
Muataz Hazza Faizi Al-Hazza
Department of Manufacturing and Materials Engineering, Faculty of Engineering, International Islamic University Malaysia, 53100 Gombak, Kuala Lumpur, Malaysia
Erry Yulian T Adesta
Department of Manufacturing and Materials Engineering, Faculty of Engineering, International Islamic University Malaysia, 53100 Gombak, Kuala Lumpur, Malaysia
Afifah Mohd Ali
Department of Manufacturing and Materials Engineering, Faculty of Engineering, International Islamic University Malaysia, 53100 Gombak, Kuala Lumpur, Malaysia
Delvis Agusman
Department of Mechanical Engineering, Faculty of Engineering, University Tarumanagara, Jakarta, Indonesia
Mohammad Yuhan Suprianto
Department of Manufacturing and Materials Engineering, Faculty of Engineering, International Islamic University Malaysia, 53100 Gombak, Kuala Lumpur, Malaysia
Journal of Applied Sciences
Year: 2011 | Volume: 11 | Issue: 14 | Page No.: 2578-2584







ABSTRACT
This study presented an empirical study to model the cost of the energy for high speed hard turning. A set of experimental machining data to cut hard AISI 4340 steel was obtained with a different range of cutting speed, feed rate and depth of cut with negative rake angle. Regression models were developed by using Box-Behnken Design (BBD) as one of Respond Surface Methodology (RSM) collections. Neural network technique was deployed using MATLAB to predict the energy as a part of the artificial intelligent methods. The data collected was statistically analyzed using Analysis of Variance (ANOVA) technique. Second order energy prediction models were developed by using (RSM) then the measured data were used to train the neural network models. A comparison of neural network models with regression models is also carried out. Predictive Box-Behnken models are found to be capable of better predictions for energy within the range of the design boundary.
PDF Abstract XML References Citation
Received: February 18, 2011;
Accepted: May 10, 2011;
Published: June 07, 2011
How to cite this article
Muataz Hazza Faizi Al-Hazza, Erry Yulian T Adesta, Afifah Mohd Ali, Delvis Agusman and Mohammad Yuhan Suprianto, 2011. Energy Cost Modeling for High Speed Hard Turning. Journal of Applied Sciences, 11: 2578-2584.
DOI: 10.3923/jas.2011.2578.2584
URL: https://scialert.net/abstract/?doi=jas.2011.2578.2584
DOI: 10.3923/jas.2011.2578.2584
URL: https://scialert.net/abstract/?doi=jas.2011.2578.2584
INTRODUCTION
High speed hard turning is a new approach that attracts manufacturing firms due to its several advantages, especially for its economical aspects. High speed hard turning reduces the machining cost for three reasons: reducing the machining steps, eliminating the coolant system and reducing the machining time together with all costs associated with the machining time (Adesta et al., 2008).
Energy has been considered as an integral part of the machining process but it has not given the proper attention when estimating the machining cost (Gupta, 2005). All the machining processes require material inputs and then transform them into products and wastes by input energy into these processes (Gutowski et al., 2006).
Cost of energy depends on the power (in watt or joule per second) consumed during the machining. Motors that run idle have no-load losses but when it is cutting it consumes higher power. Furthermore, the efficiency of the machine tool also has an effect of the power consumed (Gupta, 2005). Thus estimating the cost of energy should be classified according to the machine load.
Energy consumed in machining may be estimated by various techniques. It can be estimated both by direct or indirect measurement. Direct method is the method that needs to measure directly the current, voltage and the power factor during all the machining stages. Direct measurement method is a costly method and needs direct monitoring but it gives the exact power consumed during the process so it can be used for modeling as well as to validate the results when using other methods.
Indirect methods can be divided into two main methods according to the basics thermodynamics (Dahmus and Gutowski, 2004; Gutowski et al., 2006; Abukhshim et al., 2006; Gutowski et al., 2007; Gutowski et al., 2009) or estimating the power based on the forces and velocities relationship (Acosta et al., 1997; Campatelli, 2009).
