
Amr Farouk
Department of Chemistry of Flavor and Aroma, National Research Centre, Dokki, Giza, Egypt
LiveDNA: 20.21277
Mamdouh El-Kalyoubi
Department of Food Science, Faculty of Agriculture, Ain Shams University, Cairo, Egypt
Hatem Ali
Department of Food Science and Nutrition, College of Food Science and Agriculture, King Saud University, Riyadh, Saudi Arabia
Magda Abd El Mageed
Department of Chemistry of Flavor and Aroma, National Research Centre, Dokki, Giza, Egypt
Mohamed Khallaf
Department of Food Science, Faculty of Agriculture, Ain Shams University, Cairo, Egypt
Shimaa Moawad
Department of Chemistry of Flavor and Aroma, National Research Centre, Dokki, Giza, Egypt
Pakistan Journal of Biological Sciences
Year: 2020 | Volume: 23 | Issue: 3 | Page No.: 257-263







ABSTRACT
Background and Objective: Encapsulation is an effective method to keep the quality of and avoid changes in flavors or essential oils due to oxidation, heating, volatilization, or chemical interactions. This study aims to microencapsulate key flavorings by traditional wall materials, namely, gum arabic (GA), maltodextrin (MD) and sodium caseinate (SC) and evaluate the effects of different wall materials on the properties of the flavor microcapsules. Materials and Methods: The emulsions of flavor compounds (linalool, citral, orange oil, allyl caproate and isoamyl acetate) were prepared using GA, SC and MD as carriers with different concentrations and then encapsulated in powder form by a spray dryer. Physical properties, including encapsulation efficiency, viscosity, emulsion stability and moisture, were studied before and after the spray drying process. Moreover, the morphology and extent of the nonenzymatic browning (NEB) of powder particles were performed using a scanning electron microscope (SEM) and a chroma meter. The effect of encapsulation on flavor retention and chemical composition was evaluated using gas chromatography-mass spectrometry (GC-MS). Results: Orange oil shows the maximum retention efficiency (84.5-97.9%), whereas isoamyl acetate is less retained during drying (44.4-72.5%) compared with other volatile compounds. Increasing the concentration of GA provides the highest retention for all aroma compounds and improves the viscosity and the emulsion stability of spray-dried powder. The presence of MD as the main encapsulating agent enables the formation of several homogeneous capsules with a good spherical shape and a smooth surface, according to SEM. The NEB is observed intensively in encapsulated samples containing citral and orange oils, whereas the least browning occurs in isoamyl acetate microcapsules. Conclusion: Wall material formulation affects the retention, morphology and physical properties of the encapsulated flavors, which can be used in food or nutraceutical powder premixes.
PDF Abstract XML References Citation
Copyright: © 2020. This is an open access article distributed under the terms of the creative commons attribution License, which permits unrestricted use, distribution and reproduction in any medium, provided the original author and source are credited.
How to cite this article
Amr Farouk, Mamdouh El-Kalyoubi, Hatem Ali, Magda Abd El Mageed, Mohamed Khallaf and Shimaa Moawad, 2020. Effects of Carriers on Spray-dried Flavors and Their Functional Characteristics. Pakistan Journal of Biological Sciences, 23: 257-263.
DOI: 10.3923/pjbs.2020.257.263
URL: https://scialert.net/abstract/?doi=pjbs.2020.257.263
DOI: 10.3923/pjbs.2020.257.263
URL: https://scialert.net/abstract/?doi=pjbs.2020.257.263
INTRODUCTION
Flavorings are key ingredients in the food, pharmaceutical, perfumery, cosmetic, agricultural and textile industries. Oxidation, heating, volatilization, or chemical interactions are negative factors that may affect the sensory perception of flavors and aroma compounds and, therefore, food products1. Practically, using microencapsulation as an effective method to minimize the adverse effects of these problems and to convert flavoring ingredients into conventional handled powder form is common2. Microencapsulation is defined as a process in which functional or core ingredients, e.g., flavors or fragrances, are surrounded by wall materials consisting of food-approved biopolymers, e.g., starches, gums, proteins and lipids3-5.
