
D. Peter Pushpanathan
Department of Mechanical Engineering, Pondicherry Engineering College, Puducherry 605014, India
K. Ganesa Balamurugan
Department of Mechanical Engineering, Pondicherry Engineering College, Puducherry 605014, India
K. Mahadevan
Department of Mechanical Engineering, Pondicherry Engineering College, Puducherry 605014, India
Journal of Applied Sciences
Year: 2012 | Volume: 12 | Issue: 10 | Page No.: 1067-1070







ABSTRACT
Aluminium alloy 6063 is one of the most popular alloys in the 6000 series which provides good extrudability and surface finish. Various application of this alloy include architectural and building products, electrical components and conduit, pipes for irrigation systems, door and window frames, railings and furniture, etc. However improving its strength by improving the hardness would complement the existing advantages of this alloy. This study was intended to improve the hardness of this alloy by FSP (friction stir processing) technique. The effect of two tool types on the hardness of the friction stir processed surfaces was studied. It was found that the hardness values of the friction stir processed surfaces varied between the tool types. The surfaces processed with both tool types show considerable improvement in the hardness when compared to the hardness of the unprocessed bulk material. Experiments were conducted as per full factorial 23 design of experiment with various process parameter combinations for both tools.
PDF Abstract XML References Citation
Received: March 10, 2012;
Accepted: March 14, 2012;
Published: June 30, 2012
How to cite this article
D. Peter Pushpanathan, K. Ganesa Balamurugan and K. Mahadevan, 2012. Investigation on the Change Effected by the Tool Type on the Hardness of Friction Stir Processed AA6063 Aluminium Alloy. Journal of Applied Sciences, 12: 1067-1070.
DOI: 10.3923/jas.2012.1067.1070
URL: https://scialert.net/abstract/?doi=jas.2012.1067.1070
DOI: 10.3923/jas.2012.1067.1070
URL: https://scialert.net/abstract/?doi=jas.2012.1067.1070
INTRODUCTION
Friction Stir Processing (FSP) is a new solid-state processing technique for microstructural modification (Mishra and Ma, 2005; Ma et al., 2006) which was developed based on the principle of Friction Stir Welding (FSW) developed and patented by TWI Ltd., Cambridge, UK in 1991. The basic concept of FSP is remarkably simple. A non-consumable rotating tool with a pin and shoulder is inserted into a single piece of material and traversed along the desired path for localized microstructural modification for specific property enhancement in the processed zone due to intense plastic deformation, mixing and thermal exposure of material. The characteristics of FSP have led to several applications for microstructural modification in metallic materials, including enhanced superplasticity, surface composites, homogenization of nanophase aluminium alloys and metal matrix composites and microstructural refinement of cast aluminium alloys. Schematic drawing of friction stir welding. Schematic drawing of friction stir welding is shown in Fig. 1.
Advantages of friction stir processing: FSP has the following distinct advantages. FSP is a short-route, solid-state processing technique with one step processing that achieves microstructural refinement, densification and homogeneity.
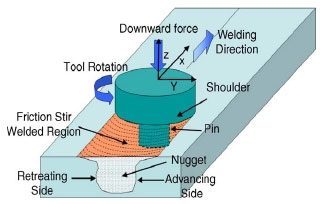 | |
| Fig. 1: | Schematic drawing of friction stir welding |
The microstructure and mechanical properties of the processed zone can be accurately controlled by optimizing the tool design, FSP parameters and active cooling or heating. The depth of the processed zone can be optionally adjusted by changing the length of the tool pin, with the depth being between several hundred micrometers and tens of millimeters; it is difficult to achieve an optionally adjusted processed depth using other metalworking techniques. FSP is a versatile technique with a comprehensive function for the fabrication, processing and synthesis of materials. The heat input during FSP comes from friction and plastic deformation which means FSP is a green and energy-efficient technique without deleterious gas, eradiation and noise. FSP does not change the shape and size of the processed components.
FSP tools: Tool design influences the heat generation, plastic flow, the power required and the uniformity of the welded joint. The shoulder generates most of the heat and prevents the plasticized material from escaping from the work-piece, while both the shoulder and the tool pin affect the material flow (Elangovan and Balasubramanian, 2008a; Elangovan and Balasubramanian, 2008b).
Tools used in this study: For this study two tools profiles, one with a straight fluted cylindrical pin and a concave shoulder and the other with the same pin but with a stepped shoulder were fabricated. These tool designs are inspired by the tool designs of MX Trivex™ and Whorl™ tools produced by The Welding Institute (TWI). The shoulders of these tools are intentionally made different in order to study the effect of the tool shoulder on the properties of the friction stir processed surface.
