
J. Ratnasingam
Faculty of Forestry, Universiti Putra Malaysia, 43400 UPM, Serdang, Selangor, Malaysia
T.P. Ma
Tool Technology (M) Sdn. Bhd, Lot 18-C, Jalan 2, Kawasan Perindustrian Sg. Buloh, 53100 Selangor, Malaysia
M. Manikam
Faculty of Forestry, Universiti Putra Malaysia, 43400 UPM, Serdang, Selangor, Malaysia
S.R. Farrokhpayam
Faculty of Forestry, Universiti Putra Malaysia, 43400 UPM, Serdang, Selangor, Malaysia
Asian Journal of Applied Sciences
Year: 2008 | Volume: 1 | Issue: 4 | Page No.: 334-340







ABSTRACT
A series of machining experiments were carried out using a CNC multi-function machine, to evaluate the sawing, routing and boring as well as the tool wearing properties of the oil palm lumber. The result found that the resultant machined surface of the oil palm lumber of higher densities (>500 kg m-3) is comparable to that of solid Rubberwood. Further, it was also found that the machining properties of oil palm lumber was markedly improved when machining at high cutting speeds, which in turn significantly reduced the incidence of machining defects such as fiber tear out and chip out. However, with higher cutting speeds, accelerated tool wear is inevitable and coupled with the fact that the oil palm lumber is markedly abrasive due to its high silica content, the resulting tooling cost is a concern. Hence, the development of new tooling for the machining oil palm lumber is recommended. Despite this shortcoming, the lower cost and environmental friendly reputation of the oil palm lumber should encourage wider utilization of the material in the furniture industry.
PDF Abstract XML References Citation
How to cite this article
J. Ratnasingam, T.P. Ma, M. Manikam and S.R. Farrokhpayam, 2008. Evaluating the Machining Characteristics of Oil Palm Lumber. Asian Journal of Applied Sciences, 1: 334-340.
DOI: 10.3923/ajaps.2008.334.340
URL: https://scialert.net/abstract/?doi=ajaps.2008.334.340
DOI: 10.3923/ajaps.2008.334.340
URL: https://scialert.net/abstract/?doi=ajaps.2008.334.340
INTRODUCTION
Over the past 30 years, the worldwide area planted to oil palm (Elaeis guineensis Jack.) has increased by more than 150% (Khalil et al., 2006). Most of this increase has taken place in Southeast Asia, with spectacular production increases in Malaysia and Indonesia. There are several reasons for this rapid expansion. Crude palm oil and kernel oil prices have been strong, due to the rapid increase in consumption of dietary oils and fats in the developing economies of China and India. This has encouraged investors to develop plantations on the large areas of suitable land found in Malaysia and Indonesia.
Malaysia has about 3.5 million ha of oil palm producing annually over 10 million tonnes of crude palm oil, making it the world’s leading producer of the oil (Khalil et al., 2006). However, Crude Palm Oil (CPO) and its economic co-products palm kernel oil and palm kernel cake, constitute only 10% of the crop, leaving the rest of the biomass to waste. The biomass includes the oil palm trunks and fronds, palm-kernel, Empty-Fruit Bunches (EFB), pressed fruit fibre and palm oil mill effluent. At present, these products are not only underutilized but frequently the causes of pollution as well (Khalil et al., 2006).
The large volumes of these products and their environmental friendliness makes imperious for their use in economic products. The Oil Palm Trunk (OPT) produces approximately 2.5 million tons of fibers per annum (Khalil et al., 2006). Oil palm trunk contains 30% lignocellulose and 70% water. The main constituents of the lignocellulose are cellulose (45%), hemicellulose (30%) and lignin (25%). Of the hemicellulose, pentosan is 29%. At present, the oil palm trunk is often left on the field to rot causing serious environmental concern, as the economics of further processing is marginal due to the high transport cost (Ellis and Paszner, 1994).