In comparison with other microencapsulation techniques, spray drying presents an economical, low-cost and efficient technology used on an industrial scale with high production capacity, among other attractive advantages. The retention or bonding of aroma compounds in the food matrix due to encapsulation is affected by the nature of wall materials, emulsion composition, drying process conditions and encapsulated compounds6.
Considerable research and scientific reports dealing with the encapsulation of essential and fixed oils have been published; however, only a few studies on the encapsulation of flavorings and their reactions or stability during such process have been reported. Currently, encapsulation and measuring its efficiency become an important target and trend in the flavor industry to introduce flavors and aroma compounds in many food products and applications in powder/gel form or to increase their stability and control their release7.
Gum arabic (GA) and maltodextrin (MD) have been the most common carriers used for flavor and oil encapsulations in addition to proteins, which have functional properties that make them interesting7. Proteins, e.g., sodium caseinate (SC), have emulsification and encapsulation properties that were used successfully with lipids before8. This study aims to encapsulate various aroma compounds using different proportions of three types of wall materials (GA, SC and MD) to determine the effect of wall composition on the retention and properties of microcapsules. The selection of the aroma compounds (linalool, citral, allyl caproate and isoamyl acetate) was based on their applications and used as potent odors in many flavor formulas and their chemical structure, which may be affected/reacted during the process.
MATERIALS AND METHODS
This study was conducted at the chemistry of flavor and aroma department from Oct., 2016-July, 2017. The linalool, citral, allyl caproate and isoamyl acetate were purchased from Sigma-Aldrich (St. Louis, MO). Furthermore, the orange oil was provided kindly by Eng. Sherif Yahia, Life Essences, Cairo, Egypt. The wall materials used were MD with DE 12-15 (National Co. for corn products10th of Ramadan, Egypt), SC (Fonterra, New Zealand) and GA (Avonchem, Cheshire, UK).
Emulsion formulation: The emulsion was formed by hydrating the GA in deionized water to prepare a 5-15% w/v solution. The gum solution was left overnight at 4°C to allow full hydration. The different concentrations of MD (15-25.0% w/v) were then dissolved in the same gum solution, followed by SC, which dispersed before in warm water and was kept under constant stirring overnight to end up with a total solid content of 35.0% w/v (Table 1). Tween80 (1.0% w/v, based on water) was dissolved in the wall solution at intensive mixing followed by the addition of a certain weight of aroma compounds to obtain a 15% w/v based on water feeding emulsion. Moreover, the whole mixture was magnetically stirred for 15.0 min to form a coarse pre-emulsion and was then homogenized for 20 min at full sonicator power (200.0 W, 24 kHz) using a UP200S ultrasound homogenizer (IKA Hielscher GmbH, Berlin, Germany) equipped with an impulse generator 14 mm in diameter. The emulsion vessel was immersed in a cold water bath during the whole process to avoid the rise of emulsion temperature above ambient during ultrasound homogenization7,9.
Emulsion characteristics
Emulsion viscosity: The viscosity of aroma compound emulsion was measured using a Bohlin Visco 88BV (Bohlin Rheology UK Ltd., UK) and the measurements were conducted thrice at 29.5±0.1°C.
Emulsion stability: The stability of aroma compound emulsion was tested in terms of its creaming index (CI) at room temperature, according to Klinkesorn et al.10.
| Table 1: | Wall formulation used to encapsulate aroma compounds |
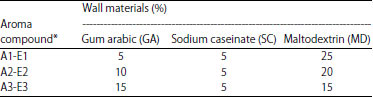 | |
*A: Linalool, B: Citral, C: Orange oil, D: Allyl caproate, E: Isoamyl acetate, 1-3: Wall mix number | |
The emulsion was slowly poured into a glass test tube and then the creaming index was calculated on the basis of the following equation11:
![]()
where, CI is the creaming index of the emulsion, SH is the height of the serum layer formed at the bottom of the glass tubes (mm) and TH is the total height of the emulsions in the tubes (mm). The closer the values of the CI to zero, the more stable the emulsion against creaming. The values reported are the arithmetic means of two tests ±SD.