One of the fundamental requirements is the ability to accurately predict the output performance of machining processes (Suhail et al., 2011). Many researchers used and compared between different methods in modeling and predicting the machining responses and machining costs such as the regression analysis techniques and the neural network techniques (Doniavi et al., 2007; Reddy et al., 2008; Farahany et al, 2010; Habeeb et al, 2010). The models developed by those researchers are mostly empirical relations between cutting speeds, feed rate and depth of cuts.
This research focuses on the variable costs of power consumption in high speed hard turning through direct experimental method. The approach used two different techniques then their results were compared to find the best solution. This method reduces the margin of error when predicting the different output parameters by combining artificial intelligent and statistical techniques.
EXPERIMENTAL WORK
Experimental works were carried out on dry cutting conditions on CNC turning machine type Power Path 15 High Speed Version. The insert chosen for this research was a mixed ceramic (Al2O3- TiC) type CC650 (http://www.coromant.sandvik.com/).
CC650 is a mixed ceramic grade based on alumina with an addition of titanium carbide and the insert type used is TNGA 160408. It is highly recommended in finishing operations of hardened steel because of its high wear resistant and good thermal properties (http://www.coromant.sandvik.com).
Box-Behnken Designs (BBD) is used to calibrate full quadratic models. They are designed for response surface methodology (RSM). BBD with four parameters (cutting speed, rake angle, feed rate and depth of cut) for three levels and five center points was performed as shown in Table 1.
The power measured by using three Digital Current Meters for each phase to measure the current, digital voltmeter for measuring the voltage and Cos load factor for measuring the power factor. Equation 1 was used for calculating the power during the different stages of the process:
| (1) |
where, I is the current, V is the voltage and Cosø is the power factor which is the direct method for estimating the energy consumed by the machine tool during all the stages of the machining.
By using a double force component analogue turning dynamometer the cutting force and the feeding force were measured. This dynamometer consists of a typical commercial tool holder (approaching angle 90°) type (PTGNR2020k16 Sandvik), two strain gauges type (fla-10-11) were mounted at the maximum strain determined area which were also electrical connected in a half-bridge Wheatstone circuit (Fig. 1).
Then by using MATLAB 2009b software, the energy was predicted by using the neural network method. Artificial Neural Networks (ANNs) are one of the most powerful computer modeling techniques, currently being used in many fields of engineering for modeling complex relationships which are difficult to describe with physical models (Gutowski et al., 2007; Lin et al., 2001).
| Table 1: | Cutting parameters in BBD |
 | |
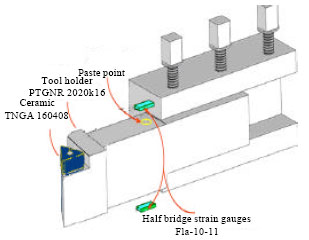 | |
| Fig. 1: | Tool holder load cell |
MATHEMATICAL MODEL
Machining time and power consumption are two connected factors. Estimating and predicting the power cost cannot be done without estimating the machining time. Estimating the machining time based on Fig. 2 and the previous work of Gara et al. (2008) which illustrate the cutting tool route in CNC machine. The time elements for the cutting tool movement were broken down into seven elements as in Eq. 2:
| (2) |
 | |
| Fig. 2: | Cutting tool route in CNC machine |
Equation 3, 4, 5, 6, 7, 8 and 9 were used to estimate the time for each movement element, Eq. 10 used for estimating the tool change time:
| (3) |
| (4) |
| (5) |
| (6) |
| (7) |
| (8) |
| (9) |
| (10) |
The power usually estimated by measuring the cutting forces and by using cutting velocity and cutting force as in Eq. 11:
| (11) |
The products processed on the machine have different power requirements and the energy consumed is changed by different stages of the machine work and this equation estimates the power only in the time that the work piece and the cutting tool are in touch.
