
D. Manideep
School of Mechanical Engineering, SASTRA University, India
K. Balachandar
School of Mechanical Engineering, SASTRA University, India
Journal of Applied Sciences
Year: 2012 | Volume: 12 | Issue: 10 | Page No.: 1013-1019







ABSTRACT
Continuous drive friction welding studies on austenitic-ferritic stainless steel combination has been attempted in this investigation. The present study of austenitic stainless steel AISI 321 and ferritic stainless steel AISI 430 is conducted with various combinations of process parameters. Parameter optimization, microstructure and mechanical property correlation are the major contribution of the study. The welded joints were produced by varying friction pressure (Fp), upset pressure (Up) and burn-off length (B), considering upset time (Ut) and speed (N) constants. Design of experiments was done using Taguchi approach of orthogonal array. Metallurgical properties of the welds are examined using optical microscopy and mechanical behavior of the welded interface was examined with Vickers hardness test. Deformation was confined to ferritic stainless steel and the affect of upset pressure, friction pressure on grain size and micro-hardness were studied.
PDF Abstract XML References Citation
Received: March 10, 2012;
Accepted: March 16, 2012;
Published: June 30, 2012
How to cite this article
D. Manideep and K. Balachandar, 2012. Welding Parameters-Metallurgical Properties Correlation of Friction Welding of Austenitic Stainless Steel and Ferritic Stainless Steel. Journal of Applied Sciences, 12: 1013-1019.
DOI: 10.3923/jas.2012.1013.1019
URL: https://scialert.net/abstract/?doi=jas.2012.1013.1019
DOI: 10.3923/jas.2012.1013.1019
URL: https://scialert.net/abstract/?doi=jas.2012.1013.1019
INTRODUCTION
Several situations arise in industrial practice which calls for joining of dissimilar materials. There are many applications in which weldments are made from metals of different compositions. Conventional fusion welding processes is usually difficult because different metals have different thermal diffusivity. Such joints can be accomplished in a variety of different metals by solid state welding process. Friction welding method has been used extensively in the manufacturing methods because of the advantages such as high material saving, low production time, easy control of welding parameters, low energy consumption for joining, excellent efficiency of work. There are many different methods of friction welding processes; some important methods have rotational, linear, angular or orbital types of relative movement between the joining parts (Avinash et al., 2007).
The present study utilized a continuous drive friction welding machine (Fig. 1). In continuous drive friction welding one work piece is rotated at nominal constant speed in action alignment with the second part under an applied pressure. The rotation and pressure are maintained for the specific period to ensure adequate thermal and mechanical conditioning of the interface region. Thereafter, the rotation is stopped often with forced braking and at the same time pressure is increased to upset parts together. The application of an axial force maintains intimate contact between the parts and causes plastic deformation of the material near the weld interface.
 | |
| Fig. 1: | Layout of continuous drive friction welding |
Deformation is largely restricted to the volume of material adjacent to the original interface (Sathiya et al., 2007).
Friction time, friction pressure, upset time, upset pressure, burn-off length and rotational speed are the most important parameters in this process of joining (Yilbas et al., 1995). The quality and the strength of the welds depend on the correct choice of these parameters. Friction welding has been successfully carried out by many workers earlier for producing both similar and dissimilar metal joints (Ozdemir et al., 2007; FuKumoto et al., 1999; Shinoda et al., 2001; Satyanarayana et al., 2005; Mousaviand and Kelishami, 2008; Ochi et al., 1998; Sammaiah et al., 2010; Sathiya et al., 2006; Sammaiah et al., 2009; Aritoshi and Okita, 2003).
MATERIALS AND METHODS
Materials: The materials used in the present investigation were 100 mm length and 20 mm diameter rods of austenitic stainless steel (AISI 321) and ferritic stainless steel (AISI 430).
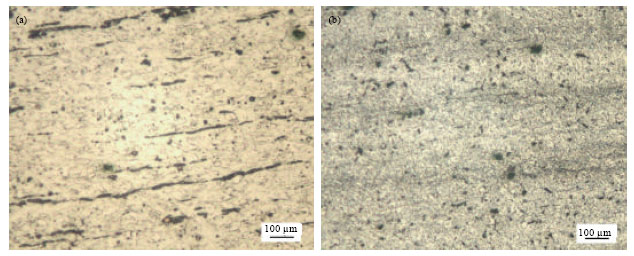 | |
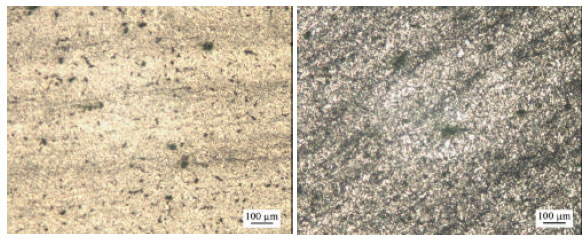
| Fig. 2(a-b): | Optical microstructures of base material of (a) AISI 321 and (b) AISI 430 |
The chemical composition of the parent materials are given in Table 1. The optical microstructure of the chosen base materials are shown in Fig. 2.
