
H. Abdul Aziz
Process Safety Research Group, Department of Chemical Engineering,Universiti Teknologi PETRONAS, Tronoh, 31700, Perak, Malaysia
A. Mohd Shariff
Process Safety Research Group, Department of Chemical Engineering,Universiti Teknologi PETRONAS, Tronoh, 31700, Perak, Malaysia
P.S. Zawiyah
Process Safety Research Group, Department of Chemical Engineering,Universiti Teknologi PETRONAS, Tronoh, 31700, Perak, Malaysia
R. Rusli
Process Safety Research Group, Department of Chemical Engineering,Universiti Teknologi PETRONAS, Tronoh, 31700, Perak, Malaysia
Journal of Applied Sciences
Year: 2014 | Volume: 14 | Issue: 15 | Page No.: 1743-1749







ABSTRACT
A common threat in all major incidents is the complexity of process plant operation. Thus, clear written standard operating method must be compiled and comprehend to ensure safe operation when performing any related activities. One of the establish standards that addressed the above issue is Operating Procedures (OP) of OSHA Process Safety Management (PSM) 29 CFR 1910.119(f). This study presents OP implementation technique that could fulfill the 29 CFR 1910.119(f) requirements. It provides organized strategies to manage documentations and communicate information and written program for maintaining, revising and updating process procedure and safe work information. Piping and Instrumentation Diagram (P and ID) is used as a foundation for data management. The developed technique has been transformed to computer database prototype known as Operating Procedures Management System (OPrMAS) which articulately demonstrate the concept. Implementation of this technique could help employers manage and control hazards of process plant and compliance with PSM regulation.
PDF Abstract XML References Citation
Received: November 25, 2013;
Accepted: February 27, 2014;
Published: April 18, 2014
How to cite this article
H. Abdul Aziz, A. Mohd Shariff, P.S. Zawiyah and R. Rusli, 2014. Managing Operating Procedures in Process Plant for Safe Operation. Journal of Applied Sciences, 14: 1743-1749.
DOI: 10.3923/jas.2014.1743.1749
URL: https://scialert.net/abstract/?doi=jas.2014.1743.1749
DOI: 10.3923/jas.2014.1743.1749
URL: https://scialert.net/abstract/?doi=jas.2014.1743.1749
INTRODUCTION
Unexpected releases of highly hazardous chemicals have occurred numerous times in process industries. For instance, in 1998 explosions in Nevada had destroyed the plant in which four workers died and six others were injured in the accident. According to the investigation reports of accidents by the U.S. Chemical Safety and Hazard Investigation Board (CSB), none of the operators had seen any written procedures at the plant and the procedures used were varied among different operators (Hardy, 2013).
Statistical analysis conducted by Kidam et al. (2010) found that majority of accidents happened in the chemical process industry were mainly caused by technical and engineering failures. A similar figure has been discovered in nuclear industry (Park et al., 2004; Vaurio, 2009), aviation industry (McFadden and Towell, 1999) and the other process industries (Yang et al., 2001). However, accident not only causes by technical factors but can be due to human and organizational errors. It is also typical to have all factors contribute to the accidents at the same time (Kidam and Hurme, 2013).
To prevent major accidents from occurring, regulatory bodies worldwide posted certain industrial process safety standards that come in many forms which include mandatory standards, voluntary standards and consensus codes. One of the established mandatory standards is Process Safety Management (PSM) of highly hazardous chemical, 29 CFR 1910.119 by the US occupational safety and health administration (OSHA) enacted in 1992 (Klein, 2005). The industries and regulatory bodies worldwide agreed that the PSM would drive a major improvement in process plant safety and to protect human and capital assets (Pitblado, 2011). The implementation of PSM could prevent accidents if process plants follow the regulation as intended (Louvar, 2008).
