
K.N. Arunkumar
Department of Mechanical Engineering, Vidyavardhaka College of Engineering, 570002, Mysore, India
N. Lohith
Department of Aerospace Laboratory, National Aerospace Laboratories, Bangalore, India
B.B. Ganesha
Department of Mechanical Engineering, Vidyavardhaka College of Engineering, 570002, Mysore, India
Journal of Applied Sciences
Year: 2012 | Volume: 12 | Issue: 10 | Page No.: 1006-1012







ABSTRACT
Low cost and less weight are the two primary objectives of any aircraft structure. Efficient design of aircraft components is therefore, required to reduce cost and weight of the aircraft structure. For components with compressive loading, Ribs and stringer spacings and stringer cross-section play a major role in achieving less weight. The main objective of the present study was aimed at establishing optimum stringer and ribs spacings and stringer cross-section for minimum weight of buckling design driven components using FEM packages. The analysis of effect of plate with ribs and stringer spacing was modeled in FEM to study the effect of these on the weight of aircraft structure using aluminum as material. The analysis was carried out through linear buckling analysis of the model. The software tools used were HyperMesh as a pre and post processor and Radioss as a solver.
PDF Abstract XML References Citation
Received: March 10, 2012;
Accepted: April 12, 2012;
Published: June 30, 2012
How to cite this article
K.N. Arunkumar, N. Lohith and B.B. Ganesha, 2012. Effect of Ribs and Stringer Spacings on the Weight of Aircraft Structure for Aluminum Material. Journal of Applied Sciences, 12: 1006-1012.
DOI: 10.3923/jas.2012.1006.1012
URL: https://scialert.net/abstract/?doi=jas.2012.1006.1012
DOI: 10.3923/jas.2012.1006.1012
URL: https://scialert.net/abstract/?doi=jas.2012.1006.1012
INTRODUCTION
Improvement in flight performance is one of the most important criteria in the design of aerospace and aircraft structures. Weight reduction measures, coupled with compliance to strength, stiffness and stability requirements are vital. In addition, these structures must be able to sustain a long life in service. It must also be constructed in such a way that if any part fails, the failure should not cause the loss of the aircraft and possibly many lives.
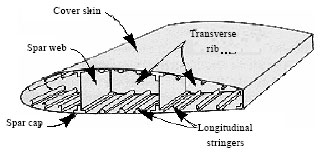
Figure 1 shows the typical wing structure. A wing produces lift as a result of unequal pressures on its top and bottom surfaces. This creates a shear force and a bending moment, both of which are at their highest values at the point where the wing meets the fuselage. The structure at this point needs to be very strong, to resist the loads and moments and also quite stiff to reduce wing deflection. The wing will be quite thick at this point, to give the maximum stiffness with minimum weight.
Due to bending, the beam gets deflected with respect to neutral axis and induces two types of stresses. They are (a) Tensile stress (b) Compressive stress.
Wing can be considered as a beam with top surface undergoing compression and bottom surface undergoing tension. As the top skin is subjected to compressive loads, it has to be designed both for compression strength and buckling strength. Usually ribs and stringer configuration is used in stiffened panels to increase the buckling strength along with other functions like providing stability to the structure, structural integrity and maintaining aerodynamic shape.
Top surface of the wing (or a cantilever box) is subjected to compression loading and therefore, by neglecting curvature effects, it can be considered as a plate with compressive load. The problem then reduces to simple plate with compressive load.
The load at which the buckling of the plate starts due to applied compressive load is called the critical buckling load. The buckling strength of a plate depends on the geometry of the plate and also the loading conditions. It is largely in practice that for stiffened panels with stringers, simply supported loading conditions are assumed. So, the geometry of the stiffened panel is what matters in increasing the buckling strength.
The spacing of ribs and stringers plays a major role in optimizing the weight of the structure. Optimum spacing of ribs and stringers and optimum stringer cross section is required to minimize the weight. But in practice, the design optimum spacing and cross section of stringer may not be feasible from manufacturing point of view.
Therefore, the current study is emphasized upon arriving at optimum spacing of ribs and stringers and stringer cross section for minimum weight of buckling design driven components along with respecting the manufacturing constraints for a feasible design.
 | |
| Fig. 1: | Typical wing structure |
The present objective is met by linear static and buckling analysis of the above idealized configuration using FEM packages through parametric studies. The motivation for this approach comes from the fact that the solution for this kind of a problem through mathematical optimization becomes highly complicated. Also, it can be seen from the literature survey that the mathematical optimization is done for a fixed configuration of stringer spacing by treating only the skin and the stringer thicknesses as variables.
