
Jegatheswaran Ratnasingam
Faculty of Forestry, Universiti Putra Malaysia, 43400 UPM, Serdang, Selangor, Malaysia
Aznor Marlina Abdullah
Faculty of Forestry, Universiti Putra Malaysia, 43400 UPM, Serdang, Selangor, Malaysia
Geetha Ramasamy
Faculty of Forestry, Universiti Putra Malaysia, 43400 UPM, Serdang, Selangor, Malaysia
Chee Yee Seng
Faculty of Forestry, Universiti Putra Malaysia, 43400 UPM, Serdang, Selangor, Malaysia
Journal of Applied Sciences
Year: 2013 | Volume: 13 | Issue: 3 | Page No.: 341-347







ABSTRACT
The importance of small diameter logs in the sawmilling sector in the South East Asian region cannot be underplayed, as plantation-grown fast growing tree species is the main source of wood raw material for the rapidly expanding wood products industry in the region. The aim of this study was therefore to highlight the different sawing and drying techniques used in the processing of small-diameter logs from the fast growing forest plantations. A significant difference in processing yields and also the costs of the different techniques are obvious and the industry is poised to take advantage of the benefits provided by the saw-dry-rip (SDR) method of processing small-diameter logs. As opposed to the conventional live-sawing method widely used in hardwood sawing in the South East Asian region, the saw-dry-rip (SDR) method offers a more viable option to process the small-diameter logs, with significant reductions in rejects, while improving the overall yield. The overall economic benefits gained through the adoption of this technique warrants serious consideration by the sawmilling sector throughout the region.
PDF Abstract XML References Citation
Received: November 01, 2012;
Accepted: January 28, 2013;
Published: April 22, 2013
How to cite this article
Jegatheswaran Ratnasingam, Aznor Marlina Abdullah, Geetha Ramasamy and Chee Yee Seng, 2013. A Review of Different Sawing and Drying Techniques Used in Processing Small-diameter Logs. Journal of Applied Sciences, 13: 341-347.
DOI: 10.3923/jas.2013.341.347
URL: https://scialert.net/abstract/?doi=jas.2013.341.347
DOI: 10.3923/jas.2013.341.347
URL: https://scialert.net/abstract/?doi=jas.2013.341.347
INTRODUCTION
The conversion of saw logs into sawn-timber requires many manufacturing steps from the moment it arrive at the saw-mill. For fast growing forest plantation logs, such as Acacia mangium (Krishna et al., 1998), Gmelina arborea, Albizia falcataria and rubberwood (Hevea brasiliensis) (Teoh et al., 2011), the processing has to be carried out as soon as possible. This is to prevent insect and fungal attacks of the logs, as long-term storage of these logs may not be economical (Table 1). In Malaysia and many part of South East Asia, the application of portable sawmills that work on plantation sites are common (Teoh et al., 2011), which enable the logs to be sawn on-site immediately after being felled. Under such circumstances, the challenge is to achieve high recoveries during the sawing and drying processes. Ratnasingam (2000) reported that the processing of rubberwood and other plantation logs contributed to the high percentage of wastage, which has not improved over the past decade. The biggest challenge is attributed to the small diameter of these logs, which makes its handling and sawing difficult, compared to large diameter natural forest saw logs. Kollert and Zana (1994) stated that the commonly harvested sizes of plantation forest saw logs rarely exceed 50 mm in thickness and 1800 mm in length. According to Sim (1989) and Ratnasingam and Scholz (2009), the average recovery in the saw-milling of plantation forest saw-logs was reported at 54%, while sawmills processing natural forest saw-logs recorded recovery rates of up to 69%. The best yield reported for rubberwood sawmilling is 35%, although a 25% yield in rubberwood sawmilling is considered the industrial norm (Ratnasingam and Scholz, 2009). The low density of fast growing plantation logs coupled with a porous structure makes it easy to warp, bow and spring during sawing, which will lead to lower yield. Yongdong et al. (2007) claimed that the main reason for the low recovery in rubberwood sawmilling is the irrational sawing techniques adopted in many sawmills in China and Asian countries.
| Table 1: | Characteristics of common fast growing small-diameter plantation species |
 | |
| Source: Ratnasingam and Scholz (2012) | |
| Table 2: | Factors affecting sawmilling yield |
 | |
Therefore, the aim of this review study was to provide an insight into the factors that governs yield in small-diameter logs processing and also highlights the sawing techniques used to improve quality and yield.
