
Chrysanta Aurelia
Department of Food Science and Agricultural Product Technology, Faculty of Agricultural Technology, Gadjah Mada University, Yogyakarta,
Indonesia
Agnes Murdiati
Department of Food Science and Agricultural Product Technology, Faculty of Agricultural Technology, Gadjah Mada University, Yogyakarta,
Indonesia
Supriyanto
Department of Food Science and Agricultural Product Technology, Faculty of Agricultural Technology, Gadjah Mada University, Yogyakarta,
Indonesia
Andriati Ningrum
Department of Food Science and Agricultural Product Technology, Faculty of Agricultural Technology, Gadjah Mada University, Yogyakarta,
Indonesia
Pakistan Journal of Nutrition
Year: 2019 | Volume: 18 | Issue: 2 | Page No.: 193-200







ABSTRACT
Background and Objective: Jack beans are one of the most underutilized legumes in Indonesia and they are rich in protein. In Indonesia, several traditional products have been developed using jack beans as the raw material but the skin is not used, even though it contains dietary fiber, e.g., cellulose, that can be beneficial to human health. The valorization concept is a trending topic that uses byproducts, such as jack bean skin, to increase the value of the raw material. The objective of this research was to investigate the effects of the concentrations of sodium hydroxide (NaOH) and sodium hypochlorite (NaOCl) on several physicochemical characterizations of cellulose from jack bean skin. Materials and Methods: Cellulose isolation was carried out by delignification using NaOH at several concentrations (4, 6, 8, 10 and 20% NaOH), oxidation bleaching using NaOCl at different concentrations (0, 3 and 6% NaOCl) and reduction bleaching using 3% sodium bisulfite. The isolated cellulose from jack bean skins was analyzed and its physicochemical characteristics, e.g., yield, cellulose content, color (lightness), water holding capacity and oil holding capacity, were examined. Then, jack bean skin cellulose was analyzed to determine its functional groups using Fourier transform infrared (FT-IR) spectroscopy. Results: The highest yield of cellulose (46.40%) was obtained by using 4% NaOH. The highest cellulose content [76.79% (%db)] was obtained by using 10% NaOH. Increasing the NaOCl concentration helped lighten the cellulose color. Conclusion: The optimal sample treatment consisted of a combination of 10% NaOH and 3% NaOCl to produce a high cellulose content, light cellulose color and FT-IR peaks similar to commercial cellulose.
PDF Abstract XML References Citation
Received: September 25, 2017;
Accepted: August 28, 2018;
Published: January 15, 2019
Copyright: © 2019. This is an open access article distributed under the terms of the creative commons attribution License, which permits unrestricted use, distribution and reproduction in any medium, provided the original author and source are credited.
How to cite this article
Chrysanta Aurelia, Agnes Murdiati, Supriyanto and Andriati Ningrum, 2019. Effect of Sodium Hydroxide and Sodium Hypochlorite on the Physicochemical Characteristics of Jack Bean Skin (Canavalia ensiformis). Pakistan Journal of Nutrition, 18: 193-200.
DOI: 10.3923/pjn.2019.193.200
URL: https://scialert.net/abstract/?doi=pjn.2019.193.200
DOI: 10.3923/pjn.2019.193.200
URL: https://scialert.net/abstract/?doi=pjn.2019.193.200
INTRODUCTION
Indonesia is a tropical country that possesses abundant natural resources from its agricultural sector. For many years, peas have been a popular commodity known for being a source of fiber and protein. Jack beans are a kind of pea with great potential for use as the main ingredient in food products1.
Jack beans [Canavalia ensiformis (L.) (DC.)] have been widely planted in Asia, especially in South west Asia and South Asia, specifically in Indonesia. From 2010-2011, two hectare field of jack beans was established in Central Java and achieved a productivity of up to 216 t year–1 1. Recently, many researchers have optimized the use of jack beans, especially as a flour substitute in food products, due to its high protein value (32.32%)1,2.
The jack bean hull is the main byproduct of jack beans. The increasing utilization of jack beans results in a large amount of unused jack bean skin. It is known that 1.5 kg of jack beans produce up to 200 g of skin1.The utilization of jack bean skin is important for increasing the bean value because of its potentially high cellulose content.
Cellulose is a polymer of D-glucose with a b-glycosidic linkage. Plant cell walls are mainly composed of a complex of cellulose, hemicellulose and lignin. In its pure form, cellulose can be used in the paper and textile industries; furthermore, it can be modified into its derivatives, such as carboxy methyl cellulose (CMC), ethyl cellulose (EC) and hydroxypropyl methyl cellulose (HPMC), which can be used as thickeners, emulsifiers and coating agents in other food ingredients3,4.
