
Hudiyo Firmanto
Department of Mechanical Engineering, Universiti Teknologi PETRONAS, Bandar Seri Iskandar, 31750 Tronoh, Perak, Malaysia
Patthi Hussain
Department of Mechanical Engineering, Universiti Teknologi PETRONAS, Bandar Seri Iskandar, 31750 Tronoh, Perak, Malaysia
Othman Mamat
Department of Mechanical Engineering, Universiti Teknologi PETRONAS, Bandar Seri Iskandar, 31750 Tronoh, Perak, Malaysia
Journal of Applied Sciences
Year: 2011 | Volume: 11 | Issue: 10 | Page No.: 1809-1814







ABSTRACT
This study investigates diffusion bonding of sialon and high-chromium steel. Sialon and 7.5%-Cr steel were directly joined. The process was performed using hot press machine. Good joint was achieved due to the reaction of the sialon and the steel. The elemental inter-diffusion developed reaction layers in the interface of the bonded materials. The layers consisted of a thin and porous layer adjacent to the sialon and a thicker diffusion zone extended into the steel. Precipitates as reaction products of the sialon and the steel were found in the reaction layer in the sialon side. The reaction layers were more ductile then the bonded materials and helped to attain the joint.
PDF Abstract XML References Citation
Received: October 22, 2010;
Accepted: November 01, 2010;
Published: April 18, 2011
How to cite this article
Hudiyo Firmanto, Patthi Hussain and Othman Mamat, 2011. Reaction Layers of the Diffusion-Bonded Sialon and High-Chromium Steel. Journal of Applied Sciences, 11: 1809-1814.
DOI: 10.3923/jas.2011.1809.1814
URL: https://scialert.net/abstract/?doi=jas.2011.1809.1814
DOI: 10.3923/jas.2011.1809.1814
URL: https://scialert.net/abstract/?doi=jas.2011.1809.1814
INTRODUCTION
Sialon is an engineering ceramic that is made of silicon nitride and aluminium oxide. It has a combination of silicon nitride (high strength, hardness, fracture toughness and low thermal expansion) and aluminium oxide (corrosion resistance, chemically inert, high-temperature capabilities and oxidation resistance) properties. With its remarkable properties, sialon is now utilized to many industries, ranging from manufacturing, chemical and also oil and gas industries.
In industrial applications, combining ceramic with metal is frequently necessary. However, due to the difficulties in joining it with metal, sialon is often used only for components which do not need to be joined with metal (e.g. extrusion dies, cutting tip, mechanical seal, sand blast nozzle). Therefore, the ability to join with metal will expand its utilization.
Many techniques have been applied in joining metal and ceramic (e.g. brazing, diffusion bonding, hybrid joining and ultrasonic bonding). Brazing is commonly carried out by using liquid metal to join ceramic and metal. In many cases, metallic interlayer is utilized. Diffusion bonding is another method of joining ceramic to metal; it is conducted by applying pressure to maintain intimate contact between the joined surfaces while heating the joined materials.
Joining ceramic with metal by diffusion bonding process is rather difficult. This is mainly due to the different coefficient of thermal expansion of the materials. Crack sensitivity of the diffusion bonding ceramic with metal has been observed (Hussain and Isnin, 2001; Abed et al., 2001; Oliveira et al., 2000). The crack occurred at the cooling stage during the diffusion bonding process. In joining sialon and ferritic stainless steel, nitriding of the steel prior to bonding (Hussain and Isnin, 2001) was attempted to reduce its thermal expansion coefficient.
At the diffusion temperature, sialon is decomposed. Due to this process, nitrogen in the sialon side closed to the joint is given off (Hussain and Isnin, 2001; Abed et al., 2001; Stoop and Ouden, 1993; Stoop and Ouden, 1995; Polanco et al., 2004; Hussain and Mamat, 2008; Ruiz et al., 2006). Besides nitrogen, other liberated elements diffuse into the steel. Steel’s elements may also diffuse into the sialon. Thus, inter-diffusion of elements takes place during the diffusion bonding. This may produce reaction layers in the interface of the joint. Several new phases may be formed in the layers.
Good joint was obtained in joining of silicon nitride to stainless steel (Stoop and Ouden, 1993; Stoop and Ouden, 1995; Polanco et al., 2004). Optimum temperature and time to produce good result of joining were obtained. Joining sialon with austenitic stainless steel, however, did not give the expected result. Crack in the ceramic side was found (Hussain and Isnin, 2001; Abed et al., 2001).
A good joint was found in joining sialon to ferritic stainless steel (Hussain and Isnin, 2001). With this type of steel, the sialon was successfully bonded. In this joining, a ductile reaction layer was formed. It was then presumed that the layer greatly accommodated residual stress and led to good bonding. However, besides the ductile diffusion layer, a harder-thin-porous layer was also formed in the interface.