FACTORS AFFECTING THE SAWMILLING YIELD
Sawing recovery refers to the amount of output (sawn timber) in percentage, which results from the sawing of a certain volume of input (log). Sawmilling recovery rates is very variable and differences have been observed within and among the countries. Factors such as log sizes, dominant wood species processed and state of technology/processing equipment and accepted quality standards have significant influences on the sawing yield (Table 2).
Log dimension and quality: It has been shown in many researches that the log dimension has a strong effect on recovery rate. The bigger the diameter size, the higher is the recovery rate (Yang et al., 2007). Log sizes of the same class or group also increased the recovery with an increase in diameter. This was due to the sawing of wider and thicker boards with lesser sawdust being produced. The reducing taper in large diameter logs have also been reported to increase recovery (Yang et al., 2007). The reason for this is that the taper is considered a problem to the sawyer to remove rectangular solids (lumber) from a truncated log. The more tapered the log is the shorter is the rectangular solid that can be removed from the outside of this log (Steele, 1984). Inevitably, with small-diameter logs, it is often the practice to cut the logs into shorter lengths of not more than 2.0 m to reduce the tapering effect. As expected, log quality is also a strong factor influencing sawmilling yield. Studies by Ratnasingam and Yeo (2010) found that the quality of logs can significantly affect sawmilling yield of rub berwood, especially in logs with diameters below 30 cm. In this context, the quality of logs must also be taken into consideration when determining sawmilling yield.
Size of sawn-timber produced: Wood recovery is also affected by the size of sawn-timber produced. The greater the size of lumber produced, the higher is the recovery obtained. For example, an average recovery rate, of as high as 62% was obtained from cutting block-board sizes, meanwhile only 46% of recovery was obtained from cutting furniture sizes (Lopez et al., 1980). The latent reason behind this result is the fact that the long cutting lines need to be done in order to produce smaller sawn-timbers, which in turn increases the amount of sawdust produced.
Types of saws used: Traditionally, saw-millers did not realize that thin and wide kerf can affect their mill recoveries. In fact, in most developing countries such practices are still common in many small-scale sawn-timber processing facilities, where the concern is on how to improve recovery based on the materials input rather than the production system (Hallock, 1962). Choosing of wide or thin kerf is closely related to the type of sawing equipments. Circular saw is self supporting, thus it requires a thicker blade. A thicker blade will produce a wider kerf, which lead to the low recovery. The study of kerf was initially started by Hallock (1962). The result from this study indicated that if the kerf width was reduced from 9.5 to 7.0 mm, the yield was increased on average of 7%. This is due to the reduction of kerf that allowed the possibility to produce larger sizes of sawn-timber (Steele, 1984; Yang et al., 2007). The same scenario occurs during manufacturing of boards which requires several rip-cuts, which results in considerably higher waste. In other developing countries, “wood-mizer” sawmills are becoming increasingly popular. A key feature of the “wood-mizer” sawmills is the application of thin kerf narrow band-saw blades, which ensures less valuable timber was lost as sawdust (Kutty, 2010). It was reported by Ratnasingam and Scholz (2009) that a sawmill which had used a vertical broad band saw for cutting rubberwood gave a sawn-timber recovery of 41%, while sawmills with the “wood-mizer” (horizontal narrow band saw) recorded recoveries of 75%.
Acceptable sawn timber quality: The quality of the sawn timber produced also affects the overall sawmilling yield. With small-diameter plantation forest logs, the challenge is often to prescribe an acceptable quality standard to the sawn timber produced, which in most instances, is traded on a willing seller-buyer basis. Therefore, the adoption of an internationally acceptable quality standard which stipulated marketable grades or grading classes to the sawn timber, would contribute significantly towards boosting the sawmilling yield when processing small-diameter plantation forest logs (Ratnasingam and Scholz, 2009).