Gurdal et al. (1990) present the study on the structural efficiency study of optimally designed composite wing rib panel configurations with economical manufacturing possibilities. It involves study of minimum weight panel designs that satisfy buckling and strength constraints for wing rib panels subjected to a wide range of combined in-plane and out-of-plane load conditions. For axial compression load alone, a tailored corrugated panel is the most structurally efficient for light loads followed by corrugated panel with continuous laminate, blade stiffened panel, hat stiffened panel and un-stiffened flat plate. For high load intensity, the weight of blade stiffened panel concept increases more rapidly and it becomes heaviest configuration.
Graesser et al. (1993) present the optimal design of a composite structure. This study presents a design methodology for a laminated composite stiffened panel subjected to multiple in-plane loads and bending moments.
The two examples maximum strain design constraint and combined effects of maximum strain and min strength design criteria are demonstrated. In both the cases stiffener geometry variables are at the upper and lower bounds and the stiffener spacing is set as wide as possible.
Young and Gurdal (1990) presents the importance of anisotropy on design of compression loaded composite corrugated panels and concluded that The importance of anisotropy is equally shared and the local buckling is like to occur in the section of the corrugation with the largest width.
Shin (1993) presents the optimal design of stiffened laminate plates using a homotopy method and concludes that number of simultaneous buckling modes of optimum plates is increased as the total weight is increased.
PROBLEM DEFINITION
Geometry selection, loading and boundary condition: To meet the objective, the geometry, boundary conditions and the loading have to be decided.
Stringers are longitudinal members running along the length of the skin and ribs are the transverse members running across the length of the skin. Therefore, sufficient length and width of the plate is required for this analysis.
Typically in the Aircraft structures the stringer spacings are around 100-200 mm and ribs spacings are around 300 mm. A 600 mm width of the plate is considered sufficient for the study of stringer alone configuration. The length dimension of the plate is fixed at 300 mm which is nothing but the typical rib spacing. For study of stringer and ribs configuration, the width of the plate is kept equal to the previous case i.e., 600 mm. Plate lengths of 2000 mm is considered sufficient for varying the rib spacing. The following dimensions for plate with stringer alone configuration and stringer with rib configuration are chosen.
The buckling takes place due to compressive load. A compressive load of magnitude 2000 N mm-1 is applied to the structure in order to estimate buckling strength and to determine weight of the structure.
Load on each side is = 2000x600 = 1.2x106 N. |
The boundary conditions considered for this study is simply supported on all four sides of the plate.
Geometric model of plate with stringer and ribs: A compressive load of magnitude 2000 N mm-1 is applied as shown in Fig. 2. The buckling analysis is done for 10 modes. The detailed procedure of how the analysis is carried out is explained as follows.
Initially the plate alone is subjected to buckling analysis with the initial thickness of plate, t = 3.77 mm. If the value of buckling factor λ is greater than 1 (λ>1), the plate is still in unbuckled state or if it is less than 1 (λ<1), the plate is already buckled. Then the thickness of the plate is increased/decreased until buckling factor λ ≈ 1 is obtained, at which the buckling starts. At this critical buckling factor, the weight of the plate is noted down. Now the stringers are added say 2, 3, 4, 5, 6 etc., with appropriate stringer spacing. For each stringer spacing the weight of the plate with stringers at the critical buckling factor λ = 1 is noted down. With appropriate stringer spacings ribs are added say 4, 5, 6, 7, 8 and 9 with appropriate ribs spacing.
 | |
| Fig. 2: | Load (N) on the plate |
 | |
| Fig. 3: | Weight (kg) vs. element size for blade stringer |
For each rib spacing the weight of the plate with stringers and ribs at the critical buckling mode i.e., at λ = 1 is noted down.
Convergence study: A convergence study in carried out to find the optimum element size.
From the Fig. 3 it is seen that weight is almost constant for element size between 5 to 40 mm for different stringer spacings. An element size of 10 to 20 mm is adopted in all the models.
RESULTS AND DISCUSSION
Various parametric studies are carried out to achieve the objective of obtaining optimum stringer and ribs spacings and stringer cross sections. The parametric studies are listed below.
| • | Stringer thickness variation with respect to plate thickness |
| • | Stringer height variation |
| • | Stringer cross section |
| • | Stringer spacing |
| • | Rib thickness with respect to plate thickness |
| • | Ribs spacing |
Stringer and Rib thickness variation with respect to plate thickness and stringer height variation is carried out only for metal configuration Stringer cross section studies, stringer spacing and ribs spacing are done for metal. The details of the studies are explained below.
