
I. Mendoza-Munoz
Faculty of Engineering, Autonomous University of Baja California (UABC),Blvd. Benito Juarez s/n, Col. Ex Ejido Coahuila, C.P., Mexicali B.C., 21900, Mexico
V. Nuno-Moreno
Faculty of Engineering, Autonomous University of Baja California (UABC),Blvd. Benito Juarez s/n, Col. Ex Ejido Coahuila, C.P., Mexicali B.C., 21900, Mexico
A. Gonzalez-Angeles
Faculty of Engineering, Autonomous University of Baja California (UABC),Blvd. Benito Juarez s/n, Col. Ex Ejido Coahuila, C.P., Mexicali B.C., 21900, Mexico
S.V. Medina-Leon
Faculty of Engineering, Autonomous University of Baja California (UABC),Blvd. Benito Juarez s/n, Col. Ex Ejido Coahuila, C.P., Mexicali B.C., 21900, Mexico
Journal of Applied Sciences
Year: 2015 | Volume: 15 | Issue: 1 | Page No.: 146-152







ABSTRACT
In this study a comparative analysis was performed between unitary piece of aluminum aerospace application (machined by removing material) and an entity composed by several parts that have the same geometrical characteristics. To verify the mechanical properties were tested by uniaxial strain gage and FEA (Finite Element Analysis) with ANSYS. According to our results, the unitary piece has a better structural behavior (structural stiffness) with a reduction of the risk of failure and in manufacturing terms it presented a reduction of required time for the production and manufacturing processes. The analysis showed that in a constant load the unitary part presented less strain (0.0329 μ with strain gage, 0.0321 μ with FEA) than the assembled part (0.0509 μ with strain gage, 0.0599 μ with FEA). These results indicate that the single piece works better in this operating condition, shown to be a structural element with greater stiffness in comparison to its counterpart assembly. However, if the work part was required not to be rigid to absorb vibrations, the assembled would be better. Regarding to the reduction of time in the production and manufacturing processes, the results showed 1.48 h for the unitary part and 3.31 h for the assembled part, reaffirming the added benefit.
PDF Abstract XML References Citation
Received: June 19, 2014;
Accepted: October 14, 2014;
Published: November 20, 2014
How to cite this article
I. Mendoza-Munoz, V. Nuno-Moreno, A. Gonzalez-Angeles and S.V. Medina-Leon, 2015. Comparative Analysis of a Structural Aerospace Assembly Part and an Unitary Machined Part Using Uniaxial Strain Gage and FEA. Journal of Applied Sciences, 15: 146-152.
DOI: 10.3923/jas.2015.146.152
URL: https://scialert.net/abstract/?doi=jas.2015.146.152
DOI: 10.3923/jas.2015.146.152
URL: https://scialert.net/abstract/?doi=jas.2015.146.152
INTRODUCTION
Several years ago, Douglas Commercial Aircraft Co., discovered that the cost of assembly, fabrication, quality assurance and even overhead, inventory levels, tracking and purchasing, depend of the parts count (Ashley, 1995). McDonnell Douglas Co. (MDC) knew that to stay competitive, it must reduce costs without compromising product quality. This requires the careful consideration of manufacturing and assembly cost during product design (Huang, 1996).
Rivet and bolt joints in aircraft are the critical element in airframe integrity. Great care is expended on creating these joints because they are subject to high stress. Structural engineers take care to choose the size of the fastener to support the stress that is expected to bear.
To complete the assembly of wings and fuselage structures, mechanic or technician must drill each hole and insert each fastener individually, deburring when necessary. Tens or even hundreds of thousands of fasteners are installed this way on every airplane. The work is time consuming and is one of the main cost components of aircraft manufacture.
Given what we know about the advantages and disadvantages of current aircraft manufacturing methods, it is not surprising that efforts are under way to both enhance the advantages and reduce the disadvantages, mostly by reducing the amount of manual labor and the accuracy of the fixtures (Whitney, 2004).
