
M. Govindaraju
Non-ferrous Materials Technology Development Centre, Kanchanbagh, Hyderabad-500 058, India
J. Kandasamy
Department of Mechanical Engineering, MVSR Engineering College, Nadergul, Hyderabad-501 510, India
M. Manzoor Hussain
Department of Mechanical Engineering, College of Engineering, JNTUH, Kukatpally, Hyderabad-500 085, India
K. Prasada Rao
Department of Metallurgical and Materials Engineering, IIT Madras, Chennai-600036, India
Journal of Applied Sciences
Year: 2012 | Volume: 12 | Issue: 10 | Page No.: 1043-1047







ABSTRACT
Friction Stir Welding (FSW) experiments were conducted on rare earth containing magnesium alloy (AE42) of less width, by joining the plates perpendicular to the weld line of the joint (Cross Butt Welding). The innovative idea behind the study was to investigate the chances of applying the FSW technique at totally new direction to the plates having less width, equal to or less than (D>t) the shoulder diameter of the tool. The influence of the tool movement on weld properties during welding is investigated. Experimental results obtained from the mechanical and metallurgical characterization of the cross butt weldments show superior properties as compared to conventional FSW joint for less width AE42 alloy plates. This may be due to better material flow between the plates to be joined. Attempts made to reduce the effect of the parking and piloting hole in plates with backing plates or back to initial position have considerably improved the mechanical properties.
PDF Abstract XML References Citation
Received: March 10, 2012;
Accepted: March 19, 2012;
Published: June 30, 2012
How to cite this article
M. Govindaraju, J. Kandasamy, M. Manzoor Hussain and K. Prasada Rao, 2012. Some Aspects of Cross Butt Friction Stir Weldments of Rare Earth Magnesium Alloys: Novel Attempts in Friction Stir Welding. Journal of Applied Sciences, 12: 1043-1047.
DOI: 10.3923/jas.2012.1043.1047
URL: https://scialert.net/abstract/?doi=jas.2012.1043.1047
DOI: 10.3923/jas.2012.1043.1047
URL: https://scialert.net/abstract/?doi=jas.2012.1043.1047
INTRODUCTION
Friction Stir Welding (FSW) was invented, developed and patented by The Welding Institute (TWI), UK in 1991 (Thomas et al., 1991). This method is presently targeted by defence, marine, automotive and nuclear and pressure vessel manufacturing industries, as it overcomes the difficulties like hot cracking, porosity and distortion which happen often in fusion welding of the light weight high strength alloys (Mishra and Ma, 2005; Thomas and Dolby, 2002). In this process, a rotating tool consisting of a shoulder and a probe is plunged into the joint and traversed along the joint line to form a weld (Kumar and Kailas, 2008). A friction stir weldment consists of a Thermo-Mechanically-Affected Zone (TMAZ), dynamically re-crystallized zone (known as Friction Stir Zone-FSZ or Weld Nugget-WN), extensively deformed but not re-crystallized surrounding region, heat affected zone and unaffected Base Material (BM) (Thomas and Nicholas, 1997; Kallee et al., 2000; Neil et al., 2009).
Magnesium alloys with very high strength to weight ratio have good potential in automobile and aerospace applications (Khalfaoui et al., 2010; Zhang et al., 2008). Fabrication of the alloy by welding plays an important role in these fields. Fast surface oxidation, low melting temperature, high thermal expansion and conductivity make magnesium alloys difficult to weld by fusion welding. Also, sensitivity for hot cracking makes most of magnesium alloys unweldable (Zhang et al., 2005; Rong-chang et al., 2008). AE42 is magnesium-aluminum-rare earth alloy which was developed for high temperature applications due to its superior creep resistance over commercial magnesium alloys. In cast condition this alloy has mainly Al2RE, Al11RE3 intermetallics and small amount of Mg17Al12 phases (Yang et al., 2010; Xie et al., 2008). To overcome the problems related to welding of this alloy, solid state welding techniques should be applied.
Friction Welding and FSW are two important solid state welding techniques which can readily be performed on magnesium alloys and there are many studies in recent past about these welding (Kielbus et al., 2005; Zhou et al., 2007). There were many programs for the property improvement of magnesium alloys in last two decades. Grain refinement, melt treatment, Equal Channel Angular Pressing (ECAP) and Rare Earth (RE) alloy addition are few of them (Sun et al., 2006). RE addition resulted in property improvement particularly creep properties compared to commercial magnesium alloys but the weldability remained poor and brittleness was unchanged (Feng and Ma, 2007). AE42 alloy was developed in that platform. FSW is applied for making engineering components of magnesium alloys and aluminum alloys (Tsang, 1993; Wang et al., 2006). Compared to other process, it is more adaptable and effective, that can be used to make engineering components in cost effective manner. AE42 alloy was selected for the studies as it is one of the widely used engineering alloys in passenger cars and has potential application in automobile and aerospace (Mordike and Ebert, 2001). However, very few researchers have reported their findings about joining of AE42 alloy with less width that plays vital role in many industries.
