
William Pao
Department of Mechanical Engineering, Universiti Teknologi PETRONAS, Bandar Seri Iskandar, 31750 Tronoh, Perak, Malaysia
Xiaohui Chen
Department of Civil and Structural Engineering, Kroto Research Institute, Sheffield University, S3 7HQ, United Kingdom
Lin Chao
Department of Materials, University of Oxford, Parks Road, Oxford, OX1 3PH, United Kingdom
Journal of Applied Sciences
Year: 2013 | Volume: 13 | Issue: 2 | Page No.: 321-325







ABSTRACT
The capability to predict hot spot in solidifying castings is the utmost important issues during parts design. The present study investigated a simple method to predict temperature profile and possible hot spot in solidifying castings based on medial axis interpolation. One of the major features of medial objects is that it is a reduced topology of three-dimensional geometry. Hence, a geometrically complex three-dimensional object can be represented by a combination of medial objects, e.g., 2-3D surfaces and lines. This allows the large amount of geometrical information to be stored with minimal space requirement and the three dimensional object can be manipulated in a two-dimensional space. In this study, we exploit this particular property of medial objects and its possible application to casting. This study proposes a medial axis-based geometric technique that could be used to optimize the insulation padding around the cast-mould interface. Numerical simulation showed that the current geometric method was successful in relocating the hotspot in casting the feeder.
PDF Abstract XML References Citation
Received: November 07, 2012;
Accepted: January 14, 2013;
Published: February 21, 2013
How to cite this article
William Pao, Xiaohui Chen and Lin Chao, 2013. Optimization of Insulation Padding for Directional Solidification. Journal of Applied Sciences, 13: 321-325.
DOI: 10.3923/jas.2013.321.325
URL: https://scialert.net/abstract/?doi=jas.2013.321.325
DOI: 10.3923/jas.2013.321.325
URL: https://scialert.net/abstract/?doi=jas.2013.321.325
INTRODUCTION
Solidification is an important phase in the casting process influencing quality and yield of products. Generally the solidification process begins with the initiation of crystallization at the mould walls and gradually proceeds inwards. The last freezing sections and locations i.e., the hotspots are the most likely locations of defects such as shrinkage cavities or porosity. These hotspots in complex geometries of commercial castings are visualized and identified by simulating the solidification process using finite difference, finite element and boundary elements methods (Minkoff, 1986; Codina et al., 1994; Mechighel and Kadja, 2007). Such simulation helps in predicting hotspots and understanding the influence of feeder location, chills or insulations in ensuring a desired directional solidification pattern. Such a controlled solidification increases the yield by producing higher quality casting and minimizes casting rejections.
Although the finite element based numerical simulation approach is accurate and reliable, it is also computationally expensive. Other approaches to solidification analysis are primarily driven by the geometry of the casting. Such geometry-based approaches have been developed to reduce the cost of computations in terms of computer power and time requirements. Since geometric methods are fast and easier to use, they are also used for complex shapes for preliminary analysis before carrying out more detailed numerical simulation for further investigation. These methods are based on the premise that the sequence of solidification and thus the location of hotspots are driven by the shape of geometry. These approaches simulate the solidification process using geometric parameters and link these parameters with the thermal properties of the metal, mould and heat transfer systems. The relative value of temperature and solidification time assumes greater significance than the actual values associated with any point inside the casting for predicting shrinkage defects and for designing appropriate feeders (Lewis et al., 1997). Most of these geometric methods are based on the Chvorinov’s classic rule that related solidification time ts of a casting to its modulus. The term modulus pertains to the ratio of heat content volume V to its heat transfer area A of the casting:
| (1) |
where, k is a material constant depending on the cast metal and mould material. Derivatives of Chvorinov rule were further investigated and expanded by many researchers (Wlodawer, 1966; Berry et al., 1959; Heine and Uicker, 1983; Neises et al., 1987; Ravi and Srinivasan, 1996, 1989; Sirilertworakul et al., 1993).
The objective of the present study is to investigate the use of medial axis-based geometric technique that could be used to optimize the insulation padding around the cast-mould interface.