The MDC has found that applying DFA (Design for Assembly) reduces parts and fastenings which in turn diminishes the opportunities for defects. Additionally, applying DFM (Design for Manufacture) to structure design further reduces defects during production (Ashley, 1995).
The term DFM means the design to ease the manufacture of the parts collection that forms the assembled product after. The DFA means the product design to ease the specific assembly (Boothroyd et al., 2011).
The commercial aircraft design strategy is steadily evolving. It was initially driven by the classical aeronautical subjects and procedures but recently it is driven by the customer-driven design strategies that consider DFMA (Design for Manufacture and Assembly), problems with the object of minimizing production costs without sacrificing design, integrity and specifications. Manufacturing methodologies, jiggles assembly and “Flyaway” tooling concepts facilitate DFMA. Assembly design could be improved in the areas like assembly effectiveness and product quality.
The paradigm of “better, faster (time) and cheaper to market” has replaced the old mantra of “higher, faster (speed) and farther”. Aircraft manufacturers are meeting the challenges of this new paradigm by assessing how things were done, discarding old methods and working practices for newer re-engineered alternatives. An increase in product value is achieved through improved performance (better), lower cost (cheaper) and in less time (faster).
As a complex product, an aircraft is constructed of many parts. Assemble ability, as a measure of the relative ease of product assembly, plays a prominent role for produce ability. The main goals of DFMA considerations which reduce parts count and assembly time, are as follows:
| • | Improvement on the efficiency of individual parts fabrication |
| • | Improvement on the efficiency of assembly |
| • | Improvement on product quality |
| • | Improvement on the assembly-final cost |
| • | Improvement within the environment of the assembly process |
| • | Product’s ability to fulfill the customer’s needs |
| • | Relative importance of the needs being satisfied |
| • | Improve overstock production |
| • | Improve cost of ownership to the customer (Kundu, 2010) |
A special case of the above mentioned was presented in a local aerospace company in Mexicali (Baja, Mexico). The manufacture management system, required an analysis to compare an assembled component with the same component but machined as unit (in one piece), where management provided information geometry and manufacturing processes.
Based on the piece location and with reference to the diagram shown in Fig. 1, it has been established that the loads presented in the piece are the weight of turbines, pressurization and the drag force derived by propulsion force turbines. The aerospace part is installed on a private plane that has two turbines that generate a thrust of 16,900 pounds and a weight of 4,912 pounds per unit (Joachim, 1996).
In addition, the engine mount is provided with a mounting system inserted between the turbojet engine and the rigid structure of the engine mount, this system globally comprising at least two engine attachments, generally a forward and an after attachment (Lafont and Journade, 2013). The Fig. 2 shows the assembly of the turbine, where a similar piece as the one studied can be seen.
It is considered under the described conditions above, the drag force resulting from propulsion force turbine is the most significant for the analysis element and thus structural elements close to the installation of the turbines must have a rigid behavior.
 | |
| Fig. 1: | Loads present in the aircraft fuselage (Anonymous, 2014) |
 | |
| Fig. 2(a-b): | Turbine assembly in aerospace structure (Llamas, 2009) |
Having said this, it was proposed a bending test, determining the embedment in the upper middle of the piece because in that area a main spar is located and the application of load at one end of it (left) simulating the drag caused by the turbines. It was held at one end only because the symmetry of the work piece.
The goal of this study was to develop a stress and strain analysis to determine if the modified part (machined as a unit) offered the same or better conditions of structural behavior than the assembled part. In this research, two scale models were used to evaluate an assembled by rivets and another machined in one piece.
METHODOLOGY
Principles: Applications to reduce costs and cycle times in the manufacture process through the parts modification, to reduce the number of assemblies for machined (or unitary) parts in the aerospace industry have become better option nowadays. A special case is a local aerospace company in Mexicali (Baja, Mexico) where the manufacture management system, required an analysis to compare an assembly with one machined component, where management provided information geometry and manufacturing processes.
The piece of analysis is a structural element located in the section of the body, closest to the tail between the engines of a private aircraft, as shown in the Fig. 3 (modified by confidentiality policies). This was made of three pieces with the same aluminum alloy. Rivets assembled two side-reinforcing elements to the main piece.