In this research, the cost of machining energy was divided into three main parts:
| • | Start up machine. This cost will be calculated with the cost rate of the machine tool because CNC turning machine usually start up daily |
| • | Running the machine without cutting (E1) |
| • | Running the machine with cutting (E2). It was found that the results deviated approximately by 16% from the actual measurement when using Eq. 12: |
| (12) |
| (13) |
 | (14) |
| (15) |
| (16) |
 | (17) |
Following equation applied:
| (18) |
The quantitative form of relationship between the desired response and independent input variables is represented as in Eq. 19:
| (19) |
where, Y is the desired response and F is the response function. By using the design of expert software it was found that in the procedure of analysis, the approximation of Y was proposed using the fitted second-order polynomial regression model which is called the quadratic model for power consumption. The quadratic model of Y for four parameters can be written as follows:
| (20) |
where, co constant, ci, cii and cij represent the coefficients of linear, quadratic and cross product terms, respectively. Xi reveals the coded variables that correspond to the studied machining parameters.
RESULTS AND DISCUSSION
The final models that comes out from the software in terms of actual factors after eliminating the insignificant model factors becomes as the following:
 | (21) |
 | (22) |
As shown in Table 2, R2 is close to one in the two models and very close and almost unity with the adjusted R2 which means that the models are reliable for prediction the energy and the cost of the energy. The predicted R2 for the modified models increased and becomes higher which indicate how well the model predicts the responses for new observation.
Finally, the adequate precision which measures the signal to noise ratio are high enough and more than 4, therefore the modified models can be used to navigate the design space.
| Table 2: | Statistical summary of the energy models |
 | |
 | |
| Fig. 3: | Deviation between the measured and predicted values of energy |
 | |
| Fig. 4: | Perturbation plot |
The deviation between the measured and the predicted values was approximately equal to 1% as shown in Fig. 3.
The perturbation plot for the energy shows that the cutting speed is the most significant factor of increasing the energy as shown in Fig. 4.
ANN ALGORITHM
In order to train a neural network to perform some task, we must adjust the weights of each unit in such a way that the error between the desired output and the actual output is reduced. This process must calculate how the error changes as each weight is increased or decreased slightly.
The back propagation algorithm is the most widely used method for determining the error weight. The NFTOOL box in the MATLAB 2009 has been used. The algorithm computes each error weight by first computing the rate at which the error changes as the activity level of a unit is changed. For output units, the error changes simply the difference between the actual and the desired output.
 | |
| Fig. 5: | Flow chart of ANN predicting |
 | |
| Fig. 6: | Deviation of energy in ANN |
 | |
| Fig. 7: | ANN structure |
After calculating all the changes in the hidden layer just before the output layer, the error changes for other layers, moving from layer to layer in opposite direction to the way activities propagate through the network. This is what gives back propagation its name. This procedure is done by the NFTOOL in the MATLAB 2009.
 | |
| Fig. 8: | Validation and error test |
Figure 5 shows the flow chart of predicting the energy cost by using the NFTOOL box.
Then the MATLAB M file is generated from the software as the following:
 |
Then the best prediction when using 20 hidden layers gives deviation approximately 2.6 % from the actual values as shown in Fig. 6.
Figure 7 shows the structure of the system that shows the 20 hidden layers with two output layers.
The error and validation test are illustrated in Fig. 8 for the ANN method and shows that the after 8 runs the system give the best values.
