
Faiz Ahmad
Department of Mechanical Engineering, Universiti Teknologi PETRONAS, Bandar Sri Iskandar, Tronoh 31750 Perak, Malaysia
Sami Ullah
Department of Mechanical Engineering, Universiti Teknologi PETRONAS, Bandar Sri Iskandar, Tronoh 31750 Perak, Malaysia
Muhammad Syahmi Hamizol
Department of Mechanical Engineering, Universiti Teknologi PETRONAS, Bandar Sri Iskandar, Tronoh 31750 Perak, Malaysia
Journal of Applied Sciences
Year: 2012 | Volume: 12 | Issue: 24 | Page No.: 2631-2635







ABSTRACT
Intumescent fire retarding coatings are designed to insulate the substrate under the action of fire. In this research to study the effect of Aluminium Trihydrate (ATH) and Fumed Silica (FS) on Expandable Graphite (EG) Intumescent Fire Retardant Coating (IFRC). The IFRC was based on EG, Ammonium Poly Phosphate (APP) as a acid source, melamine (MEL) as a blowing agent, Boric Acid (BA) as additive, ATH, FS as inorganic fillers and bisphenol. A epoxy resin BE-188 (BPA) was used as a binder with Hardener H-2310 polyamide amine. A range of different formulations were developed to study the char expansion, morphology of char and thermal properties of the IFRC. The formation of the final charring layer and their morphological structures was studied by Scanning Electron Microscopy (SEM). Char composition was determined by X-Ray Diffraction (XRD) technique. Thermogravimetric Analysis (TGA) was used to study the thermal stability of coating. Shear test was used to determine the bonding strength. IFRC with ATH give a better performance than fumed silica with 4 wt.% of ATH gives the best performance than others formulation in term of char expansion heat shielding, char residual weight and boding strength.
PDF Abstract XML References Citation
Received: September 24, 2012;
Accepted: November 08, 2012;
Published: January 10, 2013
How to cite this article
Faiz Ahmad, Sami Ullah and Muhammad Syahmi Hamizol, 2012. To Study the Effect of Aluminium Trihydrate and Fumed Silica on Intumescent Fire Retardant Coating. Journal of Applied Sciences, 12: 2631-2635.
DOI: 10.3923/jas.2012.2631.2635
URL: https://scialert.net/abstract/?doi=jas.2012.2631.2635
DOI: 10.3923/jas.2012.2631.2635
URL: https://scialert.net/abstract/?doi=jas.2012.2631.2635
INTRODUCTION
A characteristics of steel; it will lose its structural strength at elevated temperature (Sorathia et al., 1992). Thus, the main function of intumescent coating is to protect the steel up to two hours, where it can give ample time for evacuate and rescue process if there is any fire accident happens (Jimenez et al., 2006a). Moreover, the intumescent coating also act as thermal insulation for a building, as it is can help to resist the fire spread to another building if the adjacent building is on fire. Thus the bonding strength between the substrate and the polymer is a fundamental aspect in intumescent coating. Poor adhesion between the char and the substrate will lead to insecure substrate and finally the char detached from the substrate (Ullah et al., 2011a). As the result its increase the speed of heat transfers to steel substrate. A strong bonding of intumescent coating is desired to form a good protective char layer for steel substrate.
Intumescent coating is synonyms as ‘passive fireproofing materials’ which mean insulating systems designed to decrease heat transfer from a fire to structure. Mostly, intumescent coating contained minimum of four ingredients; a carbon source (pentaerythritol), a source of mineral acid catalyst (ammonium polyphosphate), a source of nitrogen gas such as melamine or urea and resin as binder (Bourbigot and Duquesne, 2007; Gu et al., 2007). A series of chemical reactions occur with the release of inert gases when an intumescent coating is exposed to fire, that result in the low thermal conductivity of the substrate (Jimenez et al., 2006a). A number of studies have established the use of filler as reinforcing agent helps to increase the efficiency of the intumescent coatings in terms of providing long term protection to the structural steel (Hao and Chow, 2003).
