
Syamsul B. Abdullah
Oil and Gas Technology Group, Faculty of Chemical and Natural Resources Engineering, Universiti Malaysia Pahang, Lebuhraya Tun Razak, Gambang, 26300, Pahang, Malaysia
Z. Man
PETRONAS Ionic Liquid Centre, Department of Chemical Engineering, Universiti Teknologi PETRONAS, Bandar Seri Iskandar, Tronoh, 31750, Perak, Malaysia
M.A. Bustam
PETRONAS Ionic Liquid Centre, Department of Chemical Engineering, Universiti Teknologi PETRONAS, Bandar Seri Iskandar, Tronoh, 31750, Perak, Malaysia
Journal of Applied Sciences
Year: 2014 | Volume: 14 | Issue: 10 | Page No.: 1008-1015







ABSTRACT
The extraction of benzothiophene and xylene from n-dodecane with 1-hexyl-3-methylimidazolium tetrafluoroborate ([hmim][BF4]) ionic liquid (IL) was investigated. The influence of mass ratio of oil to IL, extracting time and operating temperature were studied for an optimized condition of the benzothiophene (BT) and xylene removal. The optimization process was analyzed using Central Composite Face-Centered Experimental Design by Design Expert Version 6.0.6 (Stat-Ease, USA). The satisfactory optimum mild conditions obtained were at a mass ratio (IL/oil) of 0.73 with extracting time of 10 min at operating temperature of 60°C. The adequacy of the model equation for predicting the optimum response values was validated using experimental data.
PDF Abstract XML References Citation
Received: November 24, 2013;
Accepted: January 05, 2014;
Published: March 22, 2014
How to cite this article
Syamsul B. Abdullah, Z. Man and M.A. Bustam, 2014. An Optimization Study via Response Surface Methodology in Extracting of Benzothiophene and Xylene from n-C12 using 1-Hexyl-3-Methylimidazolium Tetrafluoroborate Ionic Liquid. Journal of Applied Sciences, 14: 1008-1015.
DOI: 10.3923/jas.2014.1008.1015
URL: https://scialert.net/abstract/?doi=jas.2014.1008.1015
DOI: 10.3923/jas.2014.1008.1015
URL: https://scialert.net/abstract/?doi=jas.2014.1008.1015
INTRODUCTION
Separation of organosulfurs and aromatics from aliphatics is becoming an important part relying on chemical feedstock production. Technically, these organosulfurs and aromatics impart poor ignition quality and low cetane number of diesel and enhance smoke point of the jet fuel (Cooper and Donnis, 1996; Likhanova et al., 2010; Koyama and Ogawa, 1997). In industry, organosulfurs can be removed through hydrodesulfurization (HDS) process which only eliminates aliphatic organosulfur compound. Benzothiophene and its derivatives are extremely difficult to be removed even at high operation temperature and pressure via., HDS (Likhanova et al., 2010). On the other hands, separation of aromatic from aliphatic which is perceived to be simple but actually challenging due to their close boiling points. Liquid-liquid extraction has been extensively used especially in hydrocarbon separations because of mild operation conditions and simple processes. Bare in minds, the solvent is a key factor for the extraction process. To date, most of the conventional solvent that have been applied to hydrocarbon separations however, due to their high volatility and flammability, results in inefficient for the extraction processes (Agulyansky et al., 2004; Cassol et al., 2007; Zhang et al., 2007).
Ionic Liquids (ILs) as an solvent for liquid-liquid extractions is receiving great attention as new kinds of safe solvent due to their typically negligible volatility and flammability. In the literatures, ILs has been reported as promising solvents for separation of a variety of substances from their mixture or solution, such as separation of metallic ions from aqueous solution, organic molecules from hydrocarbon mixture, or specific gas component from gaseous mixture using either single or combination of ILs (Cassol et al., 2007; Zhang et al., 2007; Mohanty et al., 2010). Besides the negligible volatility and flammability features, some encouraging results of the ILs as reported in the literatures such as the flexibility of fine-tuning their density, viscosity, melting point, hydrophobicity and solvation power through combinations of cations and anions (Mohanty et al., 2010; Kumar and Banerjee, 2009). In this study, [hmim][BF4] ionic liquid has been introduced as an promising solvent due to its’ low viscosity and recyclability using water (Chu et al., 2008).