It is assumed that the number of plant accidents would be reduced significantly after the implementation of the standard. However, 46 full investigation reports (1998-2008) of plant facility accidents published by the U.S. Chemical Safety and Hazard Investigation Board (CSB) indicate that accidents have not decreased as expected (Kaszniak, 2010). The Canadian Chemical Producers Association 2004 process-related incident’s measure analysis report of 89 incidents has shown that six PSM elements contributed to 85% of occurred incidents. Namely, these elements were, “Process and equipment Integrity”, “Process knowledge and documentation”, “Process risk management”, “Human factors”, “Management of Change (MOC)”, “Capital project review and design procedures” (Amyotte et al., 2007). These reports clearly demonstrate that there are potential issues in implementation of regulations from OSHA.
The PSM standard contains 14 elements, including Operating Procedure (OP) 29 CFR 1910.119(f). Written operating procedures are necessary to ensure related activities are conducted in a safe manner. The employer needs to develop and implement written procedures with crystal clear instructions involving process activity that is consistent with respect to process safety information (Mason, 2001). Klein (2005) says that even the most technologically advanced plant in the world will not have a safe operating track record unless the individuals are dedicated and committed towards safe operations.
The objective of this study is to propose a structured technique towards implementing OP element of OSHA PSM. The document filling and tracking systems of information, identify operating procedures, operating limits, safety and health considerations and safety system with their function used in processes plant will further be discussed. A simplified prototype tool is developed in order to manage the OP as per PSM requirements.
METHODOLOGY
Compliance with operating procedures of PSM standard: The PSM standard as specified by OSHA requires certain documentation and operating procedures requirements for safe operating. However, there are no specific approach and methods for industries to follow in order to comply with the PSM regulations. By focusing to regulatory compliance, the proposed technique can identify and close the gaps between PSM standard and the current industry practices. The framework shown in Fig. 1 summarizes critical information for operating procedures implementation as required by 29 CFR 1910.1199(f).
 | |
| Fig. 1: | Framework of OP Management based on 29 CFR 1910.119(f) |
There are four sub-elements covered under operating procedures element which are; operating phase, operating limits, safety and health considerations and safety systems and their functions. For the operating phase, procedures must be developed for the critical activities such as initial start-up, normal and temporary operations, normal and emergency shutdown, start-up following a turnaround, or after an emergency shutdown. Each of the operating phases should define operating limits that cover the consequences of deviations and required means to correct or avoid deviation. Element of safety and health considerations should at least include hazards properties due to the chemical used in the process, necessary means to prevent exposure and its control measures, as well as the quality control for raw materials and the hazardous chemical inventory levels.
Operating procedures should be readily accessible for easy reference by the employees. It must be up-to-date and reviewed as often as necessary to reflect the current operating practice. Employer must also develop and implement safety work practices to provide hazards control during operations which applies to employees and contractors.
Using P and ID as a foundation to manage training information: In this study, a technique is proposed by following the node system based on P and ID to manage and track documents of OP. The P and ID is used as a foundation for its development since it represents the details of the equipment and auxiliary in the process plant. Therefore, all the information can be rigorously traced and missing information can be prevented. Using P and ID as an interface for this technique could enhance end users’ acceptance since it is commonly used in a process plant.
The P and ID is divided into several nodes. The number of nodes selected depends on the design intent and the number of equipment within the process plant considered manageable by the end users. The OP implementation for each node is carried out according to 29 CFR 1910.119(f)(1)-(f)(4) standards as shown in Fig. 1.
Operating procedures management system (OprMAS): Even though OP requirements can be completed manually, it is better to compile necessary information into one specific database. Extraction and tracking will be much easier and less time-consuming. Thus, the technique has been adapted to computer database prototype system known as Operating Procedures Management System (OPrMAS) which articulately demonstrate the OP management concept.
The OPrMAS is successfully developed in an interactive Microsoft Access 2010 environment. There are nine interfaces that follow the OP framework developed earlier which are: Development of operating procedures, initial start-up, normal operation, temporary operation, emergency operation, emergency shutdown, normal shutdown and startup following a turnaround or after emergency shutdown and safe work practices.
Establishment of the system will assist an auditing process to be smooth if the system is proven to achieve the project’s objective. It will have the potential to be commercialized since it helps industries to comply with OSHA regulations and requirements.
