
Marinela Barbuta
Department of Concrete, Material, Technology and Organization,
Technical University Gh. Asachi, Iasi, B-dul Mangeron 43, Iasi 700050, Romania
Daniel Lepadatu
Department of Civil Engineering, Technical University Gh. Asachi, Iasi,
B-dul Mangeron 43, Iasi 700050, Romania
Journal of Applied Sciences
Year: 2008 | Volume: 8 | Issue: 12 | Page No.: 2242-2249







ABSTRACT
The aim of this study is using a statistical investigation to analyze data from mixture experiment design and involve regression models to determine the response surface of polymer concrete. The experimental studies were realized on polymer concrete prepared of epoxy resin, Silica Fume (SUF) and aggregates. The combinations were designed based on the mixture design of experiments concept. For each polymer concrete combination, the mechanical properties were studied using Response Surface Methodology (RSM). The results are reported for polymer concrete realized of a limited dosage of epoxy resin and SUF as filler and aggregates. The effect of each variable on the response was analyzed.
PDF Abstract XML References Citation
How to cite this article
Marinela Barbuta and Daniel Lepadatu, 2008. Mechanical Characteristics Investigation of Polymer Concrete Using Mixture Design of Experiments and Response Surface Method. Journal of Applied Sciences, 8: 2242-2249.
DOI: 10.3923/jas.2008.2242.2249
URL: https://scialert.net/abstract/?doi=jas.2008.2242.2249
DOI: 10.3923/jas.2008.2242.2249
URL: https://scialert.net/abstract/?doi=jas.2008.2242.2249
INTRODUCTION
In the last 40 years the application of polymer on concrete has significantly progressed. Although Polymer-Modified Concrete (PMC) and Polymer Concrete (PC) came into use in the 1950s, only in the 1970s, after Polymer-Impregnated Concrete (PIC) was developed the PC materials were received fairly publicity in concrete industry (Fowler, 1999). The use domain of PC in time was extended from pre-cast components for buildings, bridges panel, waste components, transportation components to repair of structural members, waterproofing, anticorrosive and decorative finishes, overlay of pavements, etc. (Aggarwal et al., 2007). The PC occurred and developed in construction industry due to its advantages compared with the Portland cement concrete, such as: quick setting characteristics, high mechanical strength, chemical resistance and wear resistance (Blaga and Beaudoin, 1985; Abdel-Fattah and El-Hawary, 1999). In the composition of polymeric concrete are used the same components: aggregates and the binder that for polymeric concrete is a resin that reacts with a hardener and bind together the aggregates. Different types, properties and applications of PC have been reported by Fowler (1999). The performances and the use domain of PC depend on the polymer binder, type of filler and aggregates. The mechanical properties and the curing behavior depend on the selection and the content of the polymer, temperature and aggregate type and dosage. The presence of filler is also important and the use of Silica Fume (SUF) in the mix improved the mechanical properties. The relatively high cost of PC has led to studies for reducing the polymer dosage in the mix, without diminishing the properties. A limited dosage of polymer, between 12.4-18.8% was adopted in this study. The objective of this study is to analyze by statistical methods the experimental mechanical properties of PC realized with epoxy resin, SUF and aggregate. The PC mixes were determined on the basis of mixture design of experiments and based on statistical analysis properties such as compressive strength, flexural strength, splitting tensile strength and adhesion stress are analyzed. Each individual response, such as compressive strength, can be predicted by the regression equation (Muthukumar et al., 2003; Muthukumar and Mohan, 2004). The chosen statistical model gives a correlation between the experimental response and the predicted response.