In statistics, Response Surface Methodology (RSM) explains the relationships between several variables towards responses. The main idea of RSM is to use a sequence of designed experiments to obtain an optimal response. The present investigation is aimed at determining the optimum condition for the maximum extraction of benzothiophene (which represent organosulfurs) and xylene (which represent aromatics) using [hmim][BF4] from n-dodecane. The optimization process was conducted on several operating variables of these extraction process namely the mass ratio (oil/IL), extracting time and operating temperature using central composite face-centered (CCFD) RSM experimental design. The interaction relationships between these variables (mass ratio, extracting time and operating temperature) against the benzothiophene and xylene removal are established and a mathematical model combining the effect of these variables on the extraction process is developed.
EXPERIMENTAL WORK
Preparation of model oil: In this study, the ILs used is 1-hexyl-3-methylimidazolium tetrafluoroborate ([hmim][BF4]) obtained from Merck which has mass fraction purity more than 98%. Before using the ILs in the extraction process, this ILs was dried in a vacuum oven at 70°C until the water content was less than 500 ppm. The water content was measured by coulometric Karl Fischer method, using Hydranal coulomat AG reagent (Riedel-de-Haen) (Ziyada et al., 2010). The extractability of [hmim][BF4] between benzothiophene (afterward known as BT) and xylene (afterward known as X) was performed on BT/X mixture in n-dodecane (n-C12). This mixture was prepared by dissolving known amount of BT and X in n-C12 which both have a mass fraction purity more than 99%.
Measurement and analysis on the extraction process: The mixture and ILs was continuously stirred on hotplate magnetic stirrer with various operating condition (namely mass ratio of oil to ILs (oil/IL) which varied from 0.5-1.5, extracting time which varied from 5-15 min and operating temperature which varied from 60-100°C) as shown in Table 1. The extracted mixture (top phase) was then separated from the ILs (bottom phase) after settling for 5 min. Both phases were then sampled to determine the percentage of BT and X removed from the model oil. Quantitative analyses of the BT and X extracted were carried out on an HP 1100 high performance liquid chromatography (HPLC) equipped with an auto-sampler using a reverse-phase Zorbax SB-C18 column (4.6 mm X 150 mm; 5 μm). The details of the analysis are previously described elsewhere (Syamsul et al., 2010). The removal percentage of these compounds from n-C12 was calculated according to Eq. 1:
| (1) |
where, R(%) is percentage of the extracted compounds.
Regression analysis and optimization: Subsequent regression analysis involving analysis of variance (ANOVA) and response surfaces were performed on the experimental data obtained using the Design Expert Software (version 6.0.6) from Stat-Ease Inc. (USA). ANOVA was used to perform the goodness of fit analysis on the experimental data for fitting the model. Then, the coefficient of determination, R2, was used to give the overall predictive capabilities of the model obtained. The value of R2 is defined as Eq. 2:
| (2) |
where, SSE and SST is the error sum of squares and total sum of squares, respectively.
| Table 1: | Design layout and experimental responses for central composite design |
 | |
R2 values measures the global fit of the model (Montgomery, 2003).
Before designing this experiment, suitable range of value for the three operating condition variables, i.e., mass ratio of oil to ILs (oil/IL), extracting time and operating temperature were selected based on the literatures and preliminary studies. These three operating condition variables became a crucial effect for the plant design purposes. A Central Composite Design (CCD) with a full factorial was developed using the Design Expert software. Each variable is varied over five levels: High level (coded with +1), low level (coded with -1), the centre level (coded with 0) and two outer points corresponding to α value of 1.68179). The processing variables and levels involved in the study are shown in Table 2. ACCD consisting of six centre points and 14 axial points that rendered a total of 20 runs of experiment was used to analyze the data acquired from the experimental runs. These data are then were used to optimize the extraction operating condition. In this study, the response variables measured were BT and X removal. The mathematical model selected from the CCD has the highest polynomial order with significant terms and it was not aliased (Montgomery, 2003).
