
F. Febrianto
Department of Forest Products, Faculty of Forestry, Bogor Agricultural University, Gd. Fahutan Kampus IPB Dramaga, Bogor 16680, Indonesia
W. Hidayat
Department of Forest Products, Faculty of Forestry, Bogor Agricultural University, Gd. Fahutan Kampus IPB Dramaga, Bogor 16680, Indonesia
T.P. Samosir
Department of Forest Products, Faculty of Forestry, Bogor Agricultural University, Gd. Fahutan Kampus IPB Dramaga, Bogor 16680, Indonesia
H.C. Lin
Department of Forest Products Science, National Chiayi University, 300 Syuefu Rd., Chiayi City 60004, Taiwan, Republic of China
H.D. Soong
Department of Forest Products Science, National Chiayi University, 300 Syuefu Rd., Chiayi City 60004, Taiwan, Republic of China
Journal of Biological Sciences
Year: 2010 | Volume: 10 | Issue: 3 | Page No.: 267-272







ABSTRACT
The objective of this research was to evaluate the effect of strand combination on dimensional stability and mechanical properties of OSB made from Paraserianthes falcataria (P), Maesopsis eminii (M) and Acacia mangium (A) woods. Three-layered OSBs bonded with 7% Methylene di-isocyanate (MDI, Type H3M) resin with the core layer orientation perpendicular to the face and back layers. The strand composition for face, core and back was 25, 50 and 25%, respectively. Nine strand combinations consisting of 3 homogenous boards (i.e., PPP, MMM and AAA) and 6 mixed boards (i.e., PMP, PAP, MPM, MAM, AMA and APA) were tested. The results indicated that OSB manufactured from strands with lower density (PPP board) had lower dimensional stability (water absorption and thickness swelling). Boards prepared from a mixture of lower density strands and higher density strands (PMP and PAP combinations) had better dimensional stability. The OSB manufactured from higher density strand (AAA) had lower modulus of rupture and modulus of elasticity values, the values increased by mixing strands with lower density strands into AMA and APA boards. All parameters of OSB evaluated in this experiment met the requirement of CSA 0437.0 standard for grade O-1 OSB panels, exception was observed for TS value of APA board. Strands combination resulted in typical density profiles. OSB manufactured from lower density strands set in the core layer showed a steeper density profile and OSB manufactured from higher density strands set in the core layer showed a more uniform density profile.
PDF Abstract XML References Citation
How to cite this article
F. Febrianto, W. Hidayat, T.P. Samosir, H.C. Lin and H.D. Soong, 2010. Effect of Strand Combination on Dimensional Stability and Mechanical Properties of Oriented Strand Board Made from Tropical Fast Growing Tree Species. Journal of Biological Sciences, 10: 267-272.
DOI: 10.3923/jbs.2010.267.272
URL: https://scialert.net/abstract/?doi=jbs.2010.267.272
DOI: 10.3923/jbs.2010.267.272
URL: https://scialert.net/abstract/?doi=jbs.2010.267.272
INTRODUCTION
In Indonesia, fast growing tree species commonly planted are including Sengon (Paraserianthes falcataria), Africa (Maesopsis eminii), Acasia (Acacia mangium), etc. The existing problem when using such species is about the timber quality that is lower compared to timber extracted from tropical rain forest due to the low density and low durability (Herawati et al., 2010; Al-Mefarrej and Elkhalifa, 2006). Hence, such timbers are not suitable for structural applications.
In recent years, a diverse modern forest industries sector has been encouraged to adapt to the use of the species from planted forests. One of industrial products from planted forests is Oriented Strand Board (OSB). The OSB is a performance-rated structural panel engineered for uniformity, strength, versatility, workability, etc. It is utilized internationally in a wide array of applications, including building construction, flooring, partitioning, packaging and as parts in furniture and automotive products (Structural Board Association, 2004). Because it is engineered, OSB can be manufactured to meet specific requirements in thickness, density, panel size, surface texture, strength and rigidity. This engineering process has been made OSB to become one of the most widely accepted and preferred structural panels. In Indonesia, OSB industry has not developed yet. To date, there is no OSB plant operated. On the other hand, in USA up to 2004, there were 65 OSB plants (Adair, 2004). In order to utilize wood of fast-growing tree species effectively and efficiently, OSB is promising to develop in Indonesia to substitute plywood and solid wood in the near future.