Spray drying process: The co-current Mini Spray Dryer B-290 (Büchi, Flawil, Switzerland) was used. The dimensions of the glass dryer chamber were 0.45 m in height and 0.14 m in diameter. The spraying system consisted of a two-fluid nozzle composed of an internal tip with an opening of 0.7 mm in diameter and an external ring with an opening of 1.5 mm in diameter. Moreover, the constant process parameters included a drying air flow rate of 85.0% of the suction fan controller. The inlet and outlet temperatures were 160.0°C and 80.0°C (±1.0°C), respectively. Furthermore, the resulted powder was collected from the drying chamber wall and the cyclone and the drying process was conducted twice for two different batches of each aroma compound emulsion.
Powder characteristics
Moisture content: A total of 3-5 g of powder was placed in a Petri dish and the moisture was determined by heating at 105.0°C until a constant weight was achieved. The percentage of powder moisture was calculated on wet basis12 and the arithmetic mean of three determinations was calculated ±SD.
Powder morphology using scanning electron microscopy (SEM): The particle morphology of the aroma powder was analyzed using the field emission scanning electron microscope (Quanta FEG 250, FEI, Czech Republic) at an accelerating voltage of 10 kV. The powder was previously gold sputtered by mounting on aluminum stubs with double-sided adhesive tape and coated with gold using an Edwards sputter coater S150A (Crawley, England).
Retention of individual aroma compounds and their profiles during spray drying: The amounts of individual aroma compounds retained by the spray drying operation were determined by gas chromatographic-mass spectrometry (GC-MS) analysis. A total of 0.5 g spray-dried flavor was dissolved in 2.8 g of distilled water in a screw-cap vial and was mixed using a vortex mixer and then 4 g of diethyl ether solution containing limonene as an internal standard (0.25 mg g–1 diethyl ether) was added to the vial and was remixed. After settling, the supernatant was transferred to a 2 mL screw-cap vial and was loaded into an HP 7673 automatic sampler (Hewlett-Packard, Wilmington, DE)7.
Retention of total volatile oil: The total orange oil retained during drying was determined using Clevenger distillation7. The volatile oil retention (overall aroma retention) during drying was calculated as follows:
![]()
where, the theoretical oil content was 15% assuming ideal retention and recovery factor r using the clevenger apparatus was 0.88.
GC-MS analysis: GC (Hewlett-Packard model 5890) coupled to MS (Hewlett-Packard model 5970) was used for analysis. The separation of volatiles was performed on DB5 (60 m×0.32 mm id×0.25 μm film thickness, J and W Sci., USA). The oven temperature was maintained initially at 50°C for 5 min and then programmed from 50-250°C at a rate of 4°C min. Helium was used as carrier gas. At a flow rate of 1.1 mL min–1, The sample size was 2 μL, split ration 1:10, the injector temperature was 220°C, Mass Spectra in the electron impact model (EI) were obtained at 70 eV and scan m/z range from 29-400 amu. The retention indices of the separated volatile compounds were calculated with reference of the retention time of a series of n-alkanes (C6-C22), run at the same conditions. The isolated peaks were identified by matching them with the data from the library of mass spectra (National Institute of Standard and Technology, [NIST]) and comparing with the authentic compounds and published data13.
Nonenzymatic browning: The extent of nonenzymatic browning NEB (Maillard reaction) in the fresh powders was measured by monitoring the formation of brown pigments and was expressed as the b* value. The color was measured with a Minolta chroma meter CR-200 (Minolta, Osaka, Japan). Furthermore, the following parameters were measured:
Color difference: E = (a*2+b*2+L*2)0.5
where, L* expressed the lightness (%), a* value is the redness (positive) to greenness (negative), b* value is the yellowness (positive) to blueness (negative), the hue angle h* is defined as tan–1 b*/a* and chroma c* is the (a*2+b*2)0.5.