Recently, the oil palm trunk investigated for the production of sawn lumber (Ratnasingam and Scholz, 2006). Although commercial production of oil palm lumber has been shown to be viable, its acceptance in the market is limited due to its perceived poor machining properties due to the high presence of silica in the material and variable density (Killman and Lim, 1985). Further, oil palm being a monocotyledon species, i.e., it does not have a cambium layer and its growth is by the expansion of the parenchyma cells and fibres within the vascular bundles. Such anatomical structure imparts variable density, increasing towards the outer periphery and height of the trunk (Killman and Lim, 1985). In this context, the variable density of the material is expected to significantly influence its machinability. Therefore, a study was undertaken to evaluate the machining characteristics of oil palm lumber against solid rubberwood (Hevea brasiliensis), the most common solid wood resource in the country and identify the optimal machining regimes for oil palm lumber to produce acceptable machining quality.
MATERIALS AND METHODS
Oil palm lumber samples of the dimensions 1500x100x25 mm were obtained from the only supplier in Malaysia. The properties of the boards are as shown in Table 1. The samples were conditioned in a controlled environment at the Tool Technology (M) Sdn. Bhd. testing laboratory in Sg. Buloh, Malaysia, at a temperature of 20 °C and 70% relative humidity for a week prior to experimentation. The experiments were carried out at this laboratory in the end of 2007. Efforts were made to ensure that sample boards represented three classes of densities of oil palm lumber, i.e., 300, 400 and 500 kg m-3, which enabled the investigation into the optimum density range for machining oil palm lumber.
A series of boring, sawing and edge profiling tests were conducted on 250 experimental boards using an ANDERSON-810 Computer Numerical Control (CNC) multi-function machine, in accordance with the American Society of Testing and Materials (ASTM) standard for evaluating the machining properties of wood materials (Anonymous, 1999). The machining quality was evaluated on the basis of percentage defect-free surface produced after each machining tests. The experimental variable used in this experiment was the different cutting speeds, which was achieved by using four different Revolutions per Minute (RPM) of the cutter-head, i.e., 15,000, 18,000, 21,000, 24,000. Although solid-wood material is usually machined at a cutting speed of 18,000 rpm, higher cutting speeds were recommended for cutting tough fibrous materials, such as oil palm lumber, as reported by Ratnasingam and Perkins (1998) and Sreekala et al. (1997).
The tool wearing study was evaluated by monitoring the wear pattern of the single-fluted tungsten carbide solid router bit used in the experiment. The cutting tools were 12 mm in diameter and had a 1 5° rake-angle and rotated at 24,000 rpm. The feed speed and depth of cut were fixed at 4.5 m min-1 and 1.5 mm, respectively.
| Table 1: | Characteristics of oil palm lumber |
| * Values in parentheses are for solid Rubberwood | |
 | |
| Fig. 1: | Cutting tool edge recession measurements (The No. reflect the point of measurements) |
The cutting tool travelled along the length of the sample board and retracted automatically to the starting point before resuming the next cutting operation. Due to the high silica content in the oil palm fiber (Sreekala et al., 1997), the highly wear resistant tungsten carbide cutting tools were selected for this study (Bayoumi and Bailey, 1985). The extent of cutting tool wear during the machining operation was measured using the cutting edge-recession technique at intervals of 500 m along the total machining length, as described in (Ratnasingam and Perkins, 1998). The cutting was carried out until tool failure occurred, which was detected when the edge recession of the cutting edge exceeded 1000 μm (Fig. 1), as reported earlier in Klamecki (1979). Since, tool edge-recession has a direct link to tool life, it allow the cost of tooling to be determined when machining the experimental boards. Microscopic examinations of the tool edges were done at the end of the experimentation to characterize the mode of failure in the cutting tools. The power consumption during the machining operation was also measured on the basis of the changes in the torque of the drive-motor of the CNC router, as described by Ratnasingam and Scholz (2006).
A two-head TIMESAVER-220 wide-belt sander with steel rollers, with silicon-carbide abrasives, of the sanding grit sequences 120-150 were used to evaluate the resultant surface smoothness on the oil palm lumber. The depth of cut was maintained at 0.1 mm, at a feed speed of 3.0 m min-1. The abrasive belt speed was maintained at the highest possible speed of 30 m sec-1. A total of 25 sample boards of the dimensions 500x1000x12 mm were used in this study. The sanding pressure was fixed at 6 kg cm-2. The surface smoothness of the sanded palm oil particleboards were determined by averaging ten readings taken at ten random points on the surface of each board using a MITUTOYO stylus-type profilometer, as described by Hiziroglu (1996), which measured the average surface roughness (Ra) in microns.