The aim of this research is to study the synergistic effect of Aluminium Trihydrate (ATH) and fumed silica on Expandable Graphite (EG) based intumescent coating. Hence, the optimum performance of intumescent coating need to be find by conduct several test and study the characteristic before and after test.
MATERIALS AND METHODS
Ammonium Poly Phosphate (APP) (Exolit AP422) is used as the acid source was bought by Clariant (Malaysia) Sdn Bhd.
| Table 1: | Composition of formulation (wt.%) |
 | |
| EG: Expandable graphite, APP: Ammonium poly phosphate, MEL: Melamine, BA: Boric acid, BPA: Bisphenol A epoxy resin BE-188, Hard: Hardener H-2310 polyamide amine | |
Bisphenol A epoxy resin BE-188 (BPA) used as a binder with Hardener H-2310 polyamide amine were purchased from Mc-Growth chemical Sdn Bhd. Malaysia. EG was bought from Clariant. Structural steel A36M was supplied by TSA industries (Ipoh) Sdn. Bhd. Malaysia. Melamine (Mel) used as a blowing agent and Boric Acid (BA) as an additive were bought from Sigma-Aldrich (M) Sdn Bhd. Malaysia. Bhd. EG, Fumed Silica (FS) and ATH were purchased from Premier East West Malaysia Sdn. Bhd.
Coating preparation: All intumescent ingredients were mixed with their respective weight percentage as stated in the Table 1. The shear mixer was used for the mixing of coating at 40 rpm for 30 min. The structural steel plate area 100 cm2 was used as a substrate. The coating was applied using brush on the steel substrate and thickness of coating was maintained at 1.5 mm and it was measured by digital vernier caliper. The coated substrate was cured in the oven at 60°C for 1 h.
Bunsen burner test used for heat shielding at 950°C according to ASTM 119 and UTM machine was used for shear test. To study the char expansion carbolite furnace was used for fire test at the temperature of 500°C.
Table 1 represents various formulations done in the research. “R” is reference sample, which is without inorganic filler. Symbol “A” represent ATH and “F” is fumed silica. A1, A2 and A3 represent 2, 4 and 6 weight (wt.) percentage (%) of ATH, respectively. F1, F2 and F3 represent 2, 4 and 6 weight percentage of Fumed Silica, respectively.
RESULTS AND DISCUSSION
Expansion of char: The expansion of the char and structure are very important to common fire resistant properties of coating (Li et al., 2007; Ullah and Ahmad, 2012). Figure 1, shown that ATH 4 wt.% gave the highest char expansion 7.5 times from the original coating thickness. Fumed silica 4 wt.% gave 4.2 times char expansion higher char expansion than others formulations of fumed silica, respectively.
 | |
| Fig. 1: | Char expansion of intumescent coating after furnace test at 500°C |
Thus, these prove that adding inorganic filler give higher char expansion up to a certain limit. Hence, those samples have been analysed by SEM to see the structure of samples.
Scanning electron microscopy (SEM): Based on Fig. 2a and b, both sample poses a span structure that contain tiny hole that could help to trap inner gases that been released during burning process. Moreover, there is no any defect in the char of A2 meanwhile an internal crack occur on inner structure of F2. Thus, this defect reduced expansion ability of fumed silica. From Fig. 2b, microstructure of F2 showed cracks and holes on the surface of char. It explains the dehydration charring of APP, boric acid and frothing of melamine proceeds in the range of rather appropriate temperature (Jimenez et al., 2006b).
Heat shielding test was studied using Bunsen burner. Figure 3, showed time and substrate temperature curves of R, A1, A2, F1 and F2 respectively for 60 min fire test using Bunsen burner. The highest temperature achieve for R is 140°C and yet A2 and F2 give lower value than R and others formulations. The substrate temperature of A2 and F2 are 119 and 114°C, respectively. However, during the test conducted, F2 had shown some failure, where the char is partially detached from the steel substrate. The detachment part is mainly at the fire zone. However, at non fire affected zone, the coating are still well detached while A2 was not shown any sign of detachment coating at any part.