Statistical analysis: The statistical analysis were performed using Statistical Package for the Social Sciences (SPSS 16) and the data were expressed as Mean±SD.
RESULTS AND DISCUSSION
Emulsion characteristics: Table 2 shows the viscosity and the emulsion stability index (CI %) of homogenized emulsions before spray drying. The viscosity of the emulsion is important because this parameter affects the size of microcapsules and the thickness of their walls. The increase of GA provided maximum viscosity among all the carrier materials, whereas MD showed the least viscosity with lower emulsifying properties. According to our preliminary experiments, using high concentrations of SC affects the viscosity of the system negatively and may resist the flow rate of the feedstock. In addition, when all the materials were used in combinations, the viscosity decreased, which is in agreement with the results of Kausadikar et al.14. The emulsion stability (CI %) data clearly revealed that most of the emulsions were kinetically stable, especially for the wall systems containing GA and SC due to their excellent emulsifying capacity15. The poor emulsifying properties of MD were proven by the formation of a small separation layer with low emulsion stability.
Powder characteristics
Moisture content: The moisture of the microcapsules varied from 2.9-5.15 wt % (Table 2), which is considered to be within the same range reported in other investigations with acceptability to be applied in the food industry14,16,17. The inlet air temperature presented a high influence of particle moisture. The moisture content of the powder decreased as the flow rate decreased and the air-drying temperature increased. Meanwhile, under high feed rates, the amount of microcapsule water increased considering the same temperature and the same amount of wall materials due to the inappropriate short contact time between emulsion and air drying16,17. As the concentration of GA increased in the wall material, the moisture of the powders was increased, since the time required to form the particle shell was too short for hindering water diffusion during the drying process18.
| Table 2: | Influence of the wall materials on emulsion characteristics and moisture content of the dried flavors |
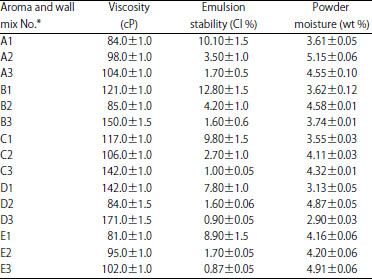 | |
*A: Linalool, B: Citral, C: Orange oil, D: Allyl caproate, E: Isoamyl acetate, 1-3: Wall mix number | |
Powder morphology: The analysis of the surface of powder particles obtained with encapsulating agents at different concentrations was performed using SEM (Fig. 1a-c). Figure 1a shows that the presence of MD as the main encapsulating agent enabled the formation of several homogeneous capsules with a good spherical shape and a smooth surface. The microparticles obtained by more concentrations of GA (Fig. 1b, c) showed structures similar to those obtained with MD with fewer wrinkles, smoother surfaces and more well-defined spherical microcapsules besides other larger agglomerates of irregular shapes. The larger particles or agglomerates could be due to the high viscosity of the feed emulsion, considering the direct relation between particle size and viscosity9. The formation of some indentations on the surface of particles obtained by spray-drying (Fig. 1b, c) is usually attributed to particle shrinkage due to the drastic loss of moisture followed by cooling19.
The external particle surfaces were continuous, with no cracks, porosity, or breaks (Fig. 1b, c). These characteristics are critical to ensure the considerable protection and retention of active ingredients as reported by Trindade and Grosso20, Bertolini et al.21 and Comunian et al.22, who also studied GA as the carrier agent for the spray drying of chlorophyllide. The walls were homogeneous, which infers that the SC and GA were, in fact, completely dissolved before the spray drying process.
Nonenzymatic browning (NEB): According to the results of different CIE-LAB characteristics reported in Table 3, the browning in the encapsulated samples containing citral and orange oil is more intense compared with the others.