Species is one of the most significant factors in the OSB process. It interacts virtually with every other variable that can be imagined in the process. The most important species variable governing board properties is the density of the wood raw material itself. The density has been the important factor in determining which species are used for manufacture of OSB (Maloney, 1993). In general terms, the lower-density woods produce panels within the present desired density ranges, usually with strength properties superior to the higher-density species (Maloney, 1993).
Using single species of Indonesia fast growing tree species have been reported very suitable for OSB raw materials. Accacia mangium, Eucalyptus sp., Gmelina arborea and Melia excelsa woods are very promising for OSB (Nuryawan et al., 2008; Iswanto et al., 2009). Furthermore, Febrianto et al. (2009) reported that pre-treatment of strand in hot water for 2 h improved the dimensional stability and mechanical properties of OSB made from Acacia mangium wood. Information regarding utilization a mixture species of fast growing tree species for developing OSB is also important and up to now is not observed yet. The objective of this study was to evaluate the effect of strand combination on the physical and mechanical properties of OSB from fast growing tree species bonded with methylene diphenyl diisocyanate (MDI) resin.
MATERIALS AND METHODS
Strand preparation: This research was conducted in 2009. Strands were prepared from P.falcataria (P), M.eminii (M) and A.mangium (A) wood collected from the arboretum of Faculty of Forestry, Bogor Agricultural University, Bogor, Indonesia. The trees ages range from 7 to 15 years and the diameters range from 15 to 25 cm. The wood densities were 0.36, 0.41 and 0.46 g cm-3 for P. falcataria (P), M. eminii, (M) and A.mangium (A), respectively. Strands were produced using a laboratory disk flaker. Their average dimensions determined from 100 strands, were 60-70 mm in length, 20-30 mm in width and 0.2-1.4 mm in thickness. Strands were screened and sorted by using a sieve before being treated. Commercial Methylene di-Isocyanate (MDI, Type H3M) adhesive was used to bond the strands. The amount of MDI adhesive used was 7% based on Oven Dry (OD) weight. The Moisture Content (MC) of strand was 7%.
Board manufacturing: Three layers OSB were produced with the size of 30 by 30 by 1.0 cm3 and the target density was 0.7 g cm-3. Seven percent of liquid MDI resin content was applied to strands using a pressurized spray gun in a box-type blender. No wax or other additives were used. Hand-formed mats were pressed for 7 min at a temperature of 180°C using a maximum pressure 2.5 N mm-2. Three layers OSB panels were produced with the core layer orientation perpendicular to the face layers (layer structure was based on final oven-dried weight and the face-core-face ratio was 1:2:1). Nine combinations of OSB were manufactured, namely P. falcataria: P. falcataria: P. falcataria (PPP); P. falcataria; M. eminii: P. falcataria (PMP; P. falcataria; A. mangium: P. falcataria (PAP); M. eminii: M. eminii: M. eminii (MMM); M. eminii: P. falcataria: M. eminii (MPM); M. eminii: A. mangium: M. eminii (MAM); A. mangium: A. mangium: A. mangium (AAA); A. mangium: M. eminii: A. mangium (AMA); and A. mangium: P. falcataria: A. mangium (APA). Three boards were prepared for each treatment.
Evaluation of dimensional stability and strength of OSB: Prior to testing, all boards were fully conditioned at a Relative Humidity (RH) of 65% and a temperature of 25°C for 1 week. All boards were tested according to Chinese National Standard (CNS) 2215 for particleboards to determine its dimensional stability (i.e., Water Absorption (WA) and Thickness Swelling (TS)) and strength (i.e., modulus of rupture (MOR), Modulus of Elasticity (MOE) and Internal Bond (IB)). The dimensional stability and strength of OSB obtained were compared to Canadian standard (CSA 0437.0 standard) for grade O-1 OSB panels. In addition, density profile test was performed.
The dimension of the specimens for WA and TS tests are 50x50x10 mm. The specimens were immediately weighed after cut. Average thickness was determined by taking several measurements at specific locations. After 24 h of submersion, specimens were dripped and wiped cleaning of any surface water. The weight and thickness of specimens were measured with analytical balanced and caliper, respectively.
The strength of OSB was tested by using a Universal Testing Machine. Evaluation of MOE and MOR were performed both in their long dimension parallel and perpendicular to the major axis of panel using specimen with dimension of 200x50x10 mm. The three-point bending was applied over an effective span of 150 mm at the loading speed of 10 mm min-1. IB was evaluated using specimen with dimension of 50x50x10 mm. Steel plates were bonded to each face of the specimen using epoxy resin adhesive for about 6 h to ensure a good glue bond. The maximum load at the point of delamination was determined for each specimen. The IB test was performed at the loading speed of 3 mm min-1.
