle bar in the binary piston No. 8 Fig. 6 has to be pushed inside the formation mass by the internal binary piston No.10, while the formation mold No. 5 moves towards the formation mass and the external binary piston No. 9 is pushed towards the formation mass from the opposite side. In this situation, the formation mass will be enclosed between the formation mold and the piston and will thereby slip into the formation mold due to high pressure. The extrusion process then begins by the emergence of the formation mass from the formation mold. At the end of this process, small residues with low temperature will be left behind from the formation mass. They can't be extruded at all, thus they should be scraped. This occurs when the binary piston turns the middle bar back and stops working. Then the product moves into the main piston No. 4, which is operated to push the product out. The cooling process is also accomplished inside this piston and the product will be drawn out from the rear part of the main piston. Figure 11 shows the cleaning and polishing processes that have been carried out on it, whereas Fig. 12 shows the product in its final shape, especially with regard to its lathing, serration, cleaning and polishing.
This research has come out with the following tangible and practical conclusions:
| • | The positive impact to exploit of copper scrap instead of its cheap exportation or total negligence. |
| • | The possible production of central heating collectors, in addition to flattened bars, instead of producing only solid round bars, thanks to the manufacturing and installing of a binary piston vis-à-vis the main piston, an innovation that constitutes a positive step in securing some of the local market demands. |
| • | Adding the requirements of the new motion to the control panel, while eliminating the control motions of the singular piston. Control motions of operating the new pumps have also been added. |
| • | Designing and manufacturing a providing jack next to the piston to mechanically carry the formation mass to the container. |
| • | Introduction of the blast furnace to heat the formation mass and the substitution of the ordinary sheet iron of the furnace by special thermal bricks. The former has to be changed between now and then, while the latter maintains a high quality performance. |
| • | Shortening the furnace's length in order to reduce fuel consumption, while preserving the product's high quality. |
ACKNOWLEDGMENTS
I express my profuse thanks and high appreciation to every one who contributed in supporting this project particularly the Higher Council of Science and Technology, The Fund of Supporting Scientific Research and Industry Development.