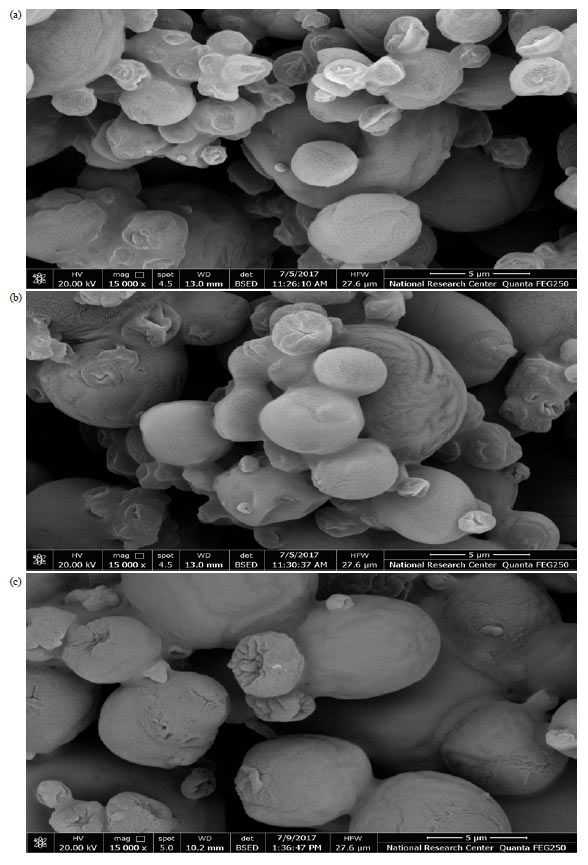 | |
| Fig. 1(a-c): | SEM of a spray dried linalool produced from wall material combination, (a) A1, (b) A2 and (c) A3 |
The increase of a* and b* corresponds to the increase in redness and yellowness, respectively, which occurs in the beginning of NEB, especially in samples B1-B3. A remarkable increase in the same parameters is observed with high concentrations of GA, which seems to favor the Maillard reaction or NEB and the formation of aroma compounds in the presence of SC. Products with intensively green and blue notes are formed only later, as a result of secondary reactions.
| Table 3: | Colour parameters of spray-dried powders |
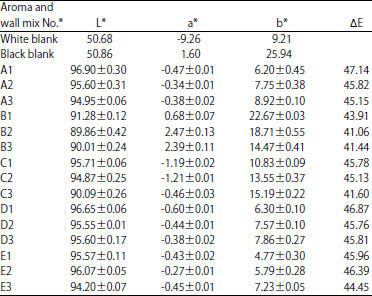 | |
*A: Linalool, B: Citral, C: Orange oil, D: Allyl caproate, E: Isoamyl acetate, 1-3: Wall mix number | |
| Table 4: | Individual retention of aroma compounds during spray drying (%) |
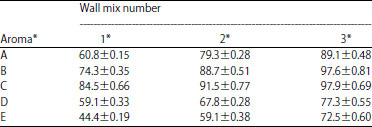 | |
*A: Linalool, B: Citral, C: Orange oil, D: Allyl caproate, E: Isoamyl acetate, 1-3: Wall mix number | |
They cannot occur in the course of extremely short encapsulation time and at relatively low temperatures (120-160°C)23.
Maillard reaction has been extensively studied in food systems as it influences the final quality of a product in terms of color, nutrition and flavor. When considering volatile encapsulation by protein materials, especially carbonyls, it is essential to investigate the NEB interaction during processing. Verdalet-Guzmán et al.24 mentioned the reactivity of proteins with carbonyls as a limiting factor in their use in the production of dried flavors. Brueckner et al.25 also highlighted the reactivity, but they did not investigate it further.
Retention of aroma compounds during spray drying: The retention of individual aroma compounds after spray drying is crucial as it may change the final flavor profile. Table 4 exhibits that the retention of the aroma compounds in the dry powders differs across the carrier materials. Retention, as well as, changes may occur during processing, therefore, producing a dry flavoring with the same sensory characteristics of the initial liquid flavoring constitute a problematic issue. Overall, isoamyl acetate was the least retained during drying compared with other volatile compounds. Orange oil and linalool were highly well retained among the materials, followed by citral, while allyl caproate had varying retention levels across the materials. The losses of lower molecular weight aroma compounds were primarily due to their relatively small molecular sizes and high vapor pressure compared with the other model compounds used in this study, which is consistent with other studies7,12. Finally, the composition of the wall materials showed a major influence on volatile retention during drying. For example, retention, increased for citral when higher concentrations of GA were used in comparison to MD. This affirmation is agreeable with other published works; Reineccius26 reported a large improvement in the retention of highly volatile compounds when high solids are used due to rapid membrane formation.
