
Mugwiza Telesphore
Food Safety and Quality Control Laboratory, School of Food Science and Technology, Jiangnan University, Wuxi, Jiangsu Province, P.R. China
Qian He
Food Safety and Quality Control Laboratory, School of Food Science and Technology, Jiangnan University, Wuxi, Jiangsu Province, P.R. China
Pakistan Journal of Nutrition
Year: 2009 | Volume: 8 | Issue: 11 | Page No.: 1806-1813







ABSTRACT
The effects of Pectinex Ultra SP-L concentration, Amylase AG XXL concentration, incubation temperature, pH and incubation time on juice yield, turbidity and viscosity of cloudy passion fruit juice were studied. Enzyme-treated passion fruit pulp sample showed increase in juice yield and turbidity with reduction in viscosity. Response Surface Methodology (RSM) was employed to optimize the hydrolysis conditions for production of cloudy passion fruit juice using enzymatic hydrolysis. The coefficient of determination (R2 values) for juice yield, turbidity and viscosity were greater than 0.900. Statistical analysis showed that Pectinex ultra SP-L concentration, Amylase AG XXL concentration, incubation temperature, pH and incubation time had effect at linear, square and interactive level on yield, turbidity and viscosity. Under the optimum conditions, juice yield extracted from enzyme treated passion fruit pulp was 95.02%, with turbidity 724 NTU and viscosity 1.84cP corresponding to the increase in yield and turbidity by 23% and 31.63% respectively with 0.56 cP decrease in viscosity.
PDF Abstract XML References Citation
How to cite this article
Mugwiza Telesphore and Qian He, 2009. Optimization of Processing Parameters for Cloudy Passion Fruit Juice Processing Using Pectolytic and Amylolytic Enzymes. Pakistan Journal of Nutrition, 8: 1806-1813.
DOI: 10.3923/pjn.2009.1806.1813
URL: https://scialert.net/abstract/?doi=pjn.2009.1806.1813
DOI: 10.3923/pjn.2009.1806.1813
URL: https://scialert.net/abstract/?doi=pjn.2009.1806.1813
INTRODUCTION
Passion fruit (Passiflora edulis) is one of the important fruit crops grown in Hawaii, Australia, New Zealand, East Africa, South Africa, Fiji, Peru and Srilanka. Passion fruit is native to tropical America. It is grown practically in every country with a suitable’ climate. There are two types, yellow and purple. There are more than 500 species of passiflora and more than 50 of these species are edible. Only the purple passion fruit, Passiflora edulis Sims, f. edilus and yellow passion fruit, P. edulis Sims, f. flavicarpa Degener, are grown commercially. Hybrids have been made between the purple and yellow forms (Salunkhe and Kadam, 1995). The passion fruit juice is fair to good source of pro-vitamin A, ascorbic acid, riboflavin and niacin with also a high mineral content. It has excellent flavor and is commonly used for preparation of beverages. Tropical fruits juices have become important in recent years due to the overall increase in natural fruit juice consumptions as an alternative to the traditional caffeine-containing beverages such as coffee, tea or carbonated soft drink (Jagtiani et al., 1988).
The use of cloudy juice becomes nutritionally important because there is high tendency for most of the nutrients to remain in the colloidal suspensions that characterize cloudy juice. Studies have shown that juices containing varying amounts of cloudy particles offer the consumer the experience of a different feel compared with clarified juices. Cloudy juices have been available on the world market for a number of years; however, recent development enzyme technology has led to a significant improvement in the consistency and quality of cloudy juices and concentrates (Beker and Bruemmer, 1972; Korner et al., 1980).
To enhance pulp liquefaction and provide a higher yield of juice with high quality, application of enzymes is more preferred than mechanical pressing of pulp because mechanical pressing of pulp results in poor yield and juice instability. Anonymous (1991) indicated that the use of total liquefaction enzyme for the mash treatment results in an increase of juice flow, leading to a shorter press-time, without the necessity for pressing aids. During the mash treatment the middle-lamellas of the fruit are depolymerised, at the same time, pectin is broken down to such an extent that the viscosity of the mash is reduced (Anonymous, 1991).
The general practice of determining optimum conditions for enzymatic hydrolysis is varying one parameter while keeping the other at an unspecified constant level. The major disadvantage of this single variable optimization is that it does not include interactive effects, among the variables; thus it does not depict the net effects of various parameters on the reaction rate. In order to overcome this problem, optimization studies have been done using Response Surface Methodology (RSM).