EXPERIMENTAL PROGRAM
The materials used were: epoxy resin, SUF and crushed aggregates of two grades 0-4 mm (Sort I) and 4-8 mm (Sort II). The epoxy resin in combination with the hardener forms the binder of the PC.
| |||
| Fig. 1: | Test samples of PC | ||


| Table 1: | Mixture design combinations for PC |
 | |
The SUF is a by-product that results from ferrosilicon production having the following characteristics:
| • | Particle sizes of 0.01…0.5 μ |
| • | Shape of particles is spherical |
| • | Specific surface is between 13000 and 23000 m2 kg-1 |
| • | Density between 2.1 and 2.25 g cm-3 (Aggarwal et al., 2007). |
The aggregates were obtained from river gravel by crushing.. A minimum resin content of 12.4% was adopted from the workability conditions and the maximum dosage of 18.8% was imposed by the segregation of the mix. PC of different compositions as is given in Table 1 was prepared by mixing required quantities of epoxy resin firstly with aggregates, than with the filler (SUF), that was added slowly in a mechanical mixer. Than the casting of specimens: cubes of 70.7 mm sides and prism of 210x70x70 mm sides were prepared for determining the mechanical characteristics and for the adhesion stress the sample was realized by casting PC circular tablet on an usual concrete cube surface (Fig. 1).
MIXTURE DESIGN OF EXPERIMENT AND RESPONSE SURFACE METHODOLOGY
Mixture design of experiment: Research in many disciplines frequently involves blending two or more ingredients together. The design factors in a mixture experiment (Muthukumar et al., 2003; Muthukumar and Mohan, 2004; Cornell, 1990; Mayer and Montgomery, 1995; Montgomery and Douglas, 2000; Marcia et al., 1997) are the proportions of the components of a blend and the response variables vary as a function of these proportions making the total and not actual quality of each component. The total amount of the mixture is normally fixed in a mixture experiment and the component settings are proportions of the total amount. The component proportions in a mixture experiment cannot vary independently as in factorial experiments since they are constrained to sum to a constant (1 or 100% for standard design). Imposing such constraint on the component proportions complicates the design and the analysis of mixture experiments. Although the best-known constraint in a mixture experiment is to set the sum of the components to one (100%) additional constraints such as imposing a maximum or minimum value on each mixture component may also apply.
In the mixture design approach the total of amount of the input variables was fixed and constrained to sum 100. For each statistical combination, all properties of interest were measured and empirical models for each property as function of the input variables were determined from regression analysis. The advantage of the mixture approach is that the experimental region of interest is more naturally defined. To simplify calculation and analysis, the actual variables ranges were transformed to dimensionless coded variables with a range 0 and 1. Intermediate values were also translated similarly. Those variables were codified using the following formula:
(1) |
where, Ri = Ai/ΣAi, Li is the lower constraint in real value, L is the sum of lower constraint in real value, A is the actual value and Ai is the total of actual values.
Response surface methodology: Response Surface Methodology (RSM) consists of a group of empirical techniques devoted to the evaluation of relations existing between a cluster of controlled experimental factors and the measured responses, according to one or more selected criteria (Cornell, 1990; Mayer and Montgomery, 1995; Montgomery, 2000). Prior knowledge and understanding of the process and the process variables under investigation is necessary for achieving a realistic model.
RSM provides an approximate relationship between a true response y and p design variables, which is based on the observed data from the process or system (Lepadatu et al., 2005, 2006). The response is generally obtained from real experiments or computer simulations and the true response y is the expected response. Thus, real experiments are performed in this study. We suppose that the true response Yt can be written as:
(2) |
where, the variables x1, x2, … xp are expressed in natural units of a measurement, so are called as the natural variables. The experimentally obtained response Yt differs from the expected value y due to random error. Because the form of the true response function F is unknown and perhaps very complicated, we must approximate it and y can be written as:
(3) |
where, ε denotes the random error, which includes measurement error on the response and is inherent in the process or system and the variables ς1, ς2, . . . ,ςn are the coded variables of the natural variables. We treat ε as a statistical error, often assuming it to have a normal distribution with mean zero and variance σ2.