RESULT AND DISCUSSION
All the experimental data were mathematically processed and some experimental responses models were produced. The optimal operating condition of the extraction process was determined by those experimental responses models.
Response surface and ANOVA analysis for BT removal: The interaction between independent extraction process variables and desired responses were plotted graphically to ease visual analysis, based on the mathematical analysis of the experimental data. 3-D response surface for BT removal was presented in Fig. 1. Apparently from the 3-D response surface that extracting time and operating temperature variables which applied on the extraction process only gave minor effect on BT removal. These two variables had shown linear effects on the extraction process. On the other hand, by applying the highest mass ratio, the maximum BT removal could be achieved. Hence, the mass ratio has become crucial for removing BT via., extraction with maximum removal.
In general, only factor B: extracting time has not significant model terms where Prob.>F-value was more than 0.05, as shown in Table 3. In addition, the second-order term of mass ratio (A2) showed a significant for this empirical quadratic model. The empirical model in terms of actual variables of BT removal was shown in Eq. 3. The BT removal model via extraction process:
| (3) |
| Table 2: | Independent variables and their coded and actual values used in the response surface study |
 | |
| Table 3: | ANOVA and variance analysis for respective regression models and model terms |
 | |
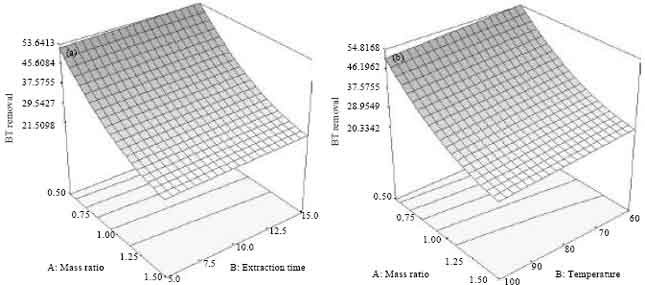 | |
| Fig. 1(a-b): | Response surface plotted on (a) Mass ratio: Extracting time and (b) Mass ratio: Operating temperature for BT removal |
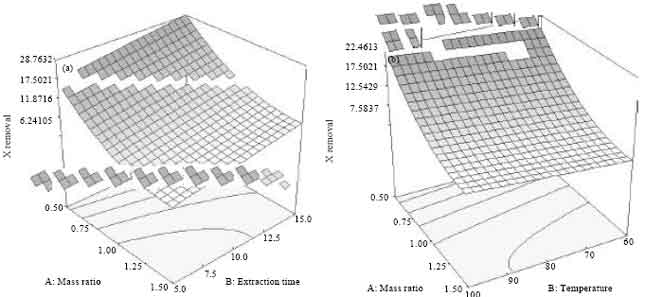 | |
| Fig. 2(a-b): | Response surface plotted on (a) Mass ratio: Extracting time and (b) Mass ratio: Operating temperature for X removal |
This empirical model was well-fitted to the experimental results, as the high value of R2 (0.9624), Adj-R2 (0.9523) and Pred-R2 (0.9025) gave a good explanation to the reliability of regression quadratic model for BT removal, as shown in Table 4.
Response surface and ANOVA analysis for xylene removal: 3-D response surface plot in Fig. 2 showed the effects of the mass ratio, extracting time and operating temperature on X removal. Evidently, mass ratio contributed much on X removal compared to two other variables. Operating temperature has become a minor effect on X removal followed by extracting time factor. This maybe due to the fact that ILs has a negligible vapor pressure which depicted poor molecule activity depending upon temperatures. Thus, it can be concluded that X removal via extraction depended primarily on the mass ratio.