Stringer alone configuration: Stringer thickness variation with respect to plate thickness and stringer height variations for blade stringers are studied to obtain the optimums. These optimum values of thickness and height are used to study the effect of stringer spacing and stringer cross sections.
Figure 4 shows the buckling pattern of mode 1, i.e., m = 1 and n = 1 and Fig. 5 shows the stress contour of the plate with blade stringer. The stress will be maximum at the plate.
Effect of stringer thickness: The stringer thickness is varied with respect to plate thickness to see the effect on total weight of the structure. By taking stringer thickness equals 0.75, 1, 1.25, 1.5 and 1.75 times the plate thickness for blade stringer and stringer thickness equals 0.5 and 1 times the plate thickness for hat stringer, the weight for all the cases at the critical buckling mode i.e., at λ = 1 is established.
From the Fig. 6 it can be seen that decreased spacing (increased no of stringers) decreases the weight of the structure for all the five cases of stringer thickness. It is clear that weight is minimum for stringer thickness equal to plate thickness for blade stringer, compared to stringer thickness 0.75, 1.25, 1.5 and 1.75 times plate thickness as shown in the Fig. 6. From the Fig. 7, it can be seen that weight is minimum for stringer thickness = 0.5* plate thickness for hat stringer. Therefore, stringer thickness equals plate thickness for blade stringer and stringer thickness = 0.5*plate thickness for hat stringer are considered for further studies on stringer height variation.
Effect of stringer height: The stringer height will also have a considerable effect on the weight of the structure. By taking stringer thickness equal to plate thickness from section 4.1.1, height of the blade stringer are varied say 25, 30, 32, 35, 37 and 40 mm also weight for all the cases at the critical buckling load is noted down. Also, the height of the hat stringer are varied as 25, 30, 35, 40, 45 and 50 mm by taking width of the web as 10 and 20 mm and weight for all the cases at the critical buckling load is noted down.
From the Fig. 8 it is clear that weight is minimum for stringer height equal to 30 mm compared to stringer height equals to 25, 32, 35, 37 and 40 mm. Therefore, stringer height of 30 mm is considered for further studies on stringer cross sections and stringer spacings.
 | |
| Fig. 4: | Buckling pattern of mode 1 |
 | |
| Fig. 5: | Buckling contour of mode 1 |
 | |
| Fig. 6: | Weight (kg) vs. No. of stringers for various stringer thickness for blade stringer |
From the Fig. 9 it is clear that weight is minimum for stringer height (web height) equal to 30 mm compared to stringer height equals to (25, 35, 40, 45 and 50 mm) for hat stringer. Therefore, stringer height of 30 mm is considered for further studies on stringer cross sections and stringer spacings.
Effect of different stringer cross section: From the Fig. 10, it can be concluded that decreased spacings (increasing no of stringers) decreases the weight of the structure. Stringer spacings equals 150 mm (6 stringers), the weight of the structure almost remains constant. Thus, the addition of the stringers after 6 stringers (150 mm spacing) gives more complexity to the structure without decrease weight of the structure. When the von-Mises stress of the material exceeds the yield stress of the material, it will undergo failure by compression. In this, the material undergoes failure by compression without undergoing buckling. The material used here is aluminum, where the yield stress of the aluminum is 530 N mm-2. As shown in the Fig. 11, for blade the von-Mises Stress exceeds the yield stress after stringer spacing equals 85 mm (8 stringers). But for Hat, I and J stringer as in the Fig. 11, the von-Mises Stress will exceed the yield stress after stringer spacings equals 120 mm (6 stringers). So, it is better to select the stringer spacings above 120 mm (6 stringers).
 | |
| Fig. 7: | Weight (kg) vs. No of stringers for various stringer thickness for hat stringer |
 | |
| Fig. 8: | Weight (kg) vs. height (mm) for various stringer spacing for blade stringer |
Finally, Stringer spacings equal to 150 mm (5 stringers) and 120 mm (6 stringers) are selected as the design case for the next step i.e., for studies on rib spacing.
From the Fig. 10 it can be seen that Hat stringer has the minimum weight compared to blade stringer, I stringer, and J stringer. Thus, for stringer alone configuration for aluminum material hat stringer is more efficient followed by Blade stringer, J-stringer, and I-stringer.