In many cases, the approximating function F of the true response y is normally chosen to be either a first-order or a second-order polynomial model, which is based on Taylor series expansion. In general the second-order model is:
(4) |
In order to more accurately predict the response, the second-order model is used to fit a curvature response. From the above approximating function, the estimated response Yt at the nth data point can be written in matrix form as:
(5) |
In Eq. 5, X is a matrix of model terms evaluated at the data points. The regression coefficients of the predictive model are estimated by the method of the least squares using the general formulation as:
(6) |
where, XT is the transpose of the matrix X.
The second-order polynomial relation with special cubic interactions can approximate the mathematical relationship between the independent variables xi and the response Y:
(7) |
where, βi are linear coefficients, βii are quadratic coefficients, βij are cross-product coefficients, βijk are the special cubic coefficients and ε is the random error which includes measurement error on the response and is inherent in the process or system. These coefficients are unknown coefficients usually estimated to minimize the sum of the squares of the error term, which is a process known as regression.
RESULTS AND DISCUSSION
Out of number of factors identified by their simplified notation (A, B, C and D), the following ones were considered to be most important and necessary to control:
| • | Epoxy resin (A) | |
| • | Silica fume (B) | |
| • | Aggregate sort I, 0-4 (C) | |
| • | Aggregate sort II, 4-8 (D) |
The input variables, range chosen for the study, their coded value and mixture design combination are given in Table 2 and 3.
Each PC mixture was used for casting specimens that were tested under identical conditions according to European Standard (EN 12390/2001).
| Table 2: | Range of variables and their coded form |
 | |
| Table 3: | Mixture design combination for PC |
 | |
The Compressive Strength (CS), Flexural Strength (FS), Splitting Tensile Strength (STS) and Adherence Stress (AS), at 14 days were determined experimentally, adopting standard techniques (EN 12390/2001) for all combinations given in Table 3. The adhesion stress was determined with the following relation.
(8) |
| P | = | Split force (N) |
| d | = | Diameter of PC tablet (mm) |
| h | = | Depth of polymeric concrete tablet (mm) |
Table 4 summarizes mixture design and their experimental responses-CS, FS, STS and AS for each PC combination based on the concept of design of experiments. Mixture designs (1-10 runs) are sometimes augmented by adding interior points (11-15 runs). A center points will be added to the design data (Table 4) with 5 runs making 15 runs total. This addition will change the design from simplex-lattice to simplex-centroid design. The experimentally studied response based on the results observed at the 14 days was analyzed statistically used Statstica software. In Table 4, each individual response (CS, FS, FTS, AS) can be predicted by the regression equation, which expresses the relationship between the input variables and the concerned response.
For example the regression equation for CS can be predicted by the following equation:
(9) |
In the same case can be determined the other predicted responses. The predicted responses obtained by the regression equation (Eq. 9) are compared with the experimental values and are given in Table 4.
The coefficients of the individual variable in each equation give a measure of the effect of variable on the predicted response. For variable having coefficient of large magnitudes, even a marginal increment will give a significant change in the response. However, for variables having coefficients of lower magnitudes, even a large increase will result in only a small change in the response. Thus significant and less significant variable can be identified from the equation. The above equations are based on the special cubic model, because this model fitted well with the experimental data.
A standard statistical technique to carry it out is the analysis of variance-ANOVA (Cornell, 1990; Mayer and Montgomery Douglas, 1995; Montgomer Douglas, 2000; Goupy, 1999), it is routinely used to provide a measure of confidence. ANOVA results for 14 days strength are shown in Table 5. By this way we can observe the importance of interaction effect of the three leading factors (ABC), which is expressed by the coefficient R-sqr - 0.99987 (Table 5). This coefficient shows an adequate fit for the predictive response surface model of CS.
Table 6 shows the ANOVA results for 28 days for Adherence Stress.
ANOVA for each model (Table 5-8) gives the sum of squares and degrees of freedom for the model terms from which mean squares values of the individual model terms are calculated.