Apart from that, significant terms for X removal via extraction (Table 3) included the main effect of mass ratio (A) and extracting time (B) plus second-order effects of mass ratio (A2) where the Prob.>F is less than 0.05.
| Table 4: | Summary of ANOVA and regression analysis for respective responses |
 | |
 | |
| Fig. 3(a-b): | Interaction via., mass ratio: Extracting time with minimum operating temperature at 60°C |
A quadratic empirical model for X removal via., extraction was shown in Eq. 4. This equation is able to provide values of R2 (0.8775), Adj-R2 (0.8449) and Pred-R2 (0.6608), as refer in Table 4. The X removal model is:
| (4) |
Adequate precision value (Table 4) is a measure of “signal-to-noise ratio” encountered on the measurement of the response which is considered to be adequate for model discrimination if the value is greater than 4 (Montgomery, 2003; Syamsul et al., 2010). In this study, the adequate precision for both quadratic models (BT removal model and X removal model) are well above 4.
Verification on statistical models and diagnostic statistic: RSM has the advantage of observing the interaction effect among the independent variables. The model is able to easily identify the effects of binary combination of combining two independent variables. Figure 3 shows the variable interaction for two studied responses. The non-parallel curvatures of both Fig. 3a, b imply that there is a relatively strong interaction of mass ratio second-order (A2) which appeared as one of the significant terms in both quadratic models.
The major diagnostic plots in Fig. 4 and 5 are used to determine the residual analysis of response surface design, ensuring that the statistical assumptions fit the analysis data. Figure 4 displays the normal probability of the residuals, to verify whether the standard deviation between the actual and the predicted response values do follow the normal distribution (Syamsul et al., 2010; Montgomery, 2003). The general impression from these two graphs in Fig. 4 reveals that the underlying errors were distributed normally as the residuals fall near to a straight line. Thus, there is no severe indication of non-normality of the experimental data.
The plots of the residuals versus predicted response for the responses are presented in Fig. 5. All data points of the experimental runs were scattered randomly within the constant range of the residuals across the graph, i.e., within the horizontal lines at point of ±3.0. This implies that the models proposed are adequate and constant variance assumption was confirmed.
Reliability and adequacy of empirical models from respective responses were confirmed when the actual values obtained from the experimental data were compared to the predicted values from both quadratic models, shown in Fig. 6. The two graphs generally indicated that all experiment design points were distributed along the diagonal line. Responses from the experimental data were well-fitted in acceptable variance range when compared to the predicted values from respective empirical quadratic models.
 | |
| Fig. 4(a-b): | Normal probability plot of residual for (a) BT removal and (b) X removal |
 | |
| Fig. 5(a-b): | Plot of residual vs. predicted response for (a) BT removal and (b) X removal |
This indicated that errors which occurred due to the uncontrollable experimental error could be neglected. Thus, regression quadratic models obtained from CCD can be further used as a predictor for the optimization of extraction condition in order to achieve high performance on BT and X removal.
Optimization and verification: The ultimate goal of this optimization study was to extract BT and X with maximum mass ratio (oil/IL) while minimize of those extracting time and operating temperature within the range. In Fig. 7, the 3-D response surface showed that the desirable extraction condition tended to shift to lower mass ratio (oil/IL) and moderate extracting time which was around 10 min. From Table 5, it can be seen that the selected extraction condition were mass ratio (oil/IL) of 0.73, extracting time of 10 min and operating temperature of 60°C. This extraction process condition was expected to be able to remove BT and X with optimum level.
| Table 5: | Numerical optimization for central composite design and confirmation between predicted and experimental study |
 | |
 | |
| Fig. 6(a-b): | Predicted vs. actual plot for (a) BT removal and (b) X removal |
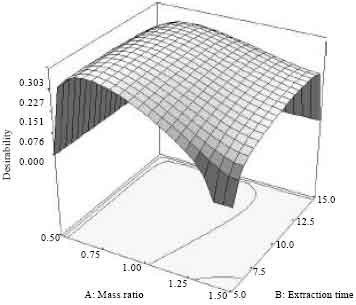 | |
| Fig. 7: | Response surface plot of the desirability operating region over mass ratio: extracting time with operating temperature set at 60°C |
In order to validate the optimum level generated by CCD, an experimental run was conducted using optimized extraction process condition (mass ratio oil/IL: 0.73; extracting time: 10 min; operating temperature: 60°C), as shown in Table 5. Thus, the predicted and experimental value was found to be in good agreement by looking their errors that fell within 5%. This showed that process optimization in CCD was able and reliable to predict the BT and X removal within the extraction process condition studied ranges.