Moreover, based on Fig. 3 the pattern of the graph is showed when the temperature achieves the highest value, it will be reduce about 10% and yet give an approximately constant value.
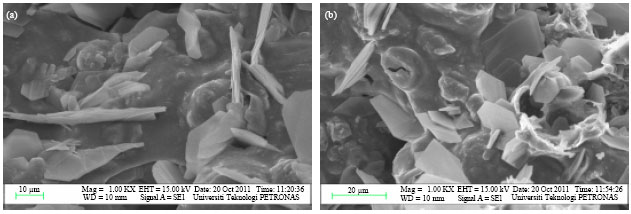 | |
| Fig. 2(a-b): | Inner structure of (a) Aluminium trihydrate (ATH) A2 and (b) Fumed silica (FS) 4 wt.% Bunsen Burner test |
 | |
| Fig. 3: | Bunsen burner fire test |
X-ray diffraction (XRD): During fire the char layer is gradually oxidized at elevated temperature, hardly a few vague carbon and inorganic materials are remained in the carbonaceous char (Wang and Yang, 2010). The inorganic materials become the main protecting shield at later stage of the fire. The residual char of sample A2 (ATH 4%) and F2 (fumed silica 4 wt.%) were analyzed using XRD technique.
Figure 4a and b showed the XRD peaks of the residue char of sample A2 and F2, respectively burnt at 500°C. Several XRD peaks of the residue char at 6.05, 3.68, 3.3, 3.17 and 2.25 were assigned according to JCPDS card. Those elements shown higher peak in XRD result and give indicator that, the elements is dominant the composition of intumescent coating during burning process.
The peak at 6.05 was allocated to boron oxide. The peak at 3.65237 assign to boron phosphate and at 3.3 is assigned to graphite (carbon). The major peak at 3.17 assigned to sassolite and 2.5 were assigned to boron phosphate oxide. The dehydration of boric acid yield boron oxide while the reaction between APP and boron oxide yield some boron phosphate in the charring inorganic elements. The formation of sassolite (mineral acid of boric acid H3BO3) that has been shown due to the dehydration to support the formation of B2O3, glass-like material which increase fire retardancy of char (Jimenez et al., 2006c; Ullah et al., 2011b). B2O3 act thermal barrier and BPO4 act adhesion for bonding strength of char with substrate steel.
Shear test: In shear test, all formulations were not giving a good result as shown in Fig. 5.
The reference sample R showed 7.432 kN loading potential and A2, F2 gave 2.623, 1.476 kN load capability which are better as compared to other formulations. The visual inspection before the test, shown that all the inorganic fillers formulation are not fully dried, compare to reference sample R, where only need 3 weeks for draying. Hence, the coatings were not strongly attached on the steel substrate.
Thermogravimetric analysis (TGA): TGA analysis was done to obtain the residual weight for each of formulations. As the residual weight play important role in intumescent coating (Amir et al., 2011). When the residual weight is high, the anti oxidation and thermal stability of char will become high. Hence, it is good for intumescent coating to have this characteristic. Moreover, TGA was done, in order to know the degradation time and temperature for each formulation.
A good intumescent coating must have a high residual weight. However, based on Fig. 6, the residual weight of R, F2 and A2 are 23.2, 30.25 and 32.27 wt.%, respectively.
 | |
| Fig. 4(a-b): | XRD result of (a) A2 (ATH 4%) and (b) F2 (FS 4 wt.%) |
A2 has better residual weight while on fumed silica TGA result, F2 have better residual weight from other formulation. Thus, a comparison between A2, F2 and R (reference) were done in order to find which formulation shown better in residual weight.