PROPOSED METHOD
Heuvers (Ravi and Srinivasan, 1996) was the first to suggest a practical method consisting of inscribing a series of circles (spheres when viewed three-dimensionally), the diameter of which increases in the direction of the feeder head. Experiments showed that modulus must be larger by a factor of about 1.1 to ensure the directional solidification with adequate feeding from thicker sections to thinner sections or it must increase by 10% from casting across the ingate to the feeder. A model of the casting is sketched and then the circles are inscribed at points of intersections (Fig. 1) so that, ΔR/Δl = 0.1 where, ΔR is the radius increase and Δl is the length of medial axis between two points. In this example, the padding additions have been designed on the basis of the Heuvers circles as they increase in diameter towards the feeder head.
This study has utilized this method in combination with Medial Axis Transformation which automatically calculates the Heuvers’ circles for a given geometry. The combined method proposes a geometric optimisation technique for ensuring directional solidification and relocating hotspots in the feeder. The proposed method outputs optimal values of interfacial heat transfer coefficients which then can be used in the finite element simulation for further detailed and accurate simulation. The Medial Axis Transform (MAT) of a two-dimensional region is a locus of the center of an inscribed disc of maximal diameter as it rolls within the domain by maintaining the contact with the domain boundary (Campell, 1997), as shown in Fig. 2. Medial axis becomes a medial surface for a three dimensional object.
As we deduce from discussion above, a casting with Heuvers’ circle drawn is in fact hypothetically a new imaginary casting (Fig. 1) whose modulus is increasing in the direction of the feeder. The aim is to obtain effective Interface Boundary Conditions (IBCs) using Heuvers’ inscribed circles in such a manner that these IBCs can help achieve the same solidification pattern as would have been provided by the imaginary casting.
 | |
| Fig. 1(a-c): | Schematics of the Heuvers’ circle method, (a) Original casting section, (b) Casting with Heuvers’ circles and (c) Additional padding as per Heuvers’ circles |
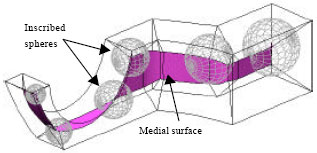 | |
| Fig. 2: | Three-dimensional object showing its medial surface and inscribed spheres |
One such option was to relate the geometric parameters (radius information) with the boundary conditions e.g. modified Heuvers’ radii to interfacial heat transfer coefficient to achieve the desired solidification pattern. Using Eq. 1, it can be assumed that if the heat transfer coefficient h is constant:
| (2) |
And conversely, if R is constant:
| (3) |
Therefore, we infer that:
| (4) |
Thus, for an original casting, at any arbitrary point A on medial axis:
| (5) |
and for an equivalent imaginary casting, at point A on medial axis, we will have:
| (6) |
Heat transfer coefficient needs to be modified if tH and RO are to be kept constant:
| (7) |
| (8) |
where, RO and ho are original radius and interfacial heat transfer coefficient, RH and hH are Heuvers’ radius and the modified interfacial heat transfer coefficient, respectively and tO and tH are original solidification time and one achieved after applying Heuvers’ Circle method.
Numerical examples: The method was first tested for a simple L-shaped casting geometry before a more rigorous test was carried out on a more complex gear blank casting which we described in the following (Berry et al., 1959). The gear blank geometry was first created and then generated its medial axes using MAT, a tool available in CADfix, a Computer Aided Design based package from FEGS Ltd., UK (Ransing et al., 2004; Pao et al., 2004; Lewis et al., 2003). The length of the medial axis, the relative distance between points and radii (RO) at these selected points were then obtained using CADfix (Fig. 3). Selected points on the medial axis together with the calculated medial radius were tabulated in column 1 and 3, respectively in Table 1. The originally assigned ho is shown in column 2 and the computed Heuvers’ radii is shown in column 4. Using this radius information, direct application of Eq. 4 provided the modified values of interfacial heat transfer coefficient (hH) as shown in column 5 in Table 1.
In order to proceed with the analysis, material properties and boundary conditions were prescribed to get the temperature profile and solidification pattern based on finite element analysis (uncoupled solution) using a FE based package-PROFETS (PROFEssional Thermal Solidification).
 | |
| Fig. 3: | Gear blank casting showing medial axis and radius points |
| Table 1: | Original and modified radii and interfacial heat transfer coefficients |
 | |
| aPoint as given in Fig. 3 | |
| Table 2: | Material properties for the gear blank simulation |
 | |
The initial temperature for Cast (LM24) and Mould (H13) was prescribed at 650 and 150°C, respectively, with thermal conductivity of 186.28 W m-1 K-1 and convection to ambient at 75 W m-2 K-1 at an ambient temperature of 20°C. The original interfacial heat transfer coefficient (ho) of 3000 W m-2 K-1 was prescribed throughout the interfacial boundary. The required material properties for the simulation are tabulated in Table 2. The result without any optimization obtained from this FE simulation is shown in Fig. 4.