CASE STUDY
For demonstration purpose, a case study was conducted using data from a refinery plant X in the oil and gas industry in Malaysia. The industrial data collected from LPG Treating Unit (LPGU) was used to study the removal of hydrogen sulfide (H2S) and reduction of Mercaptan (R-SH) content in various LPG blendstock. Since LPG is known as hazardous substance according to OSHA 29 CFR 1910.1200, therefore, plant X is obliged to comply with OSHA PSM regulations. Figure 2 shows the selected node consists of caustic treater (V-201) with inlet and outlet streams.
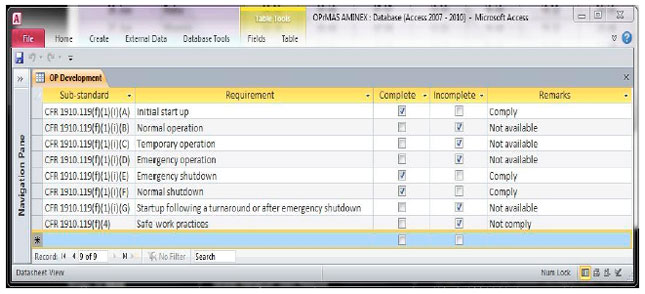
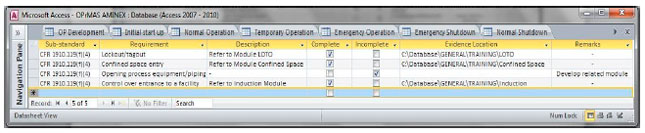
Development of operating procedures 29 CFR 1910.119(f)(1): Figure 3 shows the “Development of OP” interface that consists of “Sub-standard”, “Description”, “Complete”, “Incomplete” and “Remarks” columns. This main interface can be used to assess and monitor all sub-standards of CFR 1910.119(f) easily. Important data will be captured and will be stored in a centralized database. Any comments such as specific incomplete information or conditions can be included in “Remarks” column.
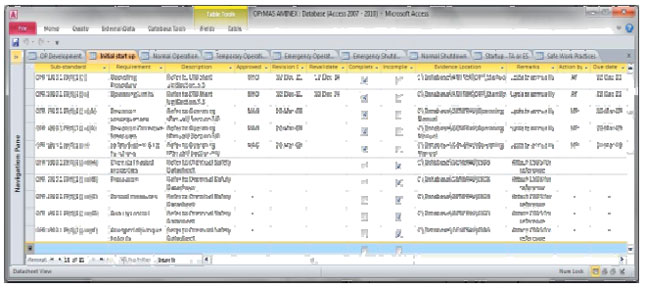
Initial start-up 29 CFR 1910.119(f)(1)(i)(A): Figure 4 shows the operating phase for initial start-up procedure. The listed sub-standard of 29 CFR 1910.119(f) (i-iii) in this window provides a guideline to end-users about the critical OP information that needs to be compiled as referred to the “Requirement” column. User, usually an authorized personnel must check whether the required information is already completed or not by using systematic checklist. Authorized personnel ensure the completeness of collected information through status indicated by “Complete” checkbox. It is important as it highlights which task is yet to be completed and hence requires further attention. This is done by assigning a qualified employee under “Action By” column and a dateline under “Reply Date” column. Consequently, the outstanding tasks can be monitored and completed on time.
 | |
| Fig. 2: | Part of overall LPGU P and ID showing caustic section |
 | |
| Fig. 3: | Development of OP |
 | |
| Fig. 4: | Initial start-up |
The written procedures have to be reviewed so that the updated procedures are kept on the track for affected employees, PSM team reference and auditing purpose as refer to “Evidence Location” column. Apart from storing data inside the database, the system also allows information to be kept in the hardcopy folder such as logbook, plant layout, reports and so on. Date and the person who approved the revised documents must be extracted and to be filled in the “Revision Date” and “Approved by” tab.
End users can plan the date for the documents to be revised annually, as intended by PSM regulations through “Revalidate” column. Assessment on the written OP should be done to ensure the consistency of operating limit with updated process safety information. From the comments in the “Remarks” column, authorized personnel can take any required actions timely.
Similar concept is adopted for all the other operating phases; normal operation, temporary operation, emergency operation, emergency shutdown, normal shutdown and lastly, the start-up following a turnaround or after emergency shutdown.