Experimental setup: The chosen experiments were conducted on friction welding machine which works on the principles of continuous drive-mechanism. The friction and upset pressures used are in the range of 1-3 tonnes and 3-5 tonnes, respectively. Rotational speed was kept constant at 1500 rpm and upset time was set constant for 5 sec. Burn-off lengths were in range of 1-3 mm. There are two sets of experiments conducted, one holding austenitic stainless steel specimens stationary and ferritic stainless steel specimens rotating and another keeping ferritic stainless steel specimens stationary and austenitic stainless steel specimens rotating. The characteristics of process parameters of the friction welding are shown in Fig. 3 (Sahin, 2007). The design of experiments was constructed by Taguchi’s orthogonal array design.
Taguchi’s experimental design: The Design of Experiments (DOE) approach is important to determine the behavior of the objective function and to identify which factors are more important. The choice of DOE depends mainly on the type of objectives and on the number of variables involved. This can be done with just a fraction of the runs, using only a “high” and “low” setting for each factor. Therefore, DOE statistical techniques are especially useful in complex physical processes, such as welding (Vairis and Petousis, 2009). The experimental design proposed by Taguchi involves using orthogonal arrays to organize the parameters affecting the process and the levels at which they should be varied; it allows for the collection of the necessary data to determine which factors most affect product quality with a minimum amount of experimentation, thus, saving time and resources.
 | |
| Fig. 3: | Parameters of friction welding |
| Table 1: | Base material chemical composition |
| Table 2: | L9 orthogonal array |
 | |
With 3 process parameters and 3 levels of each parameter, L9 orthogonal array from Taguchi’s orthogonal array selector (Table 2). There are two sets of experiments, first nine experiments are by AISI 321 stationary and AISI 430 rotating (Table 3) and second set of nine experiments were AISI 430 stationary and AISI 321 rotating (Table 3).
| Table 3: | Friction welding process parameters |
 | |
 | |
| Fig. 4: | Friction welded of AISI 321 and AISI 430 |
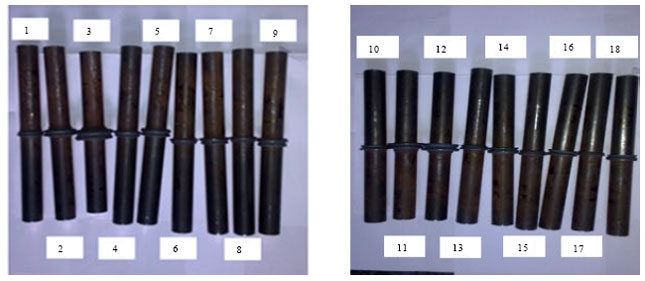
Metallography and mechanical testing: Welded joint by friction welding with dissimilar stainless steels is shown Fig. 4. The welded specimens were sectioned to study the microstructure. The specimens were first manually polished with emery papers and then etched by electrolytic etching with a standard enchants solution. Friction welded specimens were studied under optical microscopy for microstructural behavior. Micro hardness characteristics of the friction welds were conducted across the interface by Vickers Hardness test.
RESULTS AND DISCUSSION
Visual examination: From the view of friction welded samples in Fig. 5, it exhibits the flash height is increasing when the upset force is increased. But the flash was observed to be more on ferritic stainless steel than the austenitic stainless steel. Deformation is mostly on ferritic stainless steel side, this is because austenitic stainless steel has lower thermal conductivity at higher temperature compared to ferritic stainless steel. For this reason flash height is less on austenitic stainless steel (Fig. 6).
Metallography examination: Typical micrographs of welded joints are presented in Fig. 7-9. The friction processed joints were sectioned perpendicular to the bond line and observed using optical microscope. Optical micrographs observed at the weld zone, HAZ and base metal are presented in Fig. 7-9. The change in grain structure is observed that it is influenced by the variation of process parameters.