The solidification contours in Fig. 4 illustrated that point Q174 on the medial axis on left hand side of the casting (Fig. 3) indicates the hotspot, as this is the centre of the largest inscribed circle in the casting and this hotspot needs to be relocated into the feeder on the extreme right. There is very little doubt about the validity of the solution shown in Fig. 4 as the in-house finite element package has been extensively tested before (Ransing et al., 2004; Pao et al., 2004; Lewis et al., 2003; Wong and Pao, 2010). Consequently, the solution was used as the reference solution for the subsequent optimisation purpose. The cast boundary was then divided into segments and the modified boundary conditions (modified values of interfacial heat transfer coefficients from Table 1) were then applied on respective segments around those points.
 | |
| Fig. 4: | Finite element solution with uniform interfacial heat transfer coefficient on all boundaries |
 | |
| Fig. 5: | Finite element solution with Heuvers’ radii based modified interfacial heat transfer coefficient on selected boundaries of casting |
The same finite element analysis was then carried out to obtain the optimized solution (Fig. 5) based on the model presented in this study with a combination of Genetic Algorithm (Wong and Pao, 2010; Shirazi et al., 2008).
It is obvious from Fig. 5 that the hot spot has been relocated successfully and the last point to solidify (Q174) has migrated into the feeder section. In fact, the proposed method successfully migrated all the hot spot into the feeder thus ensuring proper thermal control during the solidification stage. In Table 1, columns 5 and 6 showed the modified factors and the resulting heat transfer coefficients after the optimization.
At this point, it is instructive to note that in practicality, it is impossible to find the insulation padding transfer coefficient. This is not the intention of this study. The primary focus here is the modification factor obtained in Table 1. Its values, when scaled to unity, gives a good indication of the relative insulation requirement. This information is thus deem sufficient for foundries to proceed with the mould design.
CONCLUSION
Thus it is seen that using geometric information we can predict hotspots and then use it further to obtain effective interface boundary conditions to influence and achieve desired directional solidification. Since geometric methods are fast and easier to use, they can be effectively used for complex casting shapes for preliminary analysis before carrying out more detailed numerical simulation for further investigation.
REFERENCES
- Codina, R., U. Schafter and E. Onate, 1994. Mould filling simulation using finite elements. Int. J. Numerical Methods Heat Fluid Flow, 4: 291-310.
CrossRefDirect Link - Mechighel, F. and M. Kadja, 2007. External horizontally uniform magnetic field applied to steel solidification. J. Applied Sci., 7: 903-912.
CrossRefDirect Link - Ravi, B. and M.N. Srinivasan, 1996. Casting solidification analysis by modulus vector method. Int. J. Cast Metals Res., 9: 1-7.
Direct Link - Sirilertworakul, N., P.D. Webster and T.A. Dean, 1993. Computer prediction of location of heat centers in castings. Mater. Sci. Technol., 9: 923-928.
Direct Link - Ransing, R.S., W.K.S. Pao, C. Lin, M.P. Sood and R.W. Lewis, 2004. Enhanced medial axis interpolation algorithm and its application to hotspot prediction in mould-casting assembly. Int. J. Cast Metal Res., 18: 1-12.
CrossRefDirect Link - Pao, W., R.S. Ransing, R.W. Lewis and C. Lin, 2004. A medial axis based interpolation method for solidification simulation. Finite Element Anal. Design, 40: 577-593.
CrossRef - Wong, M.L.D. and W. Pao, 2010. A genetic algorithm for optimizing gravity die casting's heat transfer coefficients. Expert Syst. Appli., 38: 7076-7080.
CrossRef - Shirazi, B., H. Fazlollahtabar and D. Shafiei, 2008. A genetic approach to optimize mathematical model of facilities relocation problem in supply chain. J. Applied Sci., 8: 3119-3128.
CrossRefDirect Link