Response Surface Methodology (RSM) is an effective statistical technique for optimizing complex processes. The basic theoretical and fundamental aspects of RSM have been reviewed (Cochran and Cox, 1957; Giovanni, 1983; Henika, 1972; Myers and Montmogomery, 2002). RSM reduces the number of experimental trials need to evaluate multiple parameters and their interaction. It is less laborious and time-consuming than other approaches. It has constantly and successfully been demonstrated that it can be used in optimizing ingredients (Gallagher et al., 2003; Shelke et al., 1990; Vaisey-Genser et al., 1987) and process variables (Jackson et al., 1996; Mastrocola et al., 1997; Pagliarini et al., 1996; Shyu and Hwang, 2001; Truong et al., 1988; Vainionpaa, 1991) or both (Guerreros and Alzamora, 1997; Yusof et al., 1988).
There has been little information published on any systematic study of the effect of enzyme treatment on the passion fruit processing. The aim of this research was to investigate the effect of enzyme treatment (Pectinex Ultra SP-L dosage, Amylase AG XXL dosage, temperature, pH and hydrolysis time) on cloudy passion fruit juice and optimize the process conditions by using Response Surface Methodology (RSM).
MATERIALS AND METHODS
Raw material and chemicals: Mature fresh purple passion fruits (Passiflora edulis Sims, f. edilus) free from insect infestation were supplied by Jin Sheng Bai Xiang Guo (Guangxi province, P.R of China). The fruits were transported to Jiangnan university laboratory under ambient temperature and humidity and stored in the refrigerator at 4oC for later use. All chemicals used in the experiments were of analytical grade and bought from chemical depot of Jiangnan University.
Enzyme source: Pectinex Ultra SP-L a commercial pectolytic enzyme, and Amylase AG XXL amylolytic enzyme, were obtained from Novozymes Investment Co. Ltd (Beijing, China).
Juice extraction process: The fruits were sorted then washed thoroughly in running tap water and drip dried. Each fruit was opened by cutting in half with a kitchen knife and the pulp was scooped out by spoon. The juice was extracted using a blender and then squeezed through cotton cloth to remove seeds.
Enzymatic treatment: Fresh passion fruit pulp was kept in boiling water bath for 120 sec to inactivate natural Polyphenol Oxidases (PPO). Based on preliminary experiments, the range of variables for enzymatic conditions was selected. These were Pectinex Ultra SP-L dosage (0.009-0.017% w/w passion fruit pulp), Amylase AG XXL dosage (0.001-0.003% w/w passion fruit pulp), enzymatic treatment temperature (25-65oC), pH (1.5-5.5) and incubation time (10-30 min). Pectinex Ultra SP-L and Amylase AG XXL were simultaneously used during enzymatic reaction. At the end of enzyme treatment, the enzyme was inactivated by keeping treated pulp in boiling water bath for 60 sec. After cooling at room temperature, the passion fruit pulp treated with enzyme was centrifuged at 10000 rpm for 10 min. After centrifugation, juice yield, turbidity and viscosity were determined.
Juice yield: Juice yield was calculated using the following equation:
Where,
| W1 | = | weight of sample before centrifugation |
| W2 | = | weight of cake after centrifugation |
Viscosity: Viscosity of passion fruit juice was determined in an Ostwald viscometer at 30±1oC using distilled water as standard.
pH: The pH of the pulp was measured using electronic pH meter (Delta 320 pH meter, Mettler-Toledo Instruments Shanghai Co., China)
Turbidity: Turbidity was measured using turbidimeter (Wuxi Guangming Turbidimeter Factory Wuxi, China) and results were reported in Nephelometric Turbidity Units (NTU).
| Table 1: | Experimental design (in coded form of five variables) employed for processing cloudy passion fruit juice with Pectinex Ultra SP-L and Amylase AG XXL |
 | |
Code “0” is for center point of parameter range investigated; “±1” for factorial points and “±2” for augmented points; X1, Pectinex Ultra SP-L concentration; X2, Amylase AG XXL concentration; X3, incubation temperature; X4, pH of pulp and X5, incubation time | |
Experimental design and statistical analysis: Experimental design in coded form is shown in Table 1. The Response Surface Method (RSM) was used in designing this experiment. Statistical analysis System (SAS) software version 8 was used to generate the experimental designs and statistical analysis.