With respect to the above results, encapsulation via spray drying is an efficient and potential process for transferring flavors and aroma into powder forms to be applied in different food premixes or pharmaceutical formulas. Different factors should be considered during encapsulation, especially chemical class of aroma and wall structure to achieve efficient encapsulation.
CONCLUSION
Higher concentrations of GA retained more volatiles compared with MD. Whereas, orange and citral oils were the most retained, while isoamyl acetate was the least. The rise of GA provided maximum viscosity among all the carrier materials and increased the moisture of the microcapsules. SEM verified that the presence of MD enabled the formation of several homogeneous capsules with a good spherical shape and a smooth surface. The browning in the encapsulated samples containing citral and orange oils is more intense compared with the others and showed a significant increase with higher concentrations of GA.
SIGNIFICANCE STATEMENT
This study revealed the possibility of spray drying different aroma chemicals and flavorings to transfer them into encapsulated powder forms and, therefore, their potential use in diverse food powder premixes or nutraceuticals. The wall materials and the chemical nature of flavors significantly affected the nutritional and functional properties of the final product during the encapsulation process. This study will help there searchers and food technologists uncover the critical properties and procedures required for spray drying liquid flavors and aroma to be applied extensively in different products and extend their shelf life.
ACKNOWLEDGMENT
The authors wish to thank National Research Center, Giza, Egypt, for the full financing of this research (Project No. 11040112, 2016/2019) including a grant for the PhD student involved in this study.
REFERENCES
- Zhu, G.Y., Z.B. Xiao, R.J. Zhou and F.P. Yi, 2012. Fragrance and flavor microencapsulation technology. Adv. Mater. Res., 535: 440-445.
CrossRefDirect Link - Poncelet, D., 2006. Microencapsulation: Fundamentals, Methods and Applications. In: Surface Chemistry in Biomedical and Environmental Science, Blitz, J.P. and V.M. Gun'ko (Eds.)., Springer, Heidelberg, ISBN: 978-1-4020-4741-1, pp: 23-34.
Direct Link - Gharsallaoui, A., G. Roudaut, O. Chambin, A. Voilley and R. Saurel, 2007. Applications of spray-drying in microencapsulation of food ingredients: An overview. Food Res. Int., 40: 1107-1121.
CrossRefDirect Link - Ali, H., A.R. Al-khalifa, W. Aboelsood, G. Bareh and A. Farouk, 2019. Influence of spray-drying on improving the quality of dried carob juice. Qual. Assur. Saf. Crops Food, 11: 391-399.
CrossRefDirect Link - Wandrey, C., A. Bartkowiak and S.E. Harding, 2010. Materials for Encapsulation. In: Encapsulation Technologies for Active Food Ingredients and Food Processing, Zuidam, N. and V. Nedovic (Eds.). Springer, New York, ISBN: 978-1-4419-1007-3, pp: 31-100.
Direct Link - Bakry, A.M., S. Abbas, B. Ali, H. Majeed, M.Y. Abouelwafa, A. Mousa and L. Liang, 2016. Microencapsulation of oils: A comprehensive review of benefits, techniques and applications. Compr. Rev. Food Sci. Technol., 15: 143-182.
CrossRefDirect Link - Charve, J. and G.A. Reineccius, 2009. Encapsulation performance of proteins and traditional materials for spray dried flavors. J. Agric. Food Chem., 57: 2486-2492.
CrossRefDirect Link - Vega, C. and Y.H. Roos, 2006. Invited review: Spray-dried dairy and dairy-like emulsions-compositional considerations. J. Dairy Sci., 89: 383-401.
CrossRefDirect Link - Edris, A.E., D. Kalemba, J. Adamiec and M. Piątkowski, 2016. Microencapsulation of Nigella sativa oleoresin by spray drying for food and nutraceutical applications. Food Chem., 204: 326-333.