Density profiles in the thickness direction of the specimens were analyzed using a QTRS-01X tree ring analyzer (Quintek Measurement Systems, Knoxville, TN, USA) based on the relationship of X-ray attenuation and density (QMS, 1999). Specimens with dimensions of 20x13 x2 mm were used and the measurements were made at 0.04 mm intervals.
Data analysis: The experimental design was a completely randomized factorial design. The results of the properties tested were submitted to an overall Analysis of Variance (ANOVA). The homogeneity of the means among combinations was tested using the Duncan’s Multiple Range Tests.
RESULTS AND DISCUSSION
Effect of strands combination on dimensional stability of OSB: Board dimensional stability was evaluated using WA and TS for 24 h water soaking parameters. The values of WA ranged from 15.38 to 24.12%. The highest and the lowest values of WA were achieved on homogeneous boards PPP and AAA, respectively. The results revealed that wood species significantly affected WA values of OSB obtained in this experiment. WA values of homogenous OSB decreased in order from PPP, MMM, to AAA board.
Species is one of the most significant factors in the OSB process. It interacts virtually with every other variable that can be imagined in the process. The most important species variable governing board properties is the density of the wood raw material itself. PPP, MMM and AAA boards made from wood density 0.36, 0.41 and 0.46, respectively. The results revealed that OSB made from lower wood density (PPP) yielded higher WA value, conversely OSB made from higher wood density (AAA) yielded lower WA value. It is also interesting to note that a mixture of high density strands to lower density strands resulted decreasing WA value of OSB manufactured, vice versa (Fig. 1).
A similar trend in WA was observed in TS value. The strand combination significantly affected TS values of the boards. The values ranged from 6.66 to 17.18%. The highest and the lowest values of TS were achieved on combination board APA and homogeneous board AAA, respectively. The results revealed that wood species significantly affected TS values of OSB. In PPP and MMM boards, the values of TS decreased when the strands mixed with strands of higher wood density. The value of TS in MMM board increased when the strands mixed with strands of lower wood density as shown in Fig. 2.
Hsu (1987) stated that TS and WA parameters are the sum of three components, i.e., reversible swelling of the wood itself, spring back of compressed wood and separation of furnish. At the same target density, a lower wood density resulted on higher compression ratio. A higher compression ratio of the final boards will increase the WA and TS values. The stress inside the panel is particularly released when submitted to water immersion.
 | |
| Fig. 1: | Effect of strand combination on water absorption values |
 | |
| Fig. 2: | Effect of strand combination on thickness swelling values |
It is more pronounced as the spring back effect is higher. All the TS values obtained in this experiment met the requirements of CSA 0437.0 standard for grade O-1 OSB panels, except for APA board which had TS value of 17.18%.
Mechanical properties: The values of MOR in parallel direction ranged between 40.23 and 54.78 N mm-2. The highest and the lowest values of MOR in parallel direction occurred in PPP and MAM board, respectively. The values of MOR in perpendicular direction ranged between 32.58 and 20.82 N mm-2. The highest and the lowest values of MOR in perpendicular direction occurred in PPP and MMM board, respectively. MOR values in both parallel and perpendicular direction met the requirements set forth by CSA 047.0 standard for grade O-1 OSB panels.
In homogenous boards, PPP board yielded the highest MOR values for both parallel and perpendicular direction. In general terms, the lower density woods produce panels within the present desired density ranges, usually with strength properties superior to a higher density species (Maloney, 1993). The values of MOR in parallel direction of PPP board decreased when it mixed with higher wood density into PMP and PAP boards.
 | |
| Fig. 3: | Effect of strand combination on MOR values |
 | |
| Fig. 4: | Effect of strand combination on MOE values |
Conversely, the values of AAA board increased when it mixed with lower wood density into AMA and APA boards as shown in Fig. 3.
The values of MOE showed similar trend as occurred in MOR. However, there were no significant differences among the nine board combinations. The values of MOE in parallel direction ranged between 4634 and 5716 N mm-2, while in perpendicular direction ranged between 1721 and 2236 N mm-2 (Fig. 4). The highest and the lowest values of MOR in both parallel and perpendicular direction occurred in PPP and AAA board, respectively. The MOR values of nine board combinations in both parallel and perpendicular direction did not exceed the specification of the CSA 047.0 standard for grade O-1 OSB panels.