MATERIALS AND METHODS
The Base Metal (BM) used in the investigation was AE42 alloys (Rare Earth containing Magnesium) plates of dimensions 120x12-15x6 mm. The specified and analyzed chemical composition and mechanical properties of the BM are furnished in the Table 1 and 2, respectively. The Scanning Electron microstructure (SEM) of BM, photograph of raw material and the FSW tool are shown in the Fig. 1a-c, respectively.
The FSW tool was made of high carbon high chromium steel with 10% cobalt with a tapering pin. The tool is designed based on the briefly available literature and the tool proportions are decided in terms of the plate thickness to be welded. Friction stir welding experiments were performed on the AE42, 6 mm thick and 12-15 mm width plates in a direction perpendicular to the weld line. The process parameters were optimized as shown in the Table 3. The work piece samples were cross welded in a FSW machine. The dimensions of the AE42 plates in position before welding is shown in Fig. 2. The various configurations for the tool movement attempted for low width plates are presented in Fig. 3. The specimen for cross butt welding and the cross butt weldment are shown in Fig. 4 and 5, respectively. After welding experiments, samples for hardness testing, tensile testing, and metallographic testing were prepared. Hardness in both base metal and in the vicinity of the weld zone for the various configurations was tested using Shimadzu Vickers Hardness machine across the weld direction. Tensile test specimens as per ASTM E8 were made out from the samples. Tensile testing was carried out using Shimadzu Universal Testing Machine (UTM) with cross head speed of 2 mm per minute. Microstructural analysis by SEM of the BM. TAMZ and FSZ (weld zone) of the AE42 alloy was carried out after standard metallographic preparation of samples. Etching was done with picric acid, ethanol and acidic acid mixture solution (Xie et al., 2008).
RESULTS AND DISCUSSION
Hardness: Hardness results are tabulated in Table 4 with the corresponding graphs plotted in Fig. 6. Hardness values were measured with a load of 5 kg and indentation time of 10 sec. Results showed clear indication of an increase in hardness in the processing zone due to the plastic deformation action of the tool shoulder on the alloy and grain refinement and a gradual decrease in hardness in thermomechanically affected zone leading to the base metal hardness.
Tensile strength: Tensile test results are tabulated in Table 5 and the corresponding graphs are plotted in the Fig. 7.
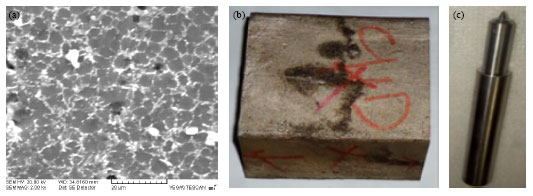 | |
| Fig. 1(a-c): | (a) Microstructure of Raw material, (b) AE42 Raw material and (c) FSW Tool |
| Table 1: | Chemical composition of the magnesium alloy by weight percentage |
| Table 2: | Mechanical properties of AE42 alloy |
| VHN: Vickers hardness number | |
| Table 3: | Welding parameters |
 | |
| Fig. 2: | Dimensions of the AE42 plates in position before welding |
 | |
| Fig. 3: | Conventional FSW (C) and various configurations new FSW (1-4) joints |
 | |
| Fig. 4: | Base metal specimens before cross butt welding |
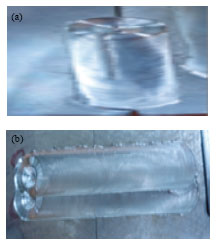 | |
| Fig. 5(a-b): | After welding (a) Conventional and (b) Configuration 2 |
In conventional FSW, welding is performed along the weld line and loading takes place perpendicular to the weld line.
| Table 4: | Variation of Vickers hardness number across the cross butt welded joint |
 | |
| Table 5: | Variation of tensile strength |
 | |
 | |
| Fig. 6: | Vickers hardness distribution |
 | |
| Fig. 7: | Variation of Tensile strength for various welding configurations |
In cross butt friction stir welding, the direction of welding and loading direction are parallel. Cross butt welding exploits the advantage of converting a transverse weldment into a longitudinal weldment to withstand more tensile load. A result acquired from the tested specimen signifies percentage contribution of cross butt welding is considerably high as compared to conventional friction stir welding.