CONCLUSION
The aim of this study is to analyze the interaction between individual and optimized extraction process conditions (mass ratio oil/IL; extracting time; operating temperature) to the concerned responses (BT and X removal) by CCD. Mass ratio (oil/IL) was found to be the major significant factor in influencing BT and X removal while other two variables were found to be less significant. The empirical models obtained from statistical analysis could then be used in the prediction of respective responses for the process optimization. The optimum extraction process condition obtained from CCD was at 0.73 of mass ratio oil/IL; 10 min of extracting time and 60°C of operating temperature. It is important to note that the deviation within 5% of the optimum responses predicted from CCD (BT removal: 43.71%; X removal: 17.12%) was in good agreement with actual experimental values (BT removal: 42.17%; X removal: 17.56%).
ACKNOWLEDGMENT
The authors would like to convey special thanks to the Ionic Liquid Centre, Universiti Teknologi PETRONAS (UTP), Universiti Malaysia Pahang (UMP) and Ministry of Higher Education for providing the financial means and laboratory facilities.
REFERENCES
- Cooper, B.H. and B.B.L. Donnis, 1996. Aromatic saturation of distillates: An overview. Applied Catal. A: General, 137: 203-223.
CrossRefDirect Link - Likhanova, N.V., D. Guzman-Lucero, E.A. Flores, P. Garcia, M.A. Dominguez-Aguilar, J. Palomeque and R. Martinez-Palou, 2010. Ionic liquids screening for desulfurization of natural gasoline by liquid-liquid extraction. Mol. Divers, 14: 777-787.
CrossRefDirect Link - Koyama, Y. and Y. Ogawa, 1997. Prospects of petroleum product trades by ROK/Taiwan/Singapore: Tougher environmental standards and changes in product imports/exports. Energy Policy, 25: 259-265.
CrossRefDirect Link - Agulyansky, A., L. Agulyansky and V.F. Travkin, 2004. Liquid-liquid extraction of tantalum with 2-octanol. Chem. Eng. Process., 43: 1231-1237.
CrossRefDirect Link - Cassol, C.C., A.P. Umpierre, G. Ebeling, B. Ferrera, S.S.X. Chiaro and J. Dupont, 2007. On the extraction of aromatic compounds from hydrocarbons by imidazolium ionic liquids. Int. J. Mol. Sci., 8: 593-605.
CrossRefDirect Link - Zhang, J., C. Huang, B. Chen, P. Ren and Z. Lei, 2007. Extraction of aromatic hydrocarbons from aromatic/aliphatic mixtures using chloroaluminate room-temperature ionic liquids as extractants. Energy Fuels, 21: 1724-1730.
CrossRefDirect Link - Mohanty, S., T. Banerjee and K. Mohanty, 2010. Quantum chemical based screening of ionic liquids for the extraction of phenol from aqueous solution. Ind. Eng. Chem. Res., 49: 2916-2925.
CrossRefDirect Link - Kumar, A.A.P. and T. Banerjee, 2009. Thiophene separation with ionic liquids for desulphurization: A quantum chemical approach. Fluid Phase Equilibria, 278: 1-8.
CrossRefDirect Link - Chu, X., Y. Hu, J. Li, Q. Liang and Y. Liu et al., 2008. Desulfurization of diesel fuel by extraction with [BF4]--based ionic liquids. Chin. J. Chem. Eng., 16: 881-884.
CrossRefDirect Link - Ziyada, A.K., C.D. Wilfred, M.A. Bustam, Z. Man and T. Murugesan, 2010. Thermophysical properties of 1-propyronitrile-3-alkylimidazolium bromide ionic liquids at temperatures from (293.15 to 353.15) K. J. Chem. Eng. Data, 55: 3886-3890.
CrossRefDirect Link