The values of IB ranged between 0.54 and 1.13 N mm-12 (Fig. 5). The highest and the lowest values of IB occurred in MMM and APA board, respectively. The values were 1.6-3.3-folds higher than the specification of the CSA 0437.0 standard for grade O-1 OSB panels. It is an indicator of good adhesion, as well as efficient resin spreading and fine atomization. Statistical analysis shows that IB values were not affected by strand combination.
Density profiles: Figure 6 shows typical density profiles for homogenous OSB and mixed OSB. Homogenous OSB (PPP and MMM board) show steeper profile, i.e., higher surface densities and lower core densities than most of mixed OSB.
 | |
| Fig. 5: | Effect of strand combination on IB strength values |
This density profile resembles a U-shape with the peak density near the board surfaces and the lower in the core region (Kelly, 1977). During the hot pressing, the interaction among heat, moisture content and pressure gives rise to non-uniform deformation of the elements, which results in an uneven density distribution along the thickness direction of the board (Winistorfer et al., 2000). An exception occurred in AAA board.
It can be seen from Figure 6a that PPP board had steep density profile. When the core layer of PPP were substituted with higher density strands {i.e., M. eminii (M) and A. mangium (A)} the density profile of board become more uniform. Furthermore, in Fig. 6b described the density profile of MMM board. The density profile tend to more steeper when lower density strands (P. falcataria) were used as core layer of board. On the other hand, the density profile becomes more uniform when higher density strands (A. mangium) were used as core layer of board. Figure 6c showed that APA board had steeper density profile than AAA board. The mixing of strands affected board density profiles. The mixing between strands of lower wood density (as face and back layers) and strands of higher wood density (as core layer) resulted in a more uniform density profile. Conversely, the mixing between strands of higher wood density (as face and back layers) and strands of lower wood density (as core layer) resulted in a steeper density profile.
The presence of vertical density gradient has been reported to result in higher bending strength as compared to a more uniform density profile due to the higher density near the faces. However, the reverse is true for internal bond strength, owing to the presence of the low density core in the former (Wong et al., 1999). Sumardi et al. (2007) reported that internal bond failure generally occurs in the center line of board thickness because of the core’s low density. In this study, the boards with steeper profile also exhibited failure in the middle layer, while several boards with uniform profile exhibited failure nearby board surface as shown in Fig. 7a and b.
 | |
| Fig. 6: | (a-c) Density profiles of OSB made from mixed fast growing tree species |
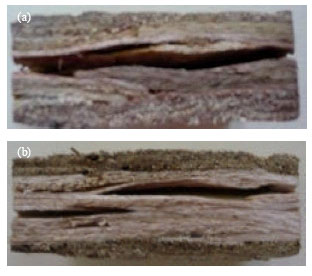 | |
| Fig. 7: | Internal bond failures in the boards; (a) Steeper density profile and (b) uniform density profile |
CONCLUSION
The OSB manufactured from lower wood density had lower dimensional stability (TS and WA). Mixing strands produced from lower wood density with higher wood density resulted in improvement of TS and WA values of the boards. The OSB manufactured from higher wood density had lower MOR and MOE values, the values increased when these strands mixed with lower wood density. Board with steeper density profile exhibited IB failure in the middle layer. On the other hand, board with uniform profile exhibited failure nearby board surface. All physical and mechanical properties of OSB made from tropical fast growing tree species except for TS value of APA board met the requirements of CSA 0437.0 standard for grade O-1 OSB panels.
REFERENCES
- Al-Mefarrej, H.A. and K.F. Elkhalifa, 2006. One-year field performance of some Acacia and Prosopis species in Saudi Arabia. Asian J. Plant Sci., 5: 763-766.
CrossRefDirect Link - Herawati, E., M.Y. Massijaya and N. Nugroho, 2010. Performance of glued-laminated beams made from small diameter fast-growing tree species. J. Biol. Sci., 10: 37-42.
CrossRefDirect Link - Sumardi, I., K. Ono and S. Suzuki, 2007. Effects of board density and layer structure on the mechanical properties of bamboo strand board. J. Wood Sci., 53: 510-515.
CrossRef - Winistorfer, P.M., W.W. Moschler, S. Wang, E. De Paula and B.L. Bledsoe, 2000. Fundamentals of vertical density profile formation in wood composites. Part 1. In situ density measurements of the consolidation process. Wood Fiber Sci., 32: 209-219.
Direct Link - Wong, E.D., M. Zhang, Q. Wang and S. Kawai, 1999. Formation of the density profile and its effects on the properties of particleboard. Wood Sci. Technol., 33: 327-340.
CrossRefDirect Link