Hence, A2 have better residual weight from F2 and R based on figure above. Thus, A2 is better in anti oxidation and thermal stability characteristic. Based on the Fig. 5, shown that intumescent without inorganic fillers gave the lowest value of residual weight compared to A2 and F2. Furthermore, each of formulations follow same pattern of graph, there are three phases can be seen. The phases are, phase 1: between 30 to 300°C, phase 2: between 301 to 500°C and phase 3: between 501 to 840°C.
 | |
| Fig. 5: | Shear test result |
 | |
| Fig. 6: | Comparison TGA Result between R, F2 and A2 |
Those three phases are water elimination, degradation and residual process. Hence, the degradation time and temperature of each formulation can be known which is at 300°C.
CONCLUSIONS
As the result, intumescent coating with ATH give a better performance than fumed silica and yet 4% of ATH (A2) gives the best performance than others formulation in term of bonding strength. This is proven by the test that been conducted, where on Furnace test, give highest char expansion, Fire Bunsen burner test gave the lowest heat shielding effect without detachment of char with substrate. On Shear test, although it does not withstand higher load than reference value, yet it is the highest among others. Furthermore, on advanced analysis using SEM and TGA, yet 4% of ATH give good result where it has less internal crack inside the structure and have high residual weight for better in anti oxidation and thermal stability characteristic.
REFERENCES
- Bourbigot, S. and S. Duquesne, 2007. Fire retardant polymers: Recent developments and opportunities. J. Mater. Chem., 17: 2283-2300.
CrossRef - Gu, J.W., G.C. Zhanga, S.L. Donga, Q.Y. Zhanga and J. Konga, 2007. Study on preparation and fire-retardant mechanism analysis of intumescent flame-retardant coatings. Surf. Coat. Technol., 201: 7835-7841.
CrossRefDirect Link - Hao, J. and W.K. Chow, 2003. A brief review of intumescent fire retardant coatings. Architectural Sci. Rev., 46: 89-95.
CrossRefDirect Link - Jimenez, M., S. Duquesne and S. Bourbigot, 2006. Characterization of the performance of an intumescent fire protective coating. J. Surf. Coat. Technol., 201: 979-987.
CrossRef - Jimenez, M., S. Duquesne and S. Bourbigot, 2006. High-Troughput fire testing for intumescent coatings. Ind. Eng. Chem. Res., 45: 7475-7481.
CrossRef - Jimenez, M., S. Duquesne and S. Bourbigot, 2006. Intumescent fire protective coating: Towards a better understanding of their mechanism of action. Themochim. Acta, 449: 16-26.
CrossRef - Li, G., G. Liang, T. He, Q. Yang and X. Song, 2007. Effects of EG and MoSi2 on thermal degradation of intumescent coating. Polymer Degrad. Stability, 92: 569-579.
CrossRef - Amir, N., F. Ahmad and P.S.M. Megat-Yusoff, 2011. Study on the fibre reinforced epoxy-based intumescent coating formulations and their char characteristics. J. Applied Sci., 11: 1678-1687.
CrossRef - Ullah, S. and F. Ahmad, 2012. Enhancing the char resistant of expandable graphite based intumescent fire retardant coatings by using multi-wall carbon nano tubes for structural steel. Solid State Phenomena, 185: 90-93.
Direct Link - Sorathia, U., C.M. Rollhauser and W.A. Hughes, 1992. Improved fire safety of composites for naval applications. Fire Mater., 16: 119-125.
CrossRef - Ullah, S., F. Ahmad, P.S.M. Megat-Yusoff and N.H.B. Azmi, 2011. A study of bonding mechanism of expandable graphite based intumescent coating on steel substrate. J. Applied Sci., 11: 1630-1635.
CrossRef - Ullah, S., F. Ahmad and P.S.M. Bt Megat Yusoff, 2011. The effect on expansion and thermal degradation of 63um expandable graphite on intumescent fire retardant coating composition. Res. J. Chem. Environ., 15: 944-951.
Direct Link - Wang, G. and J. Yang, 2010. Influences of expandable graphite modified by polyethylene glycol on fire protection of waterborne intumescent fire resistive coating. Surf. Coat. Technol., 204: 3599-3605.
CrossRef