| Table 2: | Coded parameter levels |
 | |
Where X is coded value, *Passion fruit pulp | |
The data were subjected to Analysis of Variance (ANOVA) and the values expressed are means ± standard deviation. Five independent variables: Pectinex Ultra SP-L dosage (X1), Amylase AG XXL dosage (X2), Temperature (X3), pH (X4) and time (X5) were chosen. Coded levels of independent variables are shown in Table 2. The three responses were juice yield (Y1), turbidity (Y2) and viscosity (Y3). The response functions (Y1, Y2 and Y3) were related to the coded variables by a second degree polynomial using equation below:
Where coefficients of polynomial were represented by b0 (constant term), bi (linear effects), bii (quadratic effects) and bij (interaction effects). The analysis of variance (ANOVA) tables were generated. The significance of all terms in the polynomial were judged statistically by computing the F-probability (p) of 0.001, 0.01 or 0.05.
RESULTS AND DISCUSSION
Juice yield, turbidity and viscosity: Passion fruit juice yield, turbidity and viscosity varied from 78.04-95.74%, 600.78-717.90 NTU and 1.848-2.149 Cp, respectively in enzyme- treated passion fruit pulp. The juice yield and turbidity increased by 6-23.74% and 8.4-23.38 respectively with 0.25-0.552cP reduction in viscosity. In control (without enzymatic treatment) juice yield, turbidity and viscosity were 72%, 550 NTU and 2.4cP respectively (Table 3). Reduction in viscosity and increase in yield and turbidity for enzyme treated passion fruit pulp is mainly due to the degradation of pectin and starch by pectolytic and amylolytic enzymes respectively.
Statistical analysis: The experimental results obtained from 50-run-experiments on the effect of independent variables namely Pectinex Ultra SP-L dosage, Amylase AG XXL dosage, temperature, pH and time on the three response functions (juice yield, turbidity and viscosity) are shown in Table 3. The statistical analysis indicated that the proposed model had no significant lack of fit p>0.05 and with very satisfactory values of the R2 for all the responses. The Analysis of Variance (ANOVA) indicated that the R2 value for juice yield, turbidity and viscosity were 0.9370, 0.9370 and 0.9310 respectively (Table 4). That means that the calculated model was able to explain 93.70, 93.70 and 93.10% of the results in the case of juice yield, Turbidity and viscosity respectively. The closer the value R2 is the unit, the better the empirical model fits the actual data.
The smaller the value of R2 the less relevant the dependent variables in the model have to explain the behavior variation (Little and Hills, 1978; Mendenhall, 1975). The adjusted R2 values 0.894, 0.894 and 0.883 for juice yield, turbidity and viscosity respectively (Table 4) were also found in agreement with the R2 values. Therefore, the models were found to be adequate in representing the response data of the juice yield, turbidity and viscosity and can be further used for analysis and prediction purposes.
Effect of enzyme concentration, temperature, pH and time: Juice yield, turbidity and viscosity were affected most significantly by pectinex Ultra SP-L concentration (X1) (p = 0.0001), Amylase AG XXL concentration ( X2) (p = 0.0001), temperature (X3) (p = 0.0001), pH (X4) (p = 0.0001) and time (X5) (p = 0.0001). All linear parameters ( X1, X2, X3, X4, X5), quadratic parameters (X21, X22, X23, X24 and X25) and three interaction parameters (X1X3, X1X4, X4X5 ) were significant at the level of p<0.05 or p<0.01 for juice yield. All linear parameters (X1, X2, X3, X4, X5), four quadratic parameters (X21, X22, X23 and X24) and four interaction parameters (X1X2, X1X3, X1X4, X4X5) were significant at the level of p<0.05 or p<0.01 for juice turbidity. All linear parameters (X1, X2, X3, X4, X5), four quadratic parameters (X21, X22, X23 and X24) and three interaction parameters (X1X2, X1X3 and X1X4) were significant at the level of p<0.05 or p<0.01 for viscosity whereas the other interaction and quadratic parameters were insignificant (p>0.1).