The manufacturing process basically consisted of the installation of the main piece installation in a fixture, after the other pieces were assembled each one by 46 rivets of 0.125 inches of diameter. At the end, five holes were drilled on the body of each secondary part, of a diameter of about 0.500 inches. Based on comments of the manufacturing staff, it is a common practice to re-work the piece in the drilling phase. This process of re-work consists of making a graft material.
For bending test, the elements of the piece assembled as the unitary piece were machined using aluminum 6061 T6. For the assembly process was simplified to only 2 rows with three rivets by element, that is, the assembled piece has 12 rivets. The used rivets were conventional of 1/8x1/4 inches. Figure 4 shows the pieces already machined.
FEA (Finite Element Analysis) is a method for a numerical solution of field problems. Initially it was used on the field of structural mechanics. However, nowadays can be applied to solve problems in diverse domains of engineering like heat conduction, fluid dynamics, electric and magnetic field, etc. (Srinivas et al., 2010).
In order to measure strain with a bonded resistance strain gage, it must be connected to an electric circuit that is capable of measuring tiny changes in resistance corresponding to strain. The strain gage is a sensor whose resistance varies with applied force, it converts force, pressure, tension, weight, etc., into a change in electrical resistance which can then be measured. When external forces are applied to a stationary object, stress and strain are the result.
 | |
| Fig. 3: | Modified aerospace part (units: meters) |
 | |
| Fig. 4: | Unitary and assembled piece of aluminum 6061 T6 |
Stress is defined as the object’s internal resisting forces and strain is defined as the displacement and deformation that occur.
Strain gage transducers usually employ four strain gage elements that are electrically connected to form a wheatstone bridge circuit (Fig. 5). A wheatstone bridge is a divided bridge circuit used for the measurement of static or dynamic electrical resistance. A wheatstone bridge is a divided bridge circuit used for the measurement of static or dynamic electrical resistance. The output voltage of the wheatstone bridge is expressed in millivolts output per volt input (Omega, 2014).
Materials: The material and equipment used for the test consists of: Strain gages Omega® EA-06-250 AF-120, cell tests, support weights, degreaser spray, conditioner, solvent, neutralizer, weight (9.32 pounds), press type “C”, PXI equipment, Loctite ® 401 glue, heat weld gun, electronic pad, tweezers, transparent tape and gauzes.
Methods: Using strain gages and their connection to the National Instruments PXI equipment can be obtained the strain value in one o several specific location for each piece (assembly and unitary) in support with a LabView routine. A quarter wheatstone bridge was used. Figure 6 shows a unitary piece with the gauge aerospace installed.
PXI (PCI Extension for Instrumentation) was created in response to the needs of a variety of instrumentation and automation for uses that always require increasing performance, functionality and reliability (Sumathi and Surekha, 2007).
 | |
| Fig. 5: | Wheatstone bridge circuit (Omega, 2014) |
LabView is a graphical control, test and measurement environment development package. Laboratory Virtual Instruments Engineering Workbench (LabView) is a graphical programming language that uses icons instead of lines of text, measurement and control in a variety of industries (Ponce-Cruz and Ramirez-Figueroa, 2010).
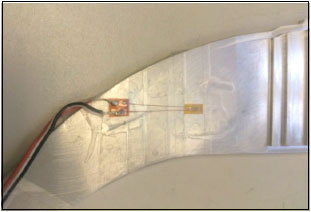 | |
| Fig. 6: | Strain gage in aerospace part |
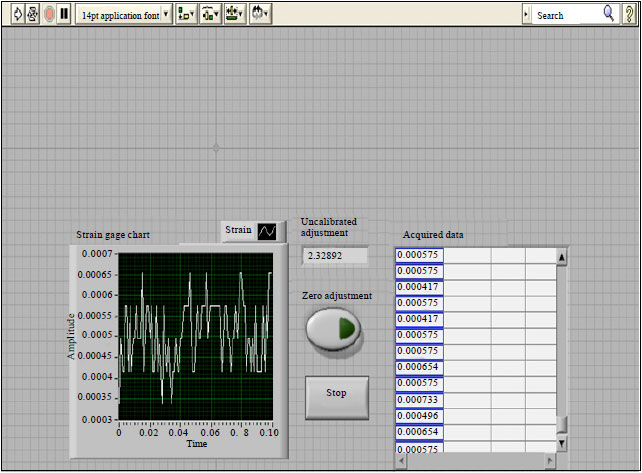 | |
| Fig. 7: | LabView routine screen |
Figure 7 shows a Lab View routine screen for obtain strain.