For comparison, a series of similar experiments of equal number of replicates were carried out on solid Rubberwood (Hevea brasiliensis) obtained from a local supplier.
RESULTS
The prevailing variable density in the oil palm lumber is a challenge in the machining of this material (Ratnasingam and Scholz, 2006). However, high cutting speeds resulted in improved boring, edge profiling and sawing characteristics, with an average defect-free surface of 73% (Table 2, Fig. 2). The most common defects encountered when machining oil palm lumber were tear-out and chip-out, which is most likely due to the variable density within the lumber due to the presence of a large amount of vascular bundles and parenchyma cells (Killman and Lim, 1985; Ho et al., 1985). The higher cutting speeds enable a more effective severing of the tough oil palm fibres, thus resulting is a more acceptable machined surface quality (Ratnasingam and Scholz, 2006).
| Table 2: | Comparative machining tests |
 | |
| * Note: rpm-1: 15,000, rpm-2: 18,000, rpm-3: 21,000, rpm-3: 24000. Note: Oil palm lumber with average density of 500 kg m-3 | |
 | |
| Fig. 2: | Machining characteristics of oil palm lumber |
Further, oil palm lumber of the average density of 500 kg m-3 produced the best results and there was a direct relationship between machining quality and the density of the material. It is therefore apparent that high cutting speeds are necessary to successfully machine the oil palm lumber, to a quality level that is comparable to that of the solid Rubberwood. This will inevitably further enhance the utilization of oil palm lumber in the furniture industry.
Tool Wear Characteristics
The tool wear pattern as reflected by the change in tool-edge recession over the cutting length, when machining the oil palm lumber is shown in Table 3. It seems apparent that the tool wear pattern occurs in three phases, which is similar to the machining of solid Rubberwood (Table 3). Klamecki (1979, 1980) and Ratnasingam and Tanaka (2002) have reported that the wear pattern of cutting tools occur in three distinct phases, i.e., a rapid initial wear phase, followed by a steady-state of wear and finally an accelerated phase of wear, prior to failure. Nevertheless, the accelerated tool wear rate when machining the oil palm lumber was significant, as the tool was completely worn out after 3850 m of cut. The high silica content (6%) in the oil palm lumber imparts a high degree of abrasiveness to the boards, which accelerates the tool wear (Sreekala et al., 1997). Microscopic examination of the cutting tool edge reveals that the predominant tool wear mechanism is micro-indentations and fractures on the tool face (Fig. 3), arising from the contact with silica cells in the oil palm lumber (Khalil et al., 2006), followed by mechanical abrasion. It has been reported that the silica particles are distributed in lumps throughout the fibres of the oil palm lumber (Fig. 4) (Killman and Lim, 1985; Sreekala et al., 1997). The suggested wear mechanisms are typical in materials with high impurities content, such as silica, that resulted in the removal of the binder followed by the loss of the carbide grains from the cutting tool (Bayoumi and Bailey, 1985).
| Table 3: | Extent of wear of cutting tool |
 | |
| * Figures in parentheses are for solid Rubberwood | |
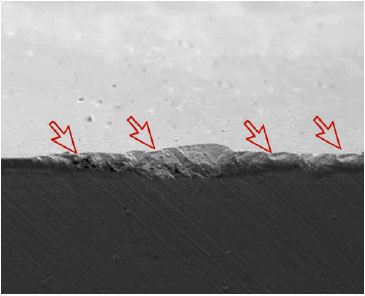 | |
| Fig. 3: | Microscopic image of the fractured cutting edges of the tool after machining oil palm lumber (100x magnification) |
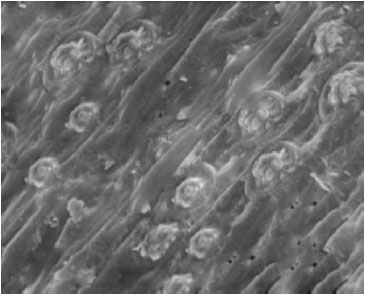 | |
| Fig. 4: | SEM image of silica particles in lumps within the oil palm fibre |
Further, the oil palm lumber was generally 3X more abrasive compared to solid Rubberwood (Table 3). Further, the power consumption during the machining process is correlated to the cutting tool wear the power consumption during the machining of oil palm lumber was significantly higher compared to machining solid Rubberwood by a factor of three (Table 3).