The lack-of-fit test compares the residual error to the pure error from replication and gives F-values for all the models. The F-values must be lower if a particular model is to be significant. From the F-test, it was found that only the model passed the F-test.
Analyses of variance (ANOVA) for the four responses that were studied clearly shows that the cubic modulation is adequate for this study and is explained by the fact that only by interaction of three factors (is a case of a mixture) we have a modeling corresponding to the physical phenomenon.
Pareto charts obtained from the statistical analysis are shown in Fig. 2 and 3 and show the importance order of the variables.
The charts show the variables effects on each analyzed response variation of the PC.
| Table 4: | Experimental and predicted value for mixture design combinations of PC |
 | |
| Table 5: | Summary of ANOVA for CS |
 | |
| Table 6: | Summary of ANOVA for AS |
 | |
| Table 7: | Summary of ANOVA for FTS |
 | |
| Table 8: | Summary of ANOVA for FS |
 | |
| |||
| Fig. 2: | Pareto charts of standardized effect of a) CS b) AS | ||
| |||
| Fig. 3: | Pareto charts of standardized effect of (a) FTS (b) FS | ||
| |||
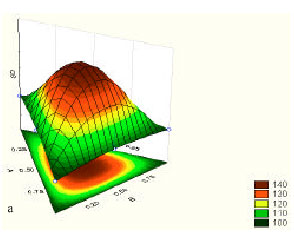
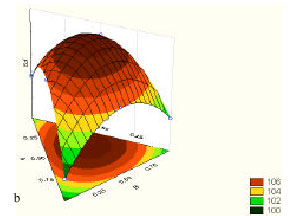
| Fig. 4: | Effect of Silica fume. Epoxy resin and Aggregate sort I a) CS b) FS | ||
The Pareto diagrams shows the four leading factors, epoxy resin (A), silica fume (B) and crushed aggregates sort I and II (C and D) in the inverse important order.
Also it can observe that for two responses that are analyzed there are not significant effects in interaction of factors and for the other two responses almost all interactions among factors are important. It must remark that for these responses also there are important interactions of third degree (ABC interaction for CS Fig. 4a, BCD interaction for FS Fig. 4b).
Analyzing these charts it can conclude that for all four responses the factors that are studied have a very important influence. For example analysis of variance of CS and FS gives the non-linear response surface with the significant interactions: ABC (epoxy resin (A), silica fume (B) and crushed aggregates sort I (C) Fig. 4a, b)
The results from the designed experiment indicate that the factors have very significant effects. A00ll second-order interactions have an important role. The special cubic interaction ABC has very significant effects and all others interactions have very weak effects whereas the other interactions are barely noticeable at all. As a consequence, these interactions effects can be neglected. Analysis of variance (ANOVA) and the responses surfaces for desirability effects of variables interactions show significant non-linear effects (all the response surface are curve Fig. 5) for AS of PC for example, that means that are not enough known the influences of each factor on the behavior of this type of PC and on the contact elements.
Figure 6 shows the variation of mechanical characteristics with resin percentage in the mix.
Analyzing the experimental results we can observe the following:
| • | The values of CS varied between 65.32 N mm-2 (for concrete type PC13 with 13.2% polymer) and 43.47 N mm-2 (for concrete PC7 with 15.6 % polymer) - that characterizes the PC as a high strength concrete. |
| • | The values of FS varied from 17.57 N mm-2 (for concrete type PC6 with 15.6% polymer) to 12.29 N mm-2 (for concrete type PC2 with 12.4% polymer) |
| • | The values of FTS varied from 7.67 N mm-2 (for concrete type PC3 with 12.4% polymer) to 5.59 N mm-2 (for concrete type PC7 with 15.6% polymer) |
Regarding the mechanical characteristics compressive, flexural and splitting tensile strengths the PC with good behavior for all these properties is PC with a percentage of polymer of 15.6%.