The isolation of cellulose from food byproducts is attractive both economically and environmentally. Isolation of cellulose is conducted to obtain the pure form of cellulose by separating it from other matrices, e.g., lignin, hemicellulose and other noncellulose components. The process of isolating cellulose involves alkali treatment with calcium, sodium, potassium and ammonia hydroxide followed by bleaching with either an oxidative or reductive bleaching agent to lighten the color of cellulose. The objective of this research was to investigate the effects of the concentrations of sodium hydroxide (NaOH) and sodium hypochlorite (NaOCl) on several physicochemical characterizations of cellulose from jack bean skin. The potential of the skin to add value to a new source of cellulosic fiber materials was examined.
MATERIALS AND METHODS
Materials: Jack bean skin was collected from Kelompok Tani (Farmer’s Association) in Tulsit, Desa Tulakan, Wonogiri, Central Java, Indonesia. Several chemicals were used in this experiment, e.g., NaOH, acetic acid, sodium chloride, NaOCl, sodium bisulfite, sulfuric acid, HgO3 as a catalyst, Na2B4O7, a BCG-MR indicator, petroleum ether, aquadest, SIGMA commercial cellulose, ethanol 96% and Mazola corn oil. The chemicals used in this study were analytical grade and were used as received without further purification.
Chemical characterization of jack bean skin: Several chemical characterizations of the dried jack bean skin included determination of the moisture, ash, fat, protein, cellulose (TAPPI Standard T-203, Browning5) and carbohydrate (by difference) contents.
Isolation of cellulose: Dried jack bean skin was milled and boiled in a NaOH solution in several concentrations (4, 6, 8, 10 and 20%) at 100°C for 3 h. After the pulping process, the pulp was separated from the black liquor and washed with water to remove the residue. Then, the delignified pulp was boiled in 100 mL aquadest, 5 mL of 10% acetic acid and 10 g of sodium chloride (NaCl) at 60°C for 1 h, followed by washing with water to separate the acid remaining on the pulp4.
Then, the sample was bleached in two steps. The first step was oxidative bleaching using NaOCl at several concentrations (0, 3 and 6%) at 60°C for 3 h, followed by washing several times with water to separate the solution and the residues. The second bleaching step was reductive bleaching using 3% sodium bisulfite at 60°C for 3 h, followed by washing with water. The obtained pulp was dried in a cabinet dryer for at least 7 h at 50°C.
The cellulose was characterized by its cellulose content (TAPPI Standard T-203, Browning5) and its physical characterization, including its water holding capacity (WHC), oil holding capacity (OHC) and color value, was determined using a scoring test6,7. Cellulose with the optimum cellulose and optimum NaOH treatment was analyzed to determine its functional groups using Fourier transform infrared (FT-IR) spectroscopy within the wave number range of 400-4000 cm–1.
Statistical analysis: The data were analyzed using one-way analysis of variance (ANOVA) for data with one variable and the univariate general linear model for data with two variables using SPSS software version 22.0 for Windows (SPSS Inc., Chicago, USA). The results were expressed as the mean±standard deviation.
RESULTS AND DISCUSSION
Chemical composition of jack bean skin: A proximate analysis was carried out to identify the chemical composition of jack bean skin, including its cellulose content. The chemical composition of jack bean skin is presented in Table 1, which reveals that jack bean skin has a considerably high cellulose content (71.78% db) that is higher than the cellulose content of nut skin (65.7%)8.
The fat content of jack bean skin was relatively low and was mainly found after the milling and skinning treatment (2.89-4.46% db)1. The main component in jack bean skin was carbohydrate (73.88%), which may consist of fibers, such as lignin, hemicellulose and cellulose.
Isolation of cellulose: Cellulose isolation was performed to separate the lignin from the complex matrix, followed by oxidative and reductive bleaching to remove the residual lignin and to obtain white cellulose. The results showed that cellulose isolation using delignification and a bleaching treatment decreased the cellulose yield. Weight loss may occur due to the dissolving of several polymers, e.g., lignin, hemicellulose and other noncellulosic components, during the chemical treatment.