CrossRefDirect Link - Klinkesorn, U., P. Sophanodora, P. Chinachoti and D.J. McClements, 2004. Stability and rheology of corn oil-in-water emulsions containing maltodextrin. Food Res. Int., 37: 851-859.
CrossRefDirect Link - Adamiec, J. and D. Kalemba, 2006. Analysis of microencapsulation ability of essential oils during spray drying. Drying Technol., 24: 1127-1132.
CrossRefDirect Link - Adams, R.P., 2007. Identification of Volatile Oil Components by Gas Chromatography/Mass Spectroscopy. Allured Publishing Corporation, USA., ISBN-13: 9781932633214, Pages: 804.
Direct Link - Kausadikar, S., A.D. Gadhave and J. Waghmare, 2015. Microencapsulation of lemon oil by spray drying and its application in flavour tea. Adv. Applied Sci. Res., 6: 69-78.
Direct Link - Carneiro, H.C.F., R.V. Tonon, C.R.F. Grosso and M.D. Hubinger, 2013. Encapsulation efficiency and oxidative stability of flaxseed oil microencapsulated by spray drying using different combinations of wall materials. J. Food Eng., 115: 443-451.
CrossRefDirect Link - Finney, J., R. Buffo and G.A. Reineccius, 2002. Effects of type of atomization and processing temperatures on the physical properties and stability of spray-dried flavors. J. Food Sci., 67: 1108-1114.
CrossRefDirect Link - Ersus, S. and U. Yurdagel, 2007. Microencapsulation of anthocyanin pigments of black carrot (Daucus carota L.) by spray drier. J. Food Eng., 80: 805-812.
CrossRefDirect Link - Tonon, R.V., C.R.F. Grosso and M.D. Hubinger, 2011. Influence of emulsion composition and inlet air temperature on the microencapsulation of flaxseed oil by spray drying. Food Res. Int., 44: 282-289.
CrossRefDirect Link - Saenz, C., S. Tapia, J. Chavez and P. Robert, 2009. Microencapsulation by spray drying of bioactive compounds from cactus pear (Opuntia ficus-indica). Food Chem., 114: 616-622.
CrossRefDirect Link - Trindade, M.A. and C.R.F. Grosso, 2009. The stability of ascorbic acid microencapsulated in granules of rice starch and in gum Arabic. J. Microencapsul., 17: 169-176.
CrossRefDirect Link - Bertolini, A.C., A.C. Siani and C.R.F. Grosso, 2001. Stability of monoterpenes encapsulated in gum arabic by spray-drying. J. Agric. Food Chem., 49: 780-785.
CrossRefDirect Link - Comunian, T.A., E.S. Monterrey-Quintero, M. Thomazini, J.C. Balieiro, P. Piccone, P. Pittia and C.S. Favaro-Trindade, 2011. Assessment of production efficiency, physicochemical properties and storage stability of spray‐dried chlorophyllide, a natural food colourant, using gum Arabic, maltodextrin and soy protein isolate‐based carrier systems. Int. J. Food Sci. Technol., 46: 1259-1265.
CrossRefDirect Link - Farouk, A., F. Pudil, V. Janda and J. Pokorny, 2001. Changes during the extrusion of semolina in mixture with sugars. Czech J. Food Sci., 19: 24-30.
Direct Link - Verdalet-Guzmán, I., L. Martínez-Ortiz and F. Martínez-Bustos, 2013. Characterization of new sources of derivative starches as wall materials of essential oil by spray drying. Food Sci. Technol., 33: 757-764.
CrossRefDirect Link - Brueckner, M., M. Bade and B. Kunz, 2007. Investigations into the stabilization of a volatile aroma compound using a combined emulsification and spray drying process. Eur. Food Res. Technol., 226: 137-146.
CrossRefDirect Link - Reineccius, G.A., 2004. The spray drying of food flavors. Drying Technol. Int. J., 22: 1289-1324.
CrossRefDirect Link