Neglecting the non-significant parameters, the final predictive equations obtained were given as follow:
 |
 |
Where, Y1 = Juice yield (%); Y2 = Turbidity (NTU); Y3 = Viscosity (cP); X1 = Pectinex Ultra SP-L concentration (% w/w passion fruit pulp); X2 = Amylase AG XXL concentration (% w/w passion fruit pulp); X3 = Temperature (oC); X4 = pH; X5 = Time (min).
| Table 3: | Effect of enzyme concentration, temperature, pH and time on three dependent variables |
 | |
| Table 4: | Analysis of Variance (ANOVA) for surface quadratic model |
| *Significant at p<0.05 | |
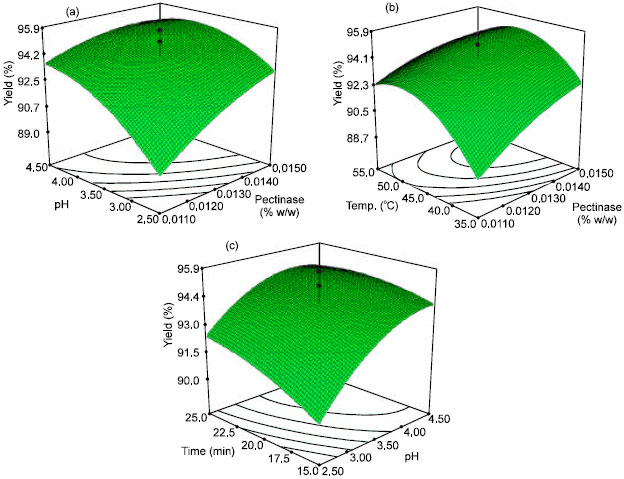 | |
| Fig. 1: | Response surface for passion fruit juice yield as a function of (a) pH and Pectinex Ultra SP-L concentration (Amylase AG XXL concentration, temperature and time kept at their 0 level); (b) Temperature and Pectinex Ultra SP-L concentration (Amylase AG XXL concentration, pH and time kept at their 0 level) and (c) pH and Time (Pectinex Ultra SP-L concentration, Amylase AG XXL concentration and temperature kept at their 0 level) |
The significant effects of independent variables and their mutual interaction on the juice yield, turbidity, and viscosity can be seen on the three dimential response surface curves and contour plots shown from Fig. 1-3. The plots were generated by plotting the response using the z-axis against two independent variables while keeping the other three independent variables at their zero level.
Fig. 1a shows the interaction between pH and Pectinex Ultra SP-L concentration on the juice yield. Increase in pectinex Ultra SP-L concentration from 0.011-0.014% w/w passion fruit pulp with increase in pH from 2.5-4.0 enhanced the juice yield, while increase of Pectinex Ultra SP-L concentration over 0.014% w/w passion fruit pulp and pH over 4.0 did not show a significant variation of juice yield.
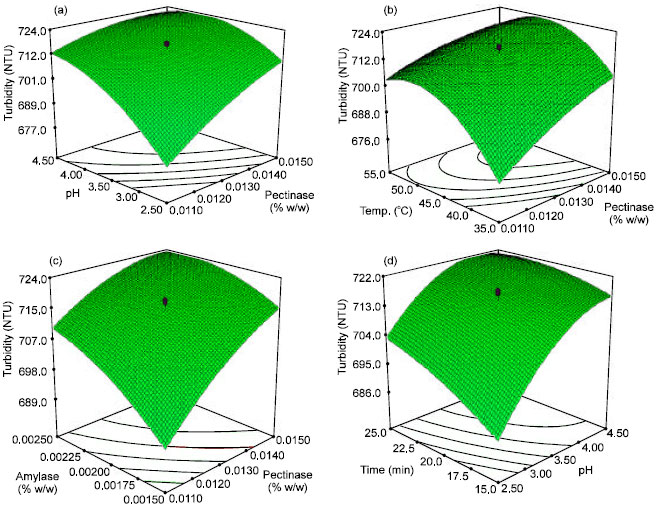 | |
| Fig. 2: | Response surface for passion fruit juice turbidity as a function of (a) pH and Pectinex Ultra SP-L concentration (Amylase AG XXL concentration, temperature and time kept at their 0 level); (b) Temperature and Pectinex Ultra SP-L concentration (Amylase AG XXL concentration, pH and time kept at their 0 level) and (c) Amylase AG XXL concentration and Pectinex Ultra SP-L concentration (pH, temperature and time kept at their 0 level); (d) Time and pH (temperature, Pectinex ultra SP-L and Amylase AG XXL concentration kept at their 0 level) |
Fig. 1b indicates the effect of temperature and Pectinex Ultra SP-L concentration on juice yield. Increase of Pectinex Ultra SP-L concentration from 0.011-0.014% w/w passion fruit pulp with increase of temperature from 35-50oC increased the juice yield. The increase of Pectinex Ultra SP-L over 0.014% w/w passion fruit pulp showed a little increase of juice yield while the increase of temperature over 50oC decreased the juice yield.