RESULTS
Machining of the aerospace parts: In Table 1, it can be observed the obtained machining time for the assembled and unitary part. The results show an evident difference of 1.83 h, reaffirming the added benefit of converting assembled parts of aluminum into single parts by removal of material in a single step. Remember since time is a critical factor in any industrial and commercial sector and saving time means a considerable saving of money, because from the time that the material enters the production floor represents a cost to the company.
FEA with ANSYS for a bending test: For the simulation, the work piece is subjected to bending, using the conditions described above, by applying a load point of 9.32 pounds at the left end of the work piece and the embedment in the upper middle part of the piece (Fig. 8). The strain distribution along each piece (assembly and unitary) is presented in Fig. 9. The strain distribution was taken, as well as the results obtained from the strain gauges (ε) for a posterior comparison.
By the configuration used the first rivets row near at recessed area work as connecting elements and stiffening assembly in the assembled element. On the other hand, in the unitary part, there is a greater uniform section in which the load is distributed throughout the work piece in the unitary part.
The most important result is located in one specific point (or node) for the two aerospace parts. The strain gage was installed in the coordinates of this node for making a comparative analysis. The results obtained for each part are presented at the Table 2.
By examining the obtained cast results, it can observe the difference in strain (0.0278 με) between the two studied parts, showing a significant improvement the single piece which demonstrated that this piece behaves better than the assembled structure.
Bending test with dial indicator: For the bending test, the results were obtained by two considerations. First, using a dial indicator to find the deflection (this parameter has a relationship with the structural rigidity) and second the use of strain gages to find the strain (this parameter has a relationship with stress and the structural resistance).
The embedding of the pieces in the cell test was fully supported by a gag and fastened with two screws.
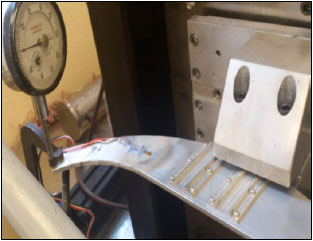 | |
| Fig. 8: | Montage of aerospace test piece |
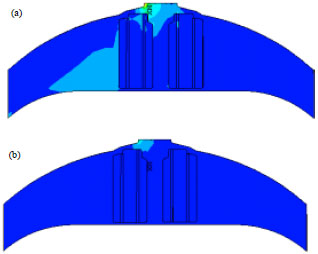 | |
| Fig. 9(a-b): | Strain distribution in bending (a) At unitary part and (b) At assembled part |
| Table 1: | Time required for the manufacturing process of test models |
 | |
| Table 2: | Strains obtained by FEA for the aerospace part |
 | |
After successful installation of the first piece in the test cell and placing the dial indicator to zero, it was proceeded to accommodate the weight in support to measure the deflection caused. The Fig. 8 shows the mentioned configuration above with weights already installed. The results (Table 3) indicate that under this configuration the unitary piece has a smaller deflection compared to the assembled piece for the same load.
Bending test with strain gages and PXI equipment: Using strain gages and their connection, the National Instruments PXI equipment obtained the strain value in a specific location for each piece (assembly and unitary) in support with a LabView routine. A quarter wheatstone bridge was used. Figure 6 shows a unitary piece with the gauge aerospace installed.
Once the gages were glued in the same location on both pieces, the Lab view software was programmed to obtain the desired information. The deformations obtained through the PXI equipment for each piece are shown in the Table 4.
These results are consistent with the trend of the FEA simulation; the unitary part has a lower strain compared to the assembled piece.
The results obtained as well as the comparison between the strain gage and the FEA simulations for both parts are shown in Table 5.