The addition of NaOH to the delignification process plays a role in separating lignin from the complex lignin-cellulose matrix and in rupturing the anhydrous glucose unit (AGU) linkage in cellulose that results in cellulose weight loss4. External factors such as loss during the washing treatment may also play a role in the cellulose weight loss.
| Table 1: | Chemical composition of jack bean skin |
 | |
The various concentrations of NaOH did not significantly influence the cellulose yield (Table 2). However, the use of 6% NaOCl significantly decreased the cellulose yield due to the rupture of the glycosidic linkage in cellulose, which is known as cellulose degradation. NaOCl can oxidize cellulose specifically in its amorphous zone9. The oxidation begins with the conversion of a glucose unit to its unstable derivative, followed by the opening of its ring and the rupture of its linkage. This reaction leads to a decrease in the molecular weight of cellulose and an increase in its solubility.
Cellulose content: The results presented in Table 2 show that the highest cellulose content (90.37%) was obtained with the combination of 10% NaOH and 0% NaOCl. The various concentrations of NaOH did not affect the yield of cellulose (p>0.05). In addition to the effect of the NaOH concentration, there are many factors that play a role in the isolation of cellulose, e.g., time and temperature of the extraction process. Further research should be conducted to obtain the optimum time and temperature to isolate cellulose from jack bean skin. An increase in the NaOH concentration and a longer duration of the extraction process increase the cellulose content10.
An increasing NaOCl concentration in the oxidative bleaching treatment leads to a decrease in the cellulose content. This decrease is due to cellulose oxidation followed by degradation of the cellulose molecule.
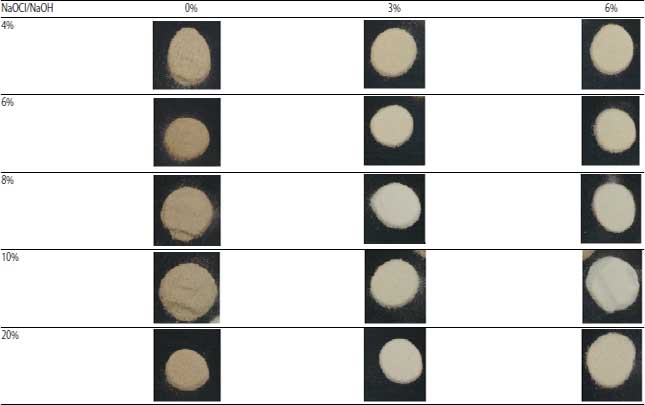
Color value: High concentrations of NaOH and NaOCl during the delignification and bleaching treatment lead to a lighter cellulose color, mainly because the addition of NaOH and NaOCl plays a role in the removal of lignin. Lignin is a polymer that is responsible for the brownish color of cellulose. The delignification process alone without bleaching yields a pulp with a low lightness value11. From the sensory analysis with 20 panelists using a scoring test (1 = brown, 5 = white)5, the highest score was obtained for cellulose with a combination of 20% NaOH and 6% NaOCl (Table 3 and 4).
| Table 2: | Cellulose yield and content |
 | |
| *Values followed by different letters in the same column or row are significantly different (p<0.05) according to Tukey’s test | |
| Table 3: | Sensory evaluation, water and oil holding capacities of CMC |
 | |
| *Values followed by different letters in the same column or row are significantly different (p<0.05) according to Tukey’s test | |
| Table 4: | Apparent shapes of cellulose from jack bean skin |
 | |
Water holding capacity and oil holding capacity: The WHC is the ability of cellulose to hold water for hydration. A high NaOH concentration led to an increase in the cellulose WHC. In biological systems, since it has a high WHC, cellulose can hold water while it is in the digestive system, which increases the feces volume12. The WHC of each sample is presented in Table 3.
The OHC is a characteristic of cellulose describing its ability to trap oil on its surface. Non-soluble fiber, such as lignin and cellulose, is frequently used as an emulsifier due to its ability to hold oil. The OHC value of each sample is presented in Table 3.
FT-IR analysis: Among the various concentrations of NaOH used in this research, the optimal results were obtained with 10% NaOH, resulting in a high cellulose content and lightness. Therefore, further examination of the samples was conducted with a 10% NaOH treatment. The most distinct absorption peak was observed in the untreated spectrum (Fig. 1). However, a peak located at 894 cm–1 indicates the presence of a b-glycoside linkage, which is the linkage found in cellulose.
In general, samples treated with a combination of 10% NaOH and 0, 3, or 6% NaOCl showed a similar peak to that of commercial cellulose (Fig. 2-5). Some peaks indicate the presence of the functional groups of cellulose, as presented in Table 5.