It is noticed that HAZ in the AISI 321 is very small when compared to AISI 431, this is because austenitic stainless steels has higher diffusivity and high cooling rate so formation of HAZ region is very small were as in ferritic stainless steels lower diffusivity and lower cooling rates to austenitic stainless steels.
 | |
| Fig. 5: | Visual view of friction welded of AISI 321- AISI 430 stainless steel |
 | |
| Fig. 6: | Visual view of friction welded with various flash heights |
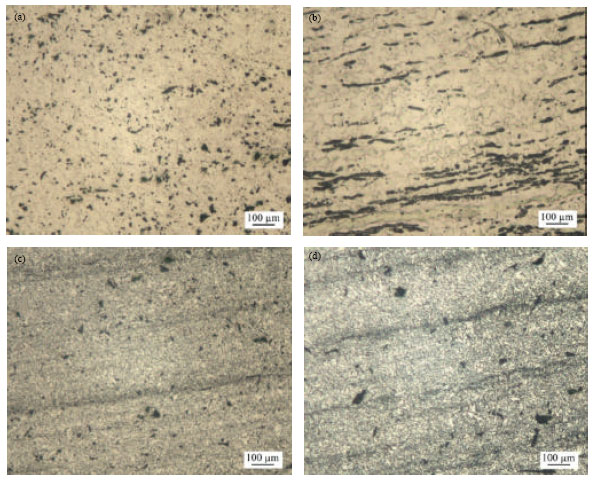 | |
| Fig. 7(a-d): | Optical microstructures (a, b) AISI 321 and (c, d) AISI 430, (a) Fusion zone center, (b) Fusion zone periphery, (c) Fusion zone center and (d) Fusion zone periphery |
The central region consists of fine grains while peripheral region consists of coarse grains, from Fig. 7. Central regions microscopy pictures (a and c) and peripheral microscopy photographs (b and d). It is noticed that HAZ is very thin in AISI 321 than the AISI 430; this is because AISI 430 has very low thermal conductivity at high temperatures. But there is a distinction between the micro structures developed near the interface in the two parts joined. The grain size to be in general coarser in the low upset pressure welds as well as in high friction pressure welds. From Fig. 8, optical microstructural features of AISI 321 stainless steel grain structure and size can be observed when the friction pressure is high and upset pressure is low. It is noted that the grain size is getting coarser as it is approaching towards the interface.
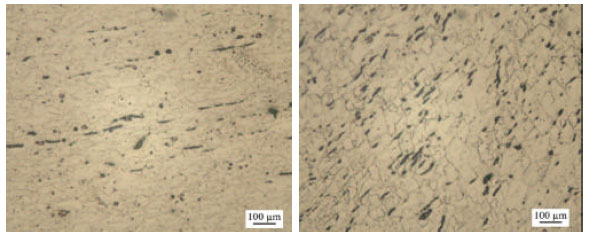 | |
| Fig. 8: | Optical microstructures AISI 321 (Sample 7) |
 | |
| Fig. 9: | Optical microstructures AISI 430 (Sample 9) |
The microstructures of the welded joints in Fig. 9, are ferritic stainless steel at different locations in the HAZ. We can clearly observe that as the distance from the intersection is reducing the grains are disturbed. For higher upset forces grains are finer while for higher friction forces grains are coarser. It is to be noted that forge pressure aids in grain refinement while, friction pressure aids grain coarsening.
Vickers hardness test: Vickers Micro hardness tests were conducted across the cross sections of the friction welding joints processed different zones. Hardness test surveyed across the welded samples with 200 g (f ) and 5 sec. The hardness variation across the joint zone can be divided into three zones. The first is referred to as the unaffected zone (UZ)/region 3, whose hardness is almost equivalent to the base material’s work piece hardness. The second zone is called the heat affected zone (HAZ)/region 2 and the third zone is called the fusion zone (FZ)/region 1. Micro hardness distribution of friction welded joints are shown is Fig. 10 and 11.
It is noticed that there is variation in the hardness values across the friction welded specimens, this reflects that change in microstructure across the interface. It is noticed that when AISI 321 stationary and AISI 430 rotary the hardness values are high for samples 5,7 and 8. But when AISI 430 stationary and AISI 321 rotary the hardness value is highest for sample 3. This suggests that higher the upset pressure higher the hardness values. As the hardness value increases the bond between the two samples fails (brittle).
The hardness values are high as it is reaching the intersection or fusion zone but there is not much of variation of hardness values in the base materials. For all the friction welded specimens have the hardness values almost similar in the base materials zone.