Stringer with ribs configuration: With optimum stringer spacings of 120 and 150 mm, ribs are added in succession to arrive at the optimum ribs spacing. In this parametric study also, all four different stringer cross sections are considered. The details are given below.
Effect of rib thickness with respect to plate thickness: The rib thickness is varied with respect to plate thickness to see its effects.
 | |
| Fig. 9: | Weight (kg) vs. height (mm) for various stringer spacing for hat stringer |
 | |
| Fig. 10: | Weight (kg) vs. No. of stringer for different cross section |
 | |
| Fig. 11: | Stress (N mm-2) vs. No. of stringers for different stringer cross-section |
 | |
| Fig. 12: | Buckling pattern of mode 1 |
 | |
| Fig. 13: | Buckling contour of mode 1 |
 | |
| Fig. 14: | Weight (kg) vs. No. of ribs for different rib thickness (mm) |
By taking rib thickness equals 0.25, 0.75, 0.75 and 1.0 times the plate thickness, the weight for all the cases at the critical buckling mode i.e., at λ = 1 is noted down. Figure 12 and 13 shows the buckling pattern and buckling contour of mode 1, respectively. The stringer spacings = 150 mm (5 stringers) and 120 mm (6 stringers) is selected as optimum stringer spacings. Now with this case ribs are added as 4, 5, 6, 7, 8 and 9 with appropriate ribs spacing. Rib thickness equals 0.25*plate thickness, 0.5*plate thickness, 0.75*plate thickness and 1.0*plate thickness are taken and for each rib spacing the weight of the plate with stringers and ribs at the critical buckling mode i.e., at λ = 1 is noted down.
 | |
| Fig. 15: | Weight (kg) vs. No. of ribs for various ribs spacing for blade stringer |
From the Fig. 14, it can be seen that Rib thickness equals 0.5*plate thickness has the minimum weight compared to other three. Rib thickness equals 0.5*plate thickness is considered for further studies on ribs spacing.
Effect of ribs spacing: For stringer spacings of 120 and 150 mm ribs are added in succession to study the effect of ribs spacing and arrive at the optimum spacing. The details are given below.
 | |
| Fig. 16: | Weight (kg) vs. No. of ribs for different stringer cross-section for stringer spacing = 120 mm |
From the Fig. 15, it can be concluded that decreased spacings (increasing no of ribs) decreases the weight of the structure. The weight is minimum for stringer spacing equals 120 mm as compared to stringer spacing equals 150 mm. After rib spacings equals 285 mm (8 ribs), the weight of the structure almost remains constant. Thus, the addition of the ribs after 8 ribs gives more complexity to the structure without decrease in weight of the structure.
Finally, for the plate with stringers and ribs, stringer spacing between 120 to 150 mm and ribs spacings between 285 to 400 mm is found to be effective for the design.
From the Fig. 16 it can be seen that Hat stringer has the minimum weight compared to Blade stringer, I-stringer, and J-stringer. Thus, for plate with stringer and ribs for aluminum material Hat stringer is more efficient followed by J stringer, Blade stringer and I stringer.
CONCLUSIONS
Further parametric studies on stringer spacing, stringer cross section and ribs spacing are carried out to arrive at the optimum values of these parameters. The following conclusions are made from the above studies.
| • | For blade stringer, stringer thickness = plate thickness is found effective |
| • | For hat stringer, stringer thickness = 0.5*plate thickness is found efficient |
| • | Stringer height of 30 mm is found efficient for both blade and hat stringers |
| • | Rib thickness = 0.5*plate thickness is found effective |
| • | Stringer spacing of 150 mm and less is found to be stabilizing the weight of the structure for aluminum structure |
| • | Rib spacings below 400 mm is found to be stabilizing the weight of the structure for aluminum structure |
| • | For aluminum structures, Hat stringer is marginally more efficient than Blade stringer |
REFERENCES
- Gurdal, Z., J. Starnes Jr. and G. Swanson, 1990. Structural efficiency study of graphite-epoxy aircraft rib structures. J Aircraft, 27: 1011-1020.
Direct Link - Graesser, D.L., Z.B. Zabinsky, M.E. Tuttle and G.I. Kim, 1993. Optimal design of a composite structure. Compos. Struct., 24: 273-281.
CrossRefDirect Link - Shin, Y.S., 1993. Optimal design of stiffened laminated plates using a homotopy method. J. Mech. Sci. Technol., 7: 399-407.
Direct Link