Cutting pattern: Live sawing is the most economical sawing method, as it does not require any turning of the logs, nor is skill-demanding in making cutting decisions. Furthermore, it is the fastest conversion method with the highest production rate (Todoroki and Ronnqvist, 2002). However, since the cutting of logs does not consider pieces of timbers with defects (Todoroki and Ronnqvist, 2002), it has the lowest value recovery. This cutting method is suitable for less defective and large diameter logs from the natural forests (How et al., 2007). According to Ratnasingam and Scholz (2009), the most commonly used sawing patterns in the sawmilling industries in Malaysia are as shown in Fig. 1 and 2. Pattern A requires the log to be cut into halves and then sawn around, or live sawn to be converted into the intended sizes. There is a situation where the slab is cut to make an edge on one side of the log bolt as in pattern B. Then, the log bolt is turned 90° to put the flat face on the in-feed table of the band-mill. Boards of desired thicknesses are then cut according to the conventional flat-sawing.
However, it has been observed that plantation forest logs tend to wrap immediately after sawing. This might be the results of the cutting pattern used, which is mostly cutting through the core of the saw log. Boards cut through the centre of the logs contain the core, which has a lower density than the outer parts of the log (Ratnasingam and Scholz , 2009). Hence, some techniques have been proposed to avoid this problem. For instance, Watcharakuldilok and Vitayaudom (2008) suggested not sawing through the trunk and allowing the logs to un-leave at the end. Then, it is fastened with a piece of wire, or a nail is driven at the end of log. Practically, this method should be thoroughly considered when dealing with the high volume production which requires fast production flow. Another technique is the balanced cutting by sawing the right and the left of the log at a distance equal from the pith together, by using a twin band-saw. This method can release the stress in the log equally on opposite sides, which reduces twisting in the sawn-timber.
 | |
| Fig. 1: | Sawing pattern A, (Ratnasingam and Scholz, 2009) |
 | |
| Fig. 2: | Sawing pattern B, (Ratnasingam and Scholz, 2009) |
Despite such techniques, the practicality of such techniques in high volume production sawmills remain questionable. In recent years however, the application of the saw-dry-rip (SDR) technique for small-diameter logs from plantation forests has been widely considered as an option in the South East Asian region.
A COMPARISON OF THE SAW-DRY-RIP (SDR) AND CONVENTIONAL SAWING TECHNIQUES
In the conventional live-sawing process, the logs are usually cut into the desired widths and thicknesses, with some allowances for shrinkage and planning before the drying process. On the other hand, the SDR process involves the live sawing of logs into nominal thickness flitches, which are dried before being ripped to the desired dimensions (Erickson et al., 1986). The principal behind the growing application of the SDR process is the restraining effect of the wide flitches on warp development, during drying (Maeglin and Boone, 1983). The growth stresses in the logs are relieved, when the flitches dry due to slippage of the wood cells relative to one another, while the piece holds its shape (Larson et al., 1986).
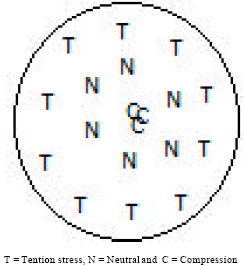 | |
| Fig. 3: | Distribution of growth stresses in a log |
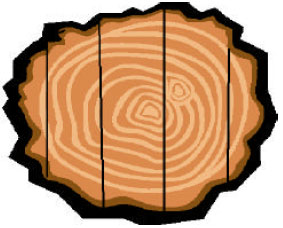 | |
| Fig. 4: | SDR sawing pattern |
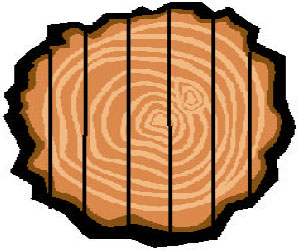 | |
| Fig. 5: | Conventional live sawing pattern |
This reduction in stresses, inevitably leads to better quality, while improving the saw-milling yield.