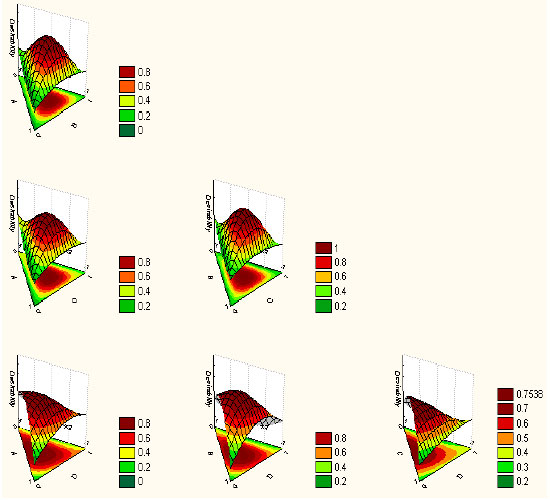 | |
| Fig. 5: | Response surface for desirability effects of variables interactions |
 | |
| Fig. 6: | Variation of mechanical characteristics with resin percentage in the mix |
For compressive strength CS the percentage can decrease to 13.2% and for split strength the polymer percentage can decrease to 12.4%.
| • | The values of AS varied from 10.25 N mm-2 (for concrete type PC6 with 15.6% polymer) to 5.18 N mm-2 (for concrete type PC2 with 12.4% polymer) |
From the predicted values it can observe that the maximum values are not the same in the case of CS that has the maximum value for concrete type PC5 (with 15.6% polymer). For FS, FTS and AS the maximum values are the same as in the case of experimental results. The optimum polymer content that satisfies all mechanical characteristics is situated between 12.4 and 15.6%.
CONCLUSIONS
Polymer concretes were made with epoxy resin in a reduced dosage, SUF and aggregates. Response surface method has been used for a better understanding of the influence of the deviation of the PC parameters on the mechanical characteristic evolution. The mechanical characteristics of PC were determined experimentally and compared with predicted values. A statistical analysis has been carried out using a mixture design of experiments, which allows for the prediction of the mechanical characteristic sensitivity versus the process leading factors. From statistical analysis it resulted that all factors have an important influence on the mechanical characteristics of PC. The polymer percentage obtained from the statistical analysis satisfies the requirement of low cost and high strength.
REFERENCES
- Abdel-Fattah, H. and M. El-Hawary, 1999. Flexural behavior of polymer concrete. Construct. Build. Mater., 13: 253-262.
CrossRef - Aggarwal, L.K., P.C. Thapliyal and S.R. Karade, 2007. Properties of polymer-modified mortars using epoxy and acrylic emulsions. Construct. Build. Mater., 21: 379-383.
CrossRef - Blaga, A. and J.J. Beaudoin, 1985. Polymer Concrete-Canadian Building Digest. CBD, 242, Ottawa, USA.
Direct Link - Fowler, D.W., 1999. Polymers in concrete: A vision for the 21st century. Cem. Concr. Compos., 21: 449-452.
CrossRefDirect Link - Lepadatu, D., R. Hambli, A. Kobi and A. Barreau 2006. Statistical investigation of die wear in metal extrusion process. Int. J. Adv. Manuf. Tech., 28: 272-278.
CrossRefDirect Link - Muthukumar, M., D. Mohan and D. Rajendran, 2003. Optimization of mix proportion of mineral aggregates using box behneken design of experiments. Cem. Concr. Comp., 25: 751-758.
CrossRef - Muthukumar, M. and D. Mohan, 2004. Optimization of mechanical proprieties of polymer concrete and mix design recommendation based on design of experiments. J. Applied Polym. Sci., 94: 1107-1116.
CrossRefDirect Link - Lepadatu, D., R. Hambli, A. Kobi and A. Barreau, 2005. Optimization of springback in bending process using FEM and response surface method. Int. J. Adv. Manuf. Technol., 27: 40-47.
CrossRef