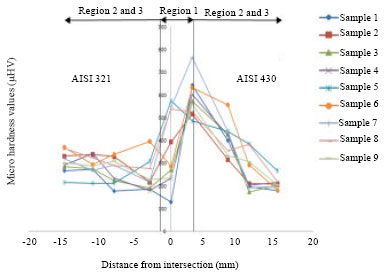 | |
| Fig. 10: | Micro hardness values AISI 321 stationary and AISI 430 rotating |
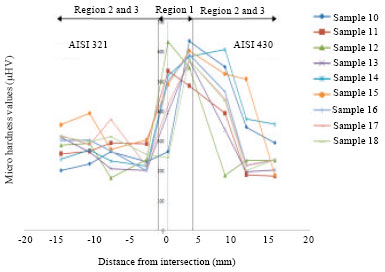 | |
| Fig. 11: | Micro hardness values AISI 430 stationary and AISI 321 rotating |
It is interesting to note that the hardness values are highest in region 1 than in region 2 and 3.
At lower friction pressure and low upset pressure the micro hardness value is very low at the intersection but increases little away from fusion zone (FZ) from sample 1 Fig. 10. There is a region of very fine grains in the fusion zone. This is reflected in increases of micro hardness values. At lower friction force, higher forge force and higher burn-off length we can observe that there is maximum hardness value at the intersection. The hardness values are highest where the failure occurs. At higher friction force and lower forge force, the hardness values is higher compared to sample 1, this is reflected with higher heat generation at the intersection and finer grains. When there is high friction and upset forces we can observe that higher micro hardness values in the fusion zone and very finer grains closer to the junction. There is not much variation in the hardness values in region 2 whereas huge variations occurred in region 1, this is conformity of change in the microstructures.
It is noticed that at higher hardness strengths we observe finer grains and coarser grains at lower hardness strengths.
CONCLUSIONS
Continuous drive friction welding has been used to successfully join AISI 321 and AISI 430 stainless steel using different variation in process parameters.
In friction welding of austenitic-ferritic stainless steel, deformation is confined to ferritic stainless steel only.
Higher upset pressure combinations exhibit fine grain size and increased friction pressure aids in grain coarsening.
Lower friction pressure combination reflecting lower hardness values at the interface and higher upset pressure and burn-off length aids in higher hardness values.
REFERENCES
- Avinash, M., G.V.K. Chaitanya, D.K. Giri, S. Upadhya and B.K. Muralidhara, 2007. Microstructural and mechanical behavior of rotary friction welded titanium-alloy. World Acad. Sci. Eng. Technol., 35: 146-148.
Direct Link - Sathiya, P., S. Aravindan and A. Noorul Haq, 2007. Effect of friction welding parameters on mechanical and metallurgical properties of ferritic stainless steel. Int. J. Adv. Manuf. Technol., 31: 1076-1082.
CrossRefDirect Link - Yilbas, B.S., A.Z. Sahin, N. Kahraman and A.Z. Al-Garni, 1995. Friction welding of St-Al and Al-Cu materials. J. Mater. Process. Technol., 49: 431-443.
Direct Link - FuKumoto, S., H. Tsubakino, K. Okita and M. Aritoshi, 1999. Friction welding process of 5052 aluminum alloy to 304 stainless steel. Mater. Sci. Technol., 15: 1080-1806.
Direct Link - Shinoda, T., K. Miyahara, M. Ogawa and S. Endo, 2001. Friction welding of aluminium and plain low carbon steel. Welding Int., 15: 435-445.
CrossRef - Satyanarayana, V.V., G.M. Reddy and T. Mohandas, 2005. Dissimilar metal friction welding of austenitic-ferritic stainless steels. J. Mater. Process. Technol., 160: 128-137.
Direct Link - Mousaviand, S.A.A.A. and A.R. Kelishami, 2008. Experimental and numerical analysis of the friction welding process for the 4340 steel and mild steel combinations. Welding Res., 87: 178-186.
Direct Link - Sammaiah, P., A. Suresh and G.R.N. Tagore, 2010. Mechanical properties of friction welded 6063 aluminium alloy and austenitic stainless steel. J. Mater. Sci., 45: 5512-5521.
CrossRef - Sahin, M., 2007. Joining of aluminium and copper materials with friction welding. Int. J. Adv. Manuf. Technol., 47: 527-534.
CrossRef - Vairis, A. and M. Petousis, 2009. Designing experiments to study welding processes: using taguchi method. J. Eng. Sci. Technol. Rev., 2: 99-103.
Direct Link