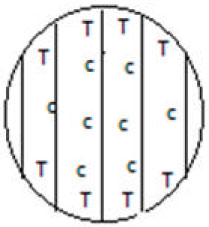 | |
| Fig. 6: | Distributions of stresses in conventional live sawing |
Warping in the form of spring or crook after sawing is common in forest plantation timber due to the release of growth stresses (Cassens and Serrano, 2004). Growth stresses is formed in three directions, known as longitudinal, radial and tangential (Yang and Waugh, 2001). However, in the case of hardwoods, it is the longitudinal stress which is the most important because it leads to warp (Maeglin, 1987). Figure 3 depicts the distribution of growth stress in a log. When the log is cut, the growth stresses is released.
The success of the SDR process in reducing the percentage of warp is driven by the application of live sawing of green logs into nominal width flitches (Fig. 4) compared to conventional live sawing (Fig. 5). In the SDR process the stresses are balanced and restrained due to the larger size of the pieces and symmetry of stress within the pieces (Layton et al., 1986). The fact that growth stresses are present in almost all logs is inevitable, however, through the use of appropriate sawing techniques it is possible to minimize the detrimental effects of the stresses, especially with regards to the resultant quality of the sawn timber produced.
When compared to the other sawing techniques, the application of live sawing would produce stressed sawn-timber pieces (Fig. 6). Whether, it is quarter sawing or flat sawing, the sawn-timber ends up with combination of tension (-), T and compressive (+) forces, C. The prevalence of these opposing stresses causes the sawn-timber to warp immediately upon sawing (Larson et al., 1983) (Fig. 7). Further, in the conventional live-sawing of fast growing plantation forest logs, the interaction of juvenility (Cassens and Serrano, 2004) and tension wood (Yang and Waugh, 2001) with the inherent growth stresses exacerbates the warp to become even more crucial.
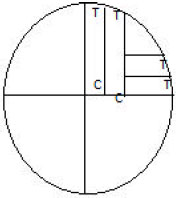 | |
| Fig. 7: | Distributions of stresses in quarter sawing |
| Table 3: | Comparison between conventional and high temperature drying techniques for wood |
 | |
Juvenile wood has an excessive longitudinal shrinkage, while tension wood shrink and swell about 2.5 times more longitudinally. In sawn-timber pieces which contain normal and tension wood, the resulting warp is attributed to the differential shrinkage (Maeglin, 1987).
DIFFERENT WOOD DRYING TECHNIQUES
The wood drying process is usually plagued with many drying defects, which affects its productivity. A study by Ratnasingam et al. (2010) found that the yield losses in small-diameter plantation forest logs due can average 10% in the kiln dried sawn-timber, even with the application of stress relieved treatment. This is significantly higher than the current industrial allowance of 4% and hence, there is a growing need to find methods of wood drying that can practically increase sawn-timber yield after drying process. Nevertheless, this is a challenge because different wood species have different optimum drying processes. For instance, drying of Yellow Poplar and Basswood using High Temperature (HT) drying resulted in improved quality compared to conventional drying. On the other hand, High Temperature (HT) drying was not suitable for Aspen and Willow due to a higher incidence of collapse and honeycomb in the dried sawn-timber (Boone, 1984). Ratnasingam et al. (2011) have found that the SDR process in combination of high temperature drying had produced the least amount of warp defects during drying process of fast growing plantation forest wood species, such as rubberwood, Acacia mangium and Gmelina arborea. The application of high temperature (HT) drying to live-sawn flitches, allowed the stresses in the full width of the boards to relax in a symmetrical manner so that sawn-timber can be ripped subsequently from the dried cants and the flitches remains relatively straight (Ishiguri et al., 2005). In high temperature drying, the dry-bulb temperature which reaches 120°C in most instances, allows for stress relieve in the wood through plasticization (Ratnasingam and Scholz, 2012). In this context, it appears that the application of high temperature drying may be a better option for fast growing plantation forest wood species compared to the conventional drying processes. Table 3 provides a comparison of the conventional drying and high temperature drying techniques for wood, based on a report published by Ratnasingam et al. (2011). Despite the obvious benefits of the high temperature drying techniques for wood materials, caution must be exercised especially when dealing non-refractory or non-porous wood species, which will be severely affected when exposed to high temperature regimes. Hence, the application of high temperature drying technique is more suitable for porous wood species or fast-growing plantation wood species (Ratnasingam et al., 2011), which is less susceptible to drying defects.