CONCLUSION
Based on the previous results, it can now be concluded that:
| • | The power consumed in the process is increasing with the increasing of the cutting speed, feed rate, depth of cut and the negative direction of the rake angle. The perturbation plot for the power consumption shows that the cutting speed is the most significant factor of increasing the power consumption. Increasing the cutting speed usually reduces the cutting forces but at the same time the load on the electrical motors increases and as a result the energy increases. However increasing the cutting speed increase the material removal rate thus the cost of removing the material per volume will decrease |
| • | The feed rate and depth of have also a negative effect on the power due to the increasing of the cutting forces |
| • | The negative rake angle usually reduce the load on the cutting tool tip but at the same time increases the cutting and the feeding force and a result the power will increase |
| • | The developed models can be used in the design boundary to estimate the cost of energy |
| • | The use of BBD method gave better results when compared to the ANN method because the ANN method depends on training the system by input data, so the accuracy of the output depends on the data quantity since Neural Networks require larger data in order to be more effective |
| • | BBD design does not contain any points at the extremes of the cubic region of the space design and all of the design points are either on a sphere or at the center of a sphere |
| • | The statistical analysis for the input data by fitting the normal distribution curve with the histogram shows that BBD is smoother and more compatible with the normal distribution curve and that gives more stable and accurate modeling as shown in Fig. 9 |
 | |
| Fig. 9: | Normal distribution curve with histogram input data (BBD) |
SYMBOLS
| D | : | Work piece diameter |
| F | : | Feed rate |
| ex | : | Engagement distance on Z-axis |
| ex | : | Degagement distance on X-axis |
| k | : | Number of passes |
| L | : | Tool life |
| l | : | Work piece length |
| N | : | Spindle speed |
| ntool | : | No of tool posts in the turret. |
| p1 | : | Initial position of the turret. |
| p2 | : | Position of the used tool |
| MRV | : | Volume removed in one pass |
| d | : | Depth of cut |
| Zo | : | Abciss of the Ot point |
| Vo | : | Rapid speed |
| tc | : | Cutting time |
| th | : | Handling time |
| ttc | : | Tool changing time |
| to | : | Tool movement at the rapid speed |
| ToA | : | From zero point to cutting point |
| tpch | : | Total tool changing time |
| Vc | : | Cutting speed |
| Vf | : | Feeding speed |
| Xo | : | Tidy of the Ot point |
| rspeed | : | Rotation speed of the turret |
| w | : | Work piece weigh |
| CE | : | Total cost of energy |
| Ec | : | Energy charge cost |
| E1 | : | Energy during start up |
| E2 | : | Energy during running |
| E3 | : | Energy during machining |
| CE1 | : | Energy cost during start up |
| CE2 | : | Energy cost during running |
| CE3 | : | Energy cost during machining |
REFERENCES
- Abukhshim, N.A., P.T. Mativenga and M.A. Sheikh, 2006. Heat generation and temperature prediction in metal cutting: A review and implications for high speed machining. Int. J. Mach. Tools Manuf., 46: 782-800.
CrossRefDirect Link - Acosta, C., W. Switek and E. Garcia, 1997. Dynamic modeling in turning machining. Comput. Ind. Eng., 33: 397-400.
CrossRef - Adesta, E.Y.T., M. Hazza, Rosehan and M. Riza, 2008. The development of cost structure for high speed hard turning. Int. J. Sci. Eng. Technol., 1: 47-54.
Direct Link - Doniavi, A., M. Eskandarzade and M. Tahmasebian, 2007. Empirical modeling of surface roughness in turning process of 1060 steel using factorial design methodology. J. Applied Sci., 7: 2509-2513.
CrossRefDirect Link - Farahany, S., M. Erfani, A. Karamoozian, A. Ourdjini and M.H. Idris, 2010. Artificial neural networks to predict of liquidus temperature in hypoeutectic Al-Si cast alloys. J. Applied Sci., 10: 3243-3249.
CrossRef - Gara, S., W. Bouzid, M. Ben Amar and M. Hbaieb, 2008. Cost and time calculation in rough NC turning. Int. J. Adv. Manuf. Technol., 40: 971-981.
CrossRef - Gutowski, T.G., M.S. Branham, J.B. Dahmus, A.J. Jones and A. Thiriez, 2009. Thermodynamic analysis of resources used in manufacturing processes. Environ. Sci. Technol., 43: 1584-1590.
CrossRef - Habeeb, H.H., K. Kadirgama, M.M. Noor, M.M. Rahman, B. Mohammad, R.A. Bakar and K.A.A. Hossein, 2010. Machining of nickel alloy 242 with cubic boron nitride tools. J. Applied Sci., 10: 2322-2327.
CrossRef - Lin, W.S., B.Y. Lee and C.L. Wu, 2001. Modeling the surface roughness and cutting force for turning. J. Mater. Process. Technol., 108: 286-293.
CrossRef - Reddy, B.S., G. Padmanabhan and K.V.K. Reddy, 2008. Surface roughness prediction techniques for CNC turning. Asian J. Sci. Res., 1: 256-264.
CrossRefDirect Link - Suhail, A.H., N. Ismail, S.V. Wong and N.A. Abdul Jalil, 2011. Workpiece surface temperature for in-process surface roughness prediction using response surface methodologyac. J. Applied Sci., 11: 308-315.
CrossRef