Surface Roughness
The average surface roughness of the abrasive sanded oil palm lumber was 151 μm, compared to 102 μm for solid Rubberwood using the abrasive sanding grit sequence of 120-150. This finding has far reaching implications as it shows that the oil palm lumber has surface smoothness in the range of 150 μm, which is required for furniture applications (Gabriele, 1995; Ratnasingam and Scholz, 2006). However, the difference in the observed average surface smoothness of the two types of materials is most likely due to the different fiber morphology (Ratnasingam and Scholz, 2006). According to Khalil et al. (2006), the oil palm fibers have thicker cell walls and higher coarseness and rigidity compared to Rubberwood (Hevea brasiliensis) (Hong and Sim, 1994). Further, the significantly different densities between the fiber bundles and parenchyma cells in the oil palm lumber, creates an inherent variable density within the material, which could explain the variable surface topography during abrasive sanding. Nevertheless, it must be emphasized that in terms of surface smoothness, the oil palm lumber of the higher densities (>500 kg m-3) is not significantly inferior to solid Rubberwood, indicating that the material should perform well in furniture applications.
Industrial Implications
On the basis of the machining experiments conducted, it is apparent that the machining properties of the oil palm lumber are acceptable, if the necessary machining parameters are used. Higher cutting speeds (i.e., 24,000 rpm) are recommended, especially when machining low-density material. However, materials of the average density of more than 500 kg m-3 produced the best machining quality, even at lower cutting speeds. However, it must be recognized that the yield of materials with average density above 500 kg m-3 is small in the saw milling operation as such materials are confined to the outer periphery of the oil palm trunk (Ratnasingam and Scholz, 2006). Therefore, the use of higher average cutting speeds may be the most practical option for machining oil palm lumber to produce acceptable machining quality. Further, it must be recognized that the existing conventional cutting tools are not suitable for the machining of oil palm lumber and hence, development of special wear resistant cutting tools is warranted. The results of this study shows that contrary to common perception, the machining of oil palm lumber of the higher density can be result in machining quality comparable to that of the solid Rubberwood.
CONCLUSIONS
This study shows that oil palm lumber can be successfully machined using high cutting speeds. Contrary to common perception, the higher cutting speeds can overcome the problems due to the materials variable density, resulting to an acceptable machined surface quality. Further, the study also shows that the machining characteristics of oil palm lumber is comparable to that of solid Rubberwood especially under high cutting speeds, although higher tool wear rates are unavoidable. The fact that the oil palm lumber is derived from oil palm biomass, which is currently treated as waste, clearly renders the material a more environmental friendly stature compared to conventional solid wood resources and will therefore be more acceptable in the future environmental conscious furniture marketplace.
REFERENCES
- Bayoumi, A.E. and J.A. Bailey, 1985. Comparison of the wear resistance of selected steels and cemented carbide cutting tool materials in machining wood. Wear, 105: 131-144.
CrossRefDirect Link - Ellis, S. and L. Paszner, 1994. Activated self-bonding of wood and agricultural residues. Holzforschung, 48: 82-90.
Direct Link - Hiziroglu, S., 1996. Surface roughness analysis of wood composites: A stylus method. For. Prod. J., 46: 67-72.
Direct Link - Klamecki, B.E., 1979. A review of wood cutting tool wear literature. Holz Roh Werkst, 37: 265-276.
CrossRef - Klamecki, B.E., 1980. Interaction of tool wear mechanisms in woodcutting. Wood Sci., 13: 122-126.
Direct Link - Ratnasingam, J. and M.C. Perkins, 1998. An investigation into the tool wear charactersitics of rubberwood (Hevea brasiliensis) laminated veneer lumber. Holz Roh Werkst, 56: 31-35.
Direct Link - Sreekala, M.S., M.G. Kumaran and S. Thomas, 1997. Oil palm fibers: Morphology, chemical composition, surface modification and mechanical properties. J. Applied Polym. Sci., 66: 821-835.
CrossRefDirect Link