DRYING STRESSES IN DIFFERENT DRYING TECHNIQUES
The drying of wood normally occurs unevenly. The outer part of the wood tend to lose moisture faster which causes the wood to shrink, when it reach at Fibre Saturation Point (FSP). However, the outer part of wood tends to shrink, although the core wood is still green. Temperature is the key factor in the drying process. Tenorio et al. (2012) mentioned that factors of wood species, extractives content, tree age, longitudinal position of the wood in the standing tree, initial moisture content, drying schedule and the presence of sapwood and heartwood also affects the drying process. A study on Acacia mangium wood showed that the drying stresses from kiln drying resulted in colour changes, shrinkage, warp, split and check due to factors of climate, grain pattern, initial and final moisture content as well as the drying schedule used (Table 3).
Based from the Table 3, conventional drying specifies lower temperature than high temperature drying. According to Chen et al. (1997) and Nijdam et al. (2000), high temperature drying reduces the energy consumption and drying times but, nevertheless results in higher timber degradation.
| Table 4: | Process economics of different sawing techniques for small-diameter logs |
 | |
Surface checks may be found due to local drying stress when it reaches the rupture strength which exceeds the allowable ultimate limit (Chen et al., 1997). Thus, the mechanical properties of wood influence the susceptibility of the wood to suffer from drying checks (Oltean et al., 2007). Besides that, honeycomb and collapse may take place due to drying stress with excessively high temperature (Oltean et al., 2007). Moreover, stress due to drying at high temperature consequently affects the mechanical properties of wood. Poncsak et al. (2006) showed that the mechanical strength of birch wood decreases, although improvements in dimension stability and resistance to decay were observed. It has been suggested that the stresses during the high temperature drying contributes to the modification of woodcompounds, where the hemicelluloses component is normally modified in advance, followed by the depolymerisation of the cellulose component in wood (Poncsak et al., 2006; Oltean et al., 2007).
One fact that is often overlooked is the influence of stresses on sawing variation. Ratnasingam and Scholz (2009) found that highly stressed logs are more prone to warp, which in turn increases the sawing variation in the sawn timber produced. It has been shown in rubberwood (Hevea brasiliensis) that sawing variation of up to 9% can be accounted for by the stresses in logs, which upon sawing is released and manifests as warped sawn timber.
ECONOMICS OF DIFFERENT SAWING TECHNIQUES FOR SMALL-DIAMETER LOGS
The sawmilling industry is very cost sensitive due to increasing production cost and decreasing selling prices, especially in the plantation wood resources market (Balsiger et al., 2000; Ratnasingam and Booth, 2012). In several studies by Ratnasingam et al. (2011) and Ratnasingam and Scholz (2012), the economics of the using the saw-dry-rip method for sawing rubberwood logs has been reported in detail. Table 4 provides a comparison of the process economics for the three most common sawing techniques used for small-diameter logs used in the South East Asian region.
CONCLUSION
It is apparent that the sawmilling of small-diameter logs from fast-growing plantation is becoming increasingly important in many South East Asian countries, which are dependent on such resources to fuel their growing demand from value-added wood products manufacturing. Hence, sawmilling yield is becoming a crucial issue in governing cost competitiveness, especially in the raw materials market. The conventional live-sawing technique, which is more suited for the large diameter natural forest logs, appears to be less suitable to handle the small-diameter logs from the fast-growing plantations. In this context, the advent of the saw-dry-rip (SDR) technique together with high temperature drying appears to be a promising alternative to boost the yield from the sawmilling of such resources. This technique has a positive overall benefit towards increasing the cost and quality competitiveness of the sawmilling sector, especially when dealing with small-diameter fast-growing plantation logs.