Fig. 1c presents the variation of the juice yield with time and pH at a fixed temperature Pectinex Ultra SP-L and Amylase AG XXL concentration. It may be observed from the figure that the juice yield increased with the pH for the pH range 2.5-4. The increase of pH over 4 decreased the juice yield. It may also be observed from the Fig. 1c that the increase of time from 15-22.5 min increased the juice yield while the increase ot time over 22.5 min increased juice yield at a slow rate.
Fig. 2a describes the dependence of turbidity with pH and Pectinex Ultra SP-L dosage at fixed Amylase AG XXL dosage, temperature and time. It is clear from the Fig. 2a that at constant Amylase AG XXL dosage, time and temperature, juice yield increased with Pectinex Ultra SP-L concentration. Increase in pH from 2.5-4.0 enhanced the turbidity while the increase of pH over 4 decreased the turbidity.
Fig. 2b indicates the effect of interaction between temperature and Pectinex Ultra SP-L on turbidity of passion fruit juice. Turbidity increased with increase in pectinex Ultra SP-L concentration and increase of temperature from 35-45oC while the increase of temperature above 45oC decreased the turbidity.
Fig. 2c indicates that the turbidity of passion fruit juice increased quickly with the increase of pectinex Ultra SP-L and Amylase AG XXL concentration from 0.011-0.014 and 0.0015-0.0025% w/w passion fruit pulp respectively. The increase of Pectinex Ulta SP-L and Amylase AG XXL concentration over 0.014 and 0.00225% w/w passion fruit pulp respectively did not show obvious effect on turbidity.
 | |
| Fig. 3: | Response surface for passion fruit juice viscosity as a function of (a) pH and Pectinex Ultra SP-L concentration (Amylase AG XXL concentration, temperature and time kept at their 0 level); (b) Temperature and Pectinex Ultra SP-L concentration (Amylase AG XXL concentration, pH and time kept at their 0 level) and (c) Amylase AG XXL and Pectinex Ultra SP-L concentration (temperature, pH and time kept at their 0 level) |
Fig. 2d indicates the effect of interaction between time and pH on turbidity of passion fruit juice. Turbidity increased with increase of time from 15-22.5 min and increase of pH from 2.5-4. The increase of time over 22.5 min showed increase in turbidity at a slow rate while the increase of pH over 4 decreased turbidity.
Fig. 3a shows the interaction between pH and Pectinex Ultra SP-L concentration on viscosity of passion fruit. There was a decrease in viscosity when pH and Pectinex Ultra SP-L concentration were increased from 2.5-4 and 0.0110-0.0140% w/w passion fruit pulp respectively. We can also see from Fig. 3a that the increase of pH and Pectinex Ultra SP-L concentration over 4 and 0.014% w/wpassion fruit pulp did not show any obvious effect on viscosity.
Fig. 3b depicts the effect of temperature and Pectinex Ultra SP-L concentration on the viscosity of passion fruit juice. Viscosity decreased quickly with increase of temperature from 35-45oC and then increased wit the increase of the temperature over 45oC, while viscosity decreased with increase in Pectinex Ultra SP-L concentration from 0.0110-0.0140% w/w passion fruit pulp and no obvious change for concentration over 0.0140% w/w passion fruit pulp.
Fig. 3c shows the effect of Amylase AG XXL and Pectinex Ultra SP-L concentration on the viscosity of passion fruit juice. The increase of Amylase AG XXL and Pectinex Ultra SP-L concentration from 0.0015-0.00225% w/w passion fruit pulp and 0.0110-0.0140% w/w passion fruit pulp decreased the viscosity while the increase of concentration of the above enzymes over 0.00225 and 0.014% w/w passion fruit pulp respectively did not show any obvious effect on viscosity.