Cellulose produced from the treatments with both 0 and 3% NaOCl showed an absorbance at 3425 cm–1, which shifted to 3448 cm–1 when the cellulose was produced from a treatment using 6% NaOCl. This shift to the higher wave number13 may indicate the rupture of hydrogen bonds.
 | |
| Fig. 1: | FT-IR spectra of untreated jack bean skin |
| Crisanta A, Samole D, pelet, 16 February 2016 | |
 | |
| Fig. 2: | FT-IR results of cellulose isolated from jack bean skin with 10% NaOH and 0% NaOCl |
| Crisanta A, Samole A, pelet, 16 February 2016 | |
Optimum treatment: This study shows that a treatment with 10% NaOH during delignification and 3% NaOCl for oxidative bleaching resulted in the best cellulose product. The results may be beneficial for further utilization in applications using cellulose as a raw material in many food products.
 | |
| Fig. 3: | FT-IR results of cellulose isolated from jack bean skin with 10% NaOH and 3% NaOCl |
| Crisanta A, Samole B, pelet, 16 February 2016 | |
 | |
| Fig. 4: | FT-IR results of cellulose isolated from jack bean skin with 10% NaOH and 6% NaOCl |
| Crisanta A, Samole C, pelet, 16 February 2016 | |
The presented treatment produces cellulose with a high yield, a light color and a similar absorbance to that of commercial cellulose based on the FT-IR results.
 | |
| Fig. 5: | FT-IR results of SIGMA commercial cellulose |
| Crisanta A, Samole E, pelet, 16 February 2016 | |
| Table 5: | Sample absorption peaks determined using FT-I |
 | |
This study will help researchers realize valorization opportunities regarding food waste that were previously unknown. Thus, a new theory on the isolation of cellulose from jack bean byproducts can be applied to foods and possibly many other fields.
CONCLUSION
The sample with a combination of 10% NaOH and 3% NaOCl gives the best results, with a high cellulose content (73.4% db), light cellulose color and FT-IR peaks similar to commercial cellulose. The results showed that cellulose can be successfully isolated from jack bean skin. Therefore, jack bean skin is considered a new source of cellulose fibers and is expected to have great potential for value-added utilization in the form of cellulose crystals for applications in foods and other areas.
ACKNOWLEDGMENTS
The authors would like to express their sincere gratitude to the Lembaga Penelitian dan Pengabdian Kepada Masyarakat, Universitas Gadjah Mada, Yogyakarta for the financial and technical support under the Grant PUPT UGM 2017.
REFERENCES
- Murdiati, A., S. Anggrahini and A. Alim, 2015. Peningkatan kandungan protein mie basah dari tapioka dengan substitusi tepung koro pedang putih (Canavalia ensiformis L.). Agritech, 35: 251-260.
CrossRefDirect Link - Ribeiro, T.C., J.P. Abreu, M.C.J. Freitas, M. Pumar and A.J. Teodoro, 2015. Substitution of wheat flour with cauliflower flour in bakery products: Effects on chemical, physical, antioxidant properties and sensory analyses. Int. Food Res. J., 22: 532-538.
Direct Link - Pushpamalar, V., S.J. Langford, M. Ahmad and Y.Y. Lim, 2006. Optimization of reaction conditions for preparing carboxymethyl cellulose from sago waste. Carbohydr. Polym., 64: 312-318.
CrossRefDirect Link - Hutomo, G.S., D.W. Marseno, S. Anggrahini and S. Supriyanto, 2012. Ekstraksi selulosa dari pod husk kakao menggunakan sodium hidroksida. Agritech, 32: 223-229.
Direct Link - Chau, C.F., P.C.K. Cheung and Y.S. Wong, 1997. Functional properties of protein concentrates from three Chinese indigenous legume seeds. J. Agric. Food Chem., 45: 2500-2503.
CrossRefDirect Link - Cao, Y. and H. Tan, 2004. Structural characterization of cellulose with enzymatic treatment. J. Mol. Struct., 705: 189-193.
CrossRefDirect Link - Ketut, S., P. Caecilia and K. Novel, 2013. Pemisahan alpha-selulosa dari limbah batang ubi kayu menggunakan larutan natrium hidroksida. J. Teknik Kimia, 7: 43-47.
Direct Link - Sun, Y., L. Lin, H.B. Deng, J.Z. Li, B.H. He, R.C. Sun and P.K. Ouyan, 2008. Structural changes of bamboo cellulose in formic acid. BioResources, 3: 297-315.
Direct Link