Reactivity of sialon with iron alloy was identified when the materials were in contact at high temperature (Kalin et al., 2000; Vleugels et al., 1996; Oliveira et al., 2000). Since the work did not intend to obtain the bonding, low pressure was employed. Hence, it seemed that with sufficient pressure for diffusion bonding, sialon could be joined with steel. This work studied the joining of sialon with high-chromium steel. The joint and the interface of the materials were investigated. Microstructure and elemental diffusion across the joint were examined and analyzed. Mechanical properties of the reaction layers in the joint were estimated from the hardness of the layers.
MATERIALS AND METHODS
Materials: The materials to be joined were sialon and 7.5%-Cr steel. Syalon Int., Ltd., UK, provided the sialon. The material was supplied in discs of 19 mm diameter and 4 mm thickness, while the 7.5%-Cr steel was in the form of 16 mm diameter round bar. Chemical compositions of the sialon and the steel are given in Table 1 and 2, respectively.
Diffusion bonding experiment: The steel was cut into 1.5 mm thickness. Prior to bonding, it was ground and polished with 1 μm diamond polisher. Subsequently the materials were washed with acetone in an ultrasonic cleaner and dried with a hot air dryer. The diffusion bonding was performed using Korea Vac hot press machine.
The materials were arranged in sandwich form with the steel was placed in between two sialon discs. Uniaxial pressure of 20 MPa was applied to the materials while heating them at 1200°C for one h. The pressure was released at the onset of cooling. Heating and cooling were set at 5°C min-1. The diffusion bonding process was carried out under vacuum condition of 2x10-5 Torr.
Characterization and hardness test of the joint: The joined sample was cross-sectioned using a diamond precision cutter. The microstructure of the layer was analysed using optical and scanning electron microscopes. Prior to the microstructure examination, the sample was ground and polished to 1 μm and etched with Glycerigia reagent.
| Table 1: | Chemical compositions of sialon (wt %) |
| Table 2: | Chemical compositions of chromium steel (wt %) |
Knoop hardness test with 10 g load (HK 10 g) was performed across the layer to study the hardness. The technique was used to impose a minimum indentation at the cross section of the thin layer.
To study the reaction layer, SEM examination was performed. The elements at the joint section were identified using EDX attached to the SEM.
RESULTS AND DISCUSSION
Microstructure of the joint: Microstructure of the joint cross-section of the sialon and the chromium steel is given in Fig. 1. Cohesive joint can also be observed in the Fig. 1.
Figure 1 shows that reaction layers in the interface of the joint were formed. A thin layer (A-B) in the interface of the steel and the sialon was seen (i.e. interface layer). This layer extended into the sialon. It indicated the reaction between the steel and the sialon. Though little porosities were found at the interface layer, yet no crack was found.
The second layer (B-C) was a thicker layer that grew into the steel (i.e. diffusion layer). The morphology of this zone was obviously different with the interface layer. Beyond this area, the parent metal was dominated with martensitic structure.
In Fig. 2 the presence of white precipitates is apparent. It illustrates a non-uniform thickness of the interface layer. Besides the indication of the reaction between the sialon and the steel, porosity was also found. Previous studies have detected that the porosity was caused by the nitrogen in the molecule form that was trapped in the layer (Abed et al., 2001; Stoop and Ouden, 1993; Stoop and Ouden, 1995). However, the porosities that were found in this study did not impress the crack initiation that potentially caused the crack propagation as it was found in the solid-state joint of ceramic with steel (Hussain and Isnin, 2001; Abed et al., 2001; Kalin et al., 2000). Therefore, the joint was successfully achieved.
The B region (Fig. 1) was the initial contact of the ceramic and metal before joining (Kalin et al., 2000; Vleugels et al., 1996; Oliveira et al., 2000). Hence, the interface layer was part of the ceramic which decomposed during the diffusion bonding; while the diffusion layer (B-C) was part of the steel. It means the joint of the steel and the sialon was actually at the border of the interface and the diffusion layers. This border could be hardly observed. Thus, it revealed that a very-sound joint had been attained.
Morphology of the interface layer was different with the uninfluenced sialon. This was due to the decomposition of the sialon in this area and also the reaction of the sialon with the steel. Considering the same contrast of the interface layer matrix and the second layer, a same phase of the interface layer matrix with the second zone in the steel side could be expected.
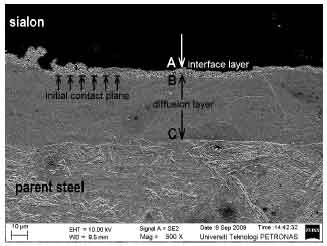 | |
| Fig. 1: | Cross section image sialon-7.5%-Cr steel joint |
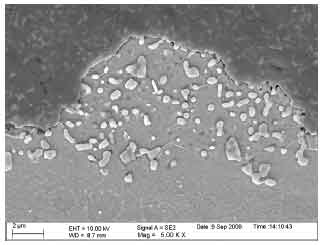 | |
| Fig. 2: | Scanning electron micrograph of interface layer of sialon and 7.5%-Cr steel joint |
Microstructure of the as-received chromium steel is ferritic, however this structure transformed to fully martensitic after the diffusion bonding. The influence of nitrogen on the martensite formation in high-chromium steel has been recognized (Hussain and Isnin, 2001; Firmanto et al., 2008; Mitsui and Kurihana, 2007). The diffused nitrogen into the steel also enhanced its hardness. Therefore, the martensite formation at the steel indicated that nitrogen had diffused across the reaction layers into the steel.