Optimization: The optimum processing conditions to obtain high juice yield with high turbidity and the lowest viscosity were investigated. The optimum conditions to the above responses are presented in Table 5. Optimum values of the responses were in the experimental range indicating the validity of the selection of the variable range. At the optimum condition, juice yield, turbidity and viscosity were 95.6%, 728 NTU and 1.82 cP respectively. This condition was experimentally verified in the laboratory and juice yield, turbidity and viscosity values were found to be 95.02%, 724 NTU and 1.84 cP respectively, which are in good agreement with the predicted values.
Conclusion: Juice yield , turbidity, and viscosity of cloudy passion fruit juice can be brought to the desired level by using Pectinex Ultra SP-L and Amylase AG XXL treatments. The different conditions for enzyme treatment showed that Pectinex Ultra SP-L dosage, Amylase AG XXL dosage, temperature, pH and time significantly affected juice yield, turbidity and viscosity of cloudy passion fruit juice. Using Response Surface Method (RSM) the optimum condition of enzymatic treatment was obtained. These conditions were Pectinex Ultra SP-L dosage 0.0136% w/w passion fruit pulp, Amylase AG XXL dosage 0.0024% w/w passion fruit pulp, temperature 49oC, pH 3.8 and time 25 min.
ACKNOWLEDGMENTS
This research work was founded by the financial assistance of the National High Technology Research and Development Program of China. We are thankful to Dr IRAKOZE Pièrre Claver for his constructive advice.
REFERENCES
- Baker, R.A. and J.H. Bruemmer, 1972. Pectinase stabilization of orange juice cloud. J. Agric. Food Chem., 20: 1169-1173.
CrossRefDirect Link - Gallagher, E., C.M. O'Brien, A.G.M. Scannell and E.K. Arendt, 2003. Use of response surface methodology to produce functional short dough biscuits. J. Food Eng., 56: 269-271.
CrossRefDirect Link - Guerreros, S.N. and S.M. Alzamora, 1997. Effect of pH, temperature and glucose addition on flow behavior of fruit purees I. Banana puree. J. Food Eng., 33: 239-256.
CrossRef - Jackson, J.C., M.C. Bourne and J. Barnard, 1996. Optimization of blanching for crispness of banana chips using response surface methodology. J. Food Sci., 61: 165-166.
Direct Link - Korner, B., G. Zimmermann and Z. Berk, 1980. Orange pectinesterase: Purification, properties and effect on cloud stability. J. Food Sci., 45: 1203-1206.
CrossRefDirect Link - Little, T.M. and F.J. Hills, 1978. Agricultural Experimentation: Design and Analysis. John Wiley and Sons, Hoboken, New Jersey, ISBN-13: 9780471023524, Pages: 350.
Direct Link - Mastrocola, D., M.D. Rosa and R. Massini, 1997. Freeze dried strawberries rehydrated in sugar solutions: Mass transfers and characteristics of final products. Food Res. Int., 30: 359-364.
CrossRefDirect Link - Myers, R.H. and D.C. Montgomery, 2002. Response Surface Methodology: Process and Product Optimization Using Designed Experiments. 2nd Edn., Wiley, New York, ISBN: 978-0-471-41255-7, Pages: 824.
Direct Link - Pagliarini, E., C. Peri, B. Zanoni and M. Ghizzardi, 1996. Optimization of olive paste expression: Maximizing yield by central composite design approach. J. Sci. Food Agric., 71: 470-474.
Direct Link - Shelke, K., J.W. Dick, Y.F. Holm and K.S. Look, 1990. Chinese wet noodle formulation: A response surface methodology study. Cereal Chem., 67: 342-388.
Direct Link - Shyu, S.L. and L.S. Hwang, 2001. Effect of processing conditions on the quality of vacuum fried apple chips. Food Res. Int., 34: 133-142.
CrossRef - Truong, V.D., W.M. Jr. Walter and K.L. Bett, 1988. Textural properties and sensory quality of processed sweet potatoes as affected by low temperature blanching. J. Food Sci., 63: 739-743.
CrossRefDirect Link - Vainionpaa, J., 1991. Modeling of extrusion cooking of cereals using response surface methodology. J. Food Eng., 13: 1-26.
CrossRef - Yusof, S., Z. Tlib, S. Mohamed and A. Abu-Bakar, 1988. Use of response surface methodology in the development of guava concentrate. J. Sci. Food Agric., 43: 173-186.
CrossRefDirect Link