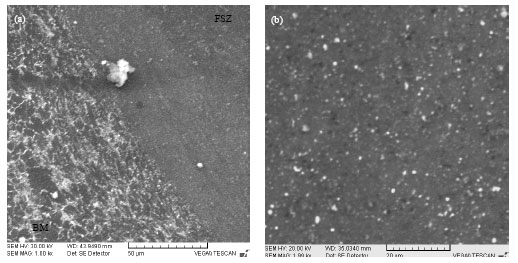 | |
| Fig. 8(a-b): | SEM microstructures (a) Base metal+friction stir zone and (b) Friction stir zone |
SEM analysis: The obtained microstructures are shown in the Fig. 8. Analysis of the micrographs indicate the presence of fine grains oriented along the loading direction substantiating the results obtained in from tensile strength. The variation in texture and colour indicates the smooth transformation of the alloy into a fine grain structure. It indicates the smooth flow of the extruded material into the other side of the welded joint and good metallurgical bond with superior mechanical properties. Second phase intermetallic compounds were made to tiny particles and uniformly distributed in the matrix.
Novelty of the work: Changing the weld direction to the direction of the load applied for less width AE42 plates was not possible with fusion welding and conventional FSW. From weld design point of view the joint can withstand more load and stress with the help of backing plate, by eliminating the parking and the piloting hole.
CONCLUSIONS
Friction Stir welding was successfully applied to join two less width AE42 plates which is a novel technique in the area of metal joining.
Direction of welding in this method is normal to the conventional FSW.
The tool movement direction, the orientation of the tool shoulder and texture it creates influences the mechanical properties.
Significant improvement in weld strength properties are observed in the proposed cross butt joint as compared to the conventional butt joint for low width plates.
REFERENCES
- Mishra, R.S. and Z.Y. Ma, 2005. Friction stir welding and processing. Mater. Sci. Eng.: R: Rep., 50: 1-78.
CrossRefDirect Link - Kumar, K. and S.V. Kailas, 2008. The role of friction stir welding and material flow and weld formation. Mater. Sci. Eng., 485: 367-374.
CrossRefDirect Link - Thomas, W.M. and E.D. Nicholas, 1997. Friction stir welding for the transportation industries. Mater Des., 18: 269-273.
Direct Link - Neil, W.C., M. Forsyth, P.C. Howlett, C.R. Hutchinson and B.R. Hinton, 2009. Corrosion of magnesium alloy ZE41. The role of micro structural features. Corros. Sci., 51: 387-394.
Direct Link - Khalfaoui, W., E. Valerio, J.E. Masse and M. Autric, 2010. Excimer laser treatment of ZE41 magnesium alloy for corrosion resistance and microhardness improvement. Opt. Lasers Eng., 48: 926-931.
CrossRefDirect Link - Zhang, B., S. Yuan and X. Wang, 2008. Friction stir welding of AZ31 magnesium alloys processed by equal channel angular pressing. Rare Metals, 27: 393-399.
CrossRefDirect Link - Zhang, D., M. Suzuki and K. Maruyama, 2005. Micro structural evolution of a heat-resistant magnesium alloy due to friction stir welding. Scripta Mater., 52: 899-903.
CrossRefDirect Link - Rong-chang, Z., W. Dietzel, R. Zettler, J. Chen and K.U. Kainer, 2008. Microstructure evolution and tensile properties of friction-stir-welded AM50 magnesium alloy. Trans. Nonferrous Met. Soc. China, 18.
Direct Link - Yang, J., B.L. Xiao, D. Wang and Z.Y. Ma, 2010. Effects of heat input on tensile properties and fracture behavior of friction stir welded Mg-3Al-1Zn alloy. Mater. Sci. Eng., 527: 708-714.
Direct Link - Xie, G.M., Z.Y. Ma and L. Geng, 2008. Effect of micro structural evolution on mechanical properties of friction stir welded ZK60 alloy. Mater. Sci. Eng., 486: 49-55.
Direct Link - Feng, A.H. and Z.Y. Ma, 2007. Enhanced mechanical properties of Mg-Al-Zn cast alloy via friction stir processing. Scripta Materialia, 56: 397-400.
Direct Link - Mordike, B.L. and T. Ebert, 2001. Magnesium properties-applications-potential. Mater. Sci. Eng.: A, 302: 37-45.
Direct Link - Kielbus, A., L. Cizek and L. Pawlica, 2005. Microstructural Changes of AZ91 Magnesium Alloy After Heat Treatment. In: Magnesium: Proceedings of the 6th International Conference Magnesium Alloys and Their Applications, Kainer, K.U. (Ed.). John Wiley and Sons Inc., Weinheim, Germany, ISBN-13: 9783527309757, pp: 196-201.