REFERENCES
- Balsiger, J., J. Bahdon and A. Whiteman, 2000. Asia-Pacific Forestry Sector Outlook Study: The Utilization, Processing and Demand for Rubberwood as a Source of Wood Supply. FAO, Bangkok,.
Direct Link - Boone, R.S., 1984. High temperature kiln-drying of 4/4 lumber from 12 hardwood species. Forest Prod. J., 34: 10-18.
Direct Link - Cassens, D.L. and J.R. Serrano, 2004. Growth stress in hardwood timber. Proceedings of the 14th Conference on Central Hardwood Forest, March 16-19, 2004, Madison, WI., USA., pp: 16-19.
Direct Link - Chen, G., R.B. Keey and J.C.F. Walker, 1997. The drying stress and check development on high-temperature kiln seasoning of sapwood Pinus radiata boards. Holz als Roh- und Werkstoff, 55: 59-64.
CrossRef - Ishiguri, F., A. Mitani, K. Iizuka, S. Yokota and N. Yoshizawa, 2005. Effects of saw-dry-rip process on warp reduction in Japanese cedar 2 by 4's. Bull. Utsunomiya Univ. Forests, 41: 95-99.
Direct Link - Kollert, W. and A.U. Zana, 1994. Rubberwood from agricultural plantations: A market analysis for Peninsular Malaysia. Planter, 70: 435-452.
Direct Link - Layton, T.F., W.R. Smith and R.R. Maeglin, 1986. An evaluation of the saw, dry and rip process to convert red alder into studs. Wood Sci. Technol., 20: 185-200.
Direct Link - Lopez, D.T., S. Mohd Arshad and A.G. Tan, 1980. Rubberwood-A study of recovery in production mills. Malaysian Forester, 43: 74-80.
Direct Link - Maeglin, R.R., 1987. Applying the latest research to hardwood problems. Proceedings of the 15th Annual Hardwood symposium of the Hardwood Research Council, May 10-12, 1987, Memphis, TN., pp: 100-108.
Direct Link - Nijdam, J.J., T.A.G. Langrish and R.B. Keey, 2000. A high-temperature drying model for softwood timber. Chem. Eng. Sci., 55: 3585-3598.
CrossRef - Oltean, L., A. Teischinger and C. Hansmann, 2007. Influence of temperature on cracking and mechanical properties of wood during drying: A review. BioResources, 2: 798-811.
Direct Link - Poncsak, S., D. Kocaefe, M. Bouazara and A. Pichette, 2006. Effect of high temperature treatment on the mechanical properties of birch (Betula papyrifera). Wood Sci. Technol., 40: 647-663.
CrossRef - Ratnasingam, J., R. Grohmann and F. Scholz, 2010. Drying quality of rubberwood: An industrial perspective. Eur. J. Wood Prod., 68: 115-116.
CrossRef - Ratnasingam, J., T.P. Ma, C.Y. Yoon and S.R. Farrokhpayam, 2011. An evaluation of the saw, dry and rip process for the conversion of rubberwood. J. Applied Sci., 11: 2657-2661.
CrossRefDirect Link - Ratnasingam, J. and F. Scholz, 2012. Yield improvement in Rubberwood sawmilling through the saw, dry and rip (SDR) technique. Eur. J. Wood Wood Prod., 70: 525-526.
CrossRef - Tenorio, C., R. Moya and H.J. Quesada-Pineda, 2012. Kiln drying of Acacia mangium wood: Colour, shrinkage, warp, split and check in dried lumber. J. Trop. Forest Sci., 24: 125-139.
Direct Link - Teoh, Y.P., M.M. Don and S. Ujang, 2011. Assessment of the properties, utilization, and preservation of rubberwood (Hevea brasiliensis): A case study in Malaysia. J. Wood Sci., 57: 255-266.
CrossRef - Todoroki, C. and M. Ronnqvist, 2002. Dynamic control of timber production at a sawmill with log sawing optimization. Scand. J. Forest Res., 17: 79-89.
CrossRef - Yang, J.L. and G. Waugh, 2001. Growth stress, its measurement and effects. Aust. Forestry, 64: 127-135.
Direct Link