These tools are fabricated from HCHCr tool steel followed by hardening and tempering processes to increase the hardness to 55-58 HRC. The shoulder diameters for both tools are fixed as 18 mm, the pin diameters as 6 mm, the pin heights as 3 mm and the angle of concavity for tool No. 1 is set as 11° and a stepped shoulder with a width of 3 mm is used for tool No. 2 (Fig. 2, 3).
Experimental work: The experiment was conducted on 6 mm thick aluminium alloy AA6063 plates on a vertical milling machine powered by 1 HP motor. Two sets of experiments were conducted with tool No. 1 and tool No. 2 with 8 runs for each tool. The 2 level 3 factor full factorial design of experiment method was followed for both sets.
Process parameters: The control of the process parameters play an important role in tailoring the required properties of the friction stir processed material. The process parameters considered for this study were the Tool rotation speed (rpm), Tool traverse speed (mm sec-1) and the Tool plunge depth (mm). Two different levels of these parameters are selected for each tool type and the results of all of their combinations are analyzed.
Experiments for tool No. 1: Tool No. 1 was inserted into the collet and the alloy plate was mounted on the machine bed. The tool is rotated at the specified speed and the bed is raised so that the surface of the work piece just touched the tip of the tool pin. The bed is raised further to plunge to the tool into the plate and an automatic feed mechanism is engaged to traverse the tool at the required rate.
The experiment was conducted as per the parameter combinations listed Table 1 and the results are analyzed.
| Table 1: | Process parameter combinations for tool No. 1 |
 | |
| Table 2: | Process parameter combinations for tool No. 2 |
 | |
 | |
| Fig. 2: | Tool No. 1 |
 | |
| Fig. 3: | Tool No. 2 |
Experiments for tool No. 2: The same machining process was followed for tool No. 2; however with the process parameter combinations listed in Table 2.
RESULTS AND DISCUSSION
Hardness: In order to check if there was any change in the hardness values of the processed surface and the unprocessed bulk material, two separate experiments were performed with tool No. 1 and tool No. 2 with the same process parameters specified below a tool rotation speed of 1000 rpm, tool plunge depth of 3.05 mm and the tool traverse speed: 0.47 mm sec-1.
| Table 3: | Results for tool No. 1 |
 | |
| Table 4: | Results for Tool No. 2 |
 | |
The hardness values were taken from the E scale of Rockwell Hardness Testing Machine with 1/8” diameter ball Indenter and a load of 100 kg. The hardness of the unprocessed bulk material was found to be Rockwell E65. The samples used for testing the hardness showed well processed surfaces with good finish for both tools. The hardness values of the friction stir processed samples were tested at 3 points on the nugget zone along the longitudinal axis. It was found that the tool 1 produced a surface with higher hardness value of Rockwell E91.3 and the tool 2 produced a surface with a comparatively lower hardness value of Rockwell E79.3 (Table 3 and 4). So we understood that there was definitely an improvement in the hardness after the FSP.
CONCLUSIONS
An attempt has been made in this investigation to study the difference in processing characteristics between two different tools at various process parameter combinations. Also an additional effort has been made to prove there is an improvement in the surface hardness as a result of the FSP. The following conclusions have been derived:
| • | Tool design, especially the shoulder surface and design plays an important role in deciding the properties of the friction stir processing surface |
| • | The analysis of the results of these experiments prove that Tool No. 1 produces reasonably good surfaces at high and low tool rotation speeds and at high tool traverse speeds with enough tool plunge depth. Tool No. 2 is capable of producing good surfaces at even low tool rotation speed and tool plunge depth. However tool No. 2 was found to require comparatively more power for traversing because of its shoulder profile |
| • | The hardness values taken before and after the FSP show a considerable improvement. Hence it is proved that the FSP technique can be used as an effective tool to tailor the surface hardness |
REFERENCES
- Mishra, R.S. and Z.Y. Ma, 2005. Friction stir welding and processing. Mater. Sci. Eng.: R: Rep., 50: 1-78.
CrossRefDirect Link - Ma, Z.Y., S.R. Sharma and R.S. Mishra, 2006. Effect of friction stir processing on the microstructure of cast A356 aluminum. Mater. Sci. Eng. A., 433: 269-278.
CrossRef - Elangovan, K. and V. Balasubramanian, 2008. Influences of tool pin profile and tool shoulder diameter on the formation of friction stir processing zone in AA6061 aluminium alloy. Mater. Design, 29: 362-373.
Direct Link - Elangovan, K. and V. Balasubramanian, 2008. Influences of tool pin profile and welding speed on the formation of friction stir processing zone in AA2219 aluminium alloy. J. Mater. Processing Technol., 200: 163-175.
CrossRef