In this case, one of the gaps that has been captured in the “Remarks” column is the existed operating procedures need to be updated annually.
 | |
| Fig. 5: | Safe work practices |
To ensure its validity, authorized personnel must follow the date suggested in the “Due Date” column to provide up-to-date document for end-users. Other gaps found for V-201 in the study Node 1 can be minimized by taking proper actions as suggested in the “Remarks” column. Documented procedures for Node 1 can be updated by reviewing OP regularly to maintain its annual validity, providing the required chemical safety datasheet and last but not least, ensuring the module for safe work practices are all available.
Safe work practices 29 CFR 1910.119(f)(4): The last requirement of the OP element stated in the OSHA PSM is the existence of safe work practices that applies to all end users. These safe work practices must be developed and implemented to ensure control of hazards during operations. Similar to the operating phases discussed earlier, interface for safe work practices has similar features as other OP. Figure 5 shows the interface of safe work practices.
Authorized personnel must check whether the information required are already completed or not. The person must fill in “Evidence Location” tab to monitor and track the documents. The experts or the responsible person must assess each of the requirement items qualitatively and incorporated comments have to be filled in the “Remarks” column. In this case, end users should provide the required chemical safety datasheet and ensure the module for safe work practices are all available.
CONCLUSION
This project proposes a systematic method for a smooth management of OP at a process plant and compliance with PSM OP element 29 CFR 1910.119(f). Several objectives of this study, including analyzing PSM requirements for operating procedures, develop the framework for operating procedures and develop a database prototype tool to track information and documents, determine gaps and provide quick solutions in a structured manner according to OP of PSM requirements. The proposed system of operating procedure management system is proven to be user-friendly, practical and has the potential to be commercialized in any process industry.
ACKNOWLEDGMENTS
The authors would like to thank Universiti Teknologi PETRONAS for the graduate assistantship awarded to H. Abdul Aziz and Y-UTP grant (0153AA-A11) that make this project feasible.
REFERENCES
- Amyotte, P.R., A.U. Goraya, D.C. Hendershot and F.I. Khan, 2007. Incorporation of inherent safety principles in process safety management. Process Saf. Prog., 26: 333-346.
CrossRefDirect Link - Kaszniak, M., 2010. Oversights and omissions in process hazard analyses: Lessons learned from CSB investigations. Process Saf. Prog., 29: 264-269.
CrossRefDirect Link - Kidam, K. and K. Hurme, 2013. Analysis of equipment failures as contributors to chemical process accidents. Process Saf. Environ. Prot., 91: 61-78.
CrossRefDirect Link - Kidam, K., M. Hurme and M.H. Hassim, 2010. Technical analysis of accident in chemical process industry and lessons learnt. Chem. Eng. Trans., 19: 451-456.
Direct Link - Klein, J.A., 2005. Operational discipline in the workplace. Process Saf. Prog., 24: 228-235.
CrossRefDirect Link - Louvar, J.F., 2008. Improving the effectiveness of process safety management in small companies. Process Saf. Prog., 27: 280-283.
CrossRefDirect Link - McFadden, K.L. and E.R. Towell, 1999. Aviation human factors: A framework for the new millennium. J. Air Trans. Manage., 5: 177-184.
CrossRefDirect Link - Park, J., W. Jung, J. Ha and Y. Shin, 2004. Analysis of operators' performance under emergencies using a training simulator of the nuclear power plant. Reliab. Eng. Syst. Saf., 83: 179-186.
CrossRefDirect Link - Pitblado, R., 2011. Global process industry initiatives to reduce major accident hazards. J. Loss Prev. Process Ind., 24: 57-62.
CrossRefDirect Link - Vaurio, J.K., 2009. Human factors, human reliability and risk assessment in license renewal of a nuclear power plant. Reliab. Eng. Syst. Saf., 94: 1818-1826.
CrossRefDirect Link - Yang, S.H., L. Yang and C.H. He, 2001. Improve safety of industrial processes using dynamic operator training simulators. Process Saf. Environ. Prot., 79: 329-338.
CrossRefDirect Link