Time reduction in the manufacturing process: One of the reached benefits of the manufacturing process change of one assembled part (consisting by many pieces) to a single part machined in a single step, was the time reduction required for production and manufacturing processes. For comparison purposes and trend indicators, the used time in the manufacturing processes of the scaled models is shown in Table 1.
| Table 3: | Deflections obtained by the dial indicator |
 | |
| Table 4: | Stain obtained by the PXI equipment and strain gages |
 | |
| Table 5: | Strains obtained in a specific node by the FEA simulation and strain gages with PXI equipment |
 | |
The values show the required time for preparation (set-up) of the three-axis CNC (Computer Numerical Control) machine, the operating times of the machine (machining) and the assembly process by conventional rivets. It is noteworthy that for the assembly part is included the drilling for placing rivets for the three pieces.
DISCUSSION
The many new challenges emerging in the aerospace industry today are resulting in new initiatives and insights to the role of engineering design and analysis and in particular the need for collaborative multi-disciplinary approaches to solving the problems ahead (Price et al., 2006).
This study attempted to provide a complete analysis of a manufacturing system design for an aerospace assembled part with application of DFMA/DFA considerations. One of the main achievements on this research was the diminution on manufacturing time process for a single part machined in a single step instead of plotting several parts for an assembled piece which contributes with the great challenges that the design of integrated manufacturing systems posses (Dowlatshahi, 1995).
On the other hand, it is important to highlight the use of strain gauges to measure the strain at critical locations during tensile, compression, or bending testing. Where, there were compared the strain gauges measurements with those obtained with finite element analysis to validate analytical model predictions, methodology very used and accepted in other investigations (Gasco et al., 2011; Cristofolini and Viceconti, 1997).
CONCLUSION
The results show that the unitary part has less deflection compared to the assembled piece and using strain gages, presents less strain than the assembled part, both results using a load of 9.32 pounds. These results indicate that the single piece works better in this operating condition, therefore, to be a structural element with greater structural stiffness in comparison to the assembled part.
These results suggest that the arrangement used for the test has a flattering geometric shape, since, only the first rivets near the embedding area act as connecting elements and stiffening assembly for to the unitary component, there is a greater section in which load is distributed uniformly along the work piece. Therefore, it may indicate that the unitary piece has achieved an improvement in stiffness and structural stability under the actual operation. We also consider that is important to establish the condition of structural improvement based on the desired behavior, because on this particular case, based on the location of the component in the plane’s fuselage, structural stiffness is required for transmission effort through the stringers and bulkheads, goal achieved by the conversion.
Regarding the reduction of time in the production and manufacturing processes, the results reaffirming the added benefit of converting aluminum parts assembled into unitary parts. The estimation of the cost savings is difficult to obtain due to limitations on confidentiality policies Aerospace Company, from where the piece was taken for study.
ACKNOWLEDGEMENT
Authors express their gratitude to the Mexican National Council for Science and Technology (CONACYT) for the scholarship for Ismael Mendoza Muñoz (CVU 404945) to pursue the postgraduate studies, in where part of this study was made. Authors appreciate to the Autonomous University of Baja California (UABC) for facilitating access and use of its facilities and equipment to carry out the experimental part.
REFERENCES
- Cristofolini, L. and M. Viceconti, 1997. Comparison of uniaxial and triaxial rosette gages for strain measurement in the femur. Exp. Mech., 37: 350-354.
CrossRefDirect Link - Dowlatshahi, S., 1995. An integrated manufacturing system design: An applied approach. Int. J. Prod. Econ., 42: 187-199.
CrossRefDirect Link - Gasco, F., P. Feraboli, J. Braun, J. Smith, P. Stickler and L. DeOto, 2011. Wireless strain measurement for structural testing and health monitoring of carbon fiber composites. Comp. Part A: Applied Sci. Manufactur., 42: 1263-1274.
CrossRefDirect Link - Price, M., S. Raghunathan and R. Curran, 2006. An integrated systems engineering approach to aircraft design. Prog. Aerospace Sci., 42: 331-376.
CrossRefDirect Link