Besides the martensite formation, a line of precipitations was also discovered in the border of the diffusion layer with the parent steel (Fig. 3). Previous investigation recognized this as the Cr2N or CrN (Hussain and Mamat, 2008; Vleugels et al., 1996). In joining sialon and austenitic stainless steel, the nitride was found in the form of nitrogen pearlite (Polanco et al., 2004; Hussain and Mamat, 2008).
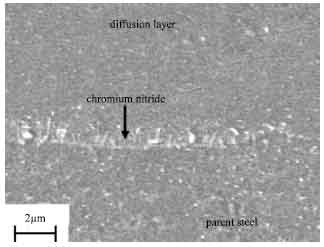 | |
| Fig. 3: | Chromium nitride in the border of the diffusion layer |
It was also formed when ferritic stainless steel was solution nitrided (Mitsui and Kurihana, 2007). Thus, in addition to the diffusion of nitrogen into the steel; it also precipitated in the form of chromium nitride.
Inter-diffusion of elements across the joint: EDX analysis results across the joint (Fig. 4) described the inter-diffusion of elements from the sialon to the steel and vice versa. The analysis was started from the distance of 10 μm from the interface layer at the sialon. In the interface layer, the presence of sialon’s elements (Si, Al and O) was apparent. The steel’s elements (Fe and Cr) were also found. The presence of steel’s elements in the interface layer disclosed that the diffusion of steel’s elements into the sialon had taken place.
Among the sialon’s element, only Si was detected in the steel. It was identified in the diffusion layer. Therefore, the diffusion of sialon’s elements into the steel was also occurred. The diffusion of Si reached approximately 60 μm into the steel. The silicon in the steel formed the second reaction layer; i.e. the silicon-diffusion layer. It was stated previously that the same contrast of the interface layer matrix and the diffusion layer might imply the same phase in those two parts.
Due to the diffusion of Si into the steel, the diffusion layer was occupied by the element. The layer also comprised Fe and Cr as it was part of the steel. Considering a small concentration of Si in this mixture, the phase in the diffusion layer most probably is iron solid solution with the dissolved Cr and Si. This also considered that Si and Cr both are ferrite formers, thus the elements could stabilize the α-Fe solid solution in the diffusion layer.
The discussion on the elemental analysis results revealed that inter-diffusion of elements took place from the sialon to the steel and vice versa. It was also a sign that the sialon had decomposed at the diffusion bonding temperature. The decomposition of the sialon was reported to take place at the temperature of 1033°C (Vleugels et al., 1996). This released silicon and nitrogen that diffused into the steel. In the present study, the silicon diffused into the steel and built the diffusion layer in the steel side. It was presumed that the silicon dissolved in the α-Fe solid solution in the layer.
The presence of nitrogen in the steel side was not detectable by the technique employed in this study. However, the existence of the nitrogen in the steel could be predicted from the formation of chromium nitride in the border of the steel with the diffusion layer (Fig. 3). Martensite phase and its high hardness also indicated that the nitrogen was present in the area. The influence of nitrogen in stimulating the martensite formation in the chromium steel was recognized well in nitriding study of the material (Firmanto et al., 2008; Mitsui and Kurihana, 2007). Thus, the martensite phase in the parent steel divulged that the nitrogen released from the decomposition of the sialon had diffused into the steel.
Figure 4 also illustrates the diffusion of the steel’s elements into the reaction layer. Fe and Cr from the steel diffused into the interface layer in the ceramic side. The elements met the sialon’s elements in this area and formed the reaction products. Hence, during the diffusion bonding, silicon moved from the ceramic into the steel and formed the α-Fe solid solution in the diffusion layer, while Fe and Cr diffused into the sialon parts and met the sialon’s elements to create the reaction products in the interface layer. These might also made a ferrite solid solution in the interface layer matrix.
The interface layer was the reaction pot of the steel’s and the sialon’s elements. Elemental analysis on this area found all sialon’s elements and Fe and Cr from the steel. This led to the reaction of the steel’s and the sialon’s elements. In Fig. 2, two parts were indicated in the interface layer; namely: the white precipitates which were seen throughout the layer; and the matrix which had the same contrast with the diffusion layer.
EDX analyses on the interface layer were then performed on the precipitates and the matrix. The results of the analyses on the precipitates showed the availability of all sialon’s element (Fig. 5). Besides that, Fe and Cr from the steel were also found.
The precipitates could be a complex phase to predict since they contained all sialon’s elements as well as the steel’s elements. Study on the reactivity of sialon with Fe identified the precipitates as Al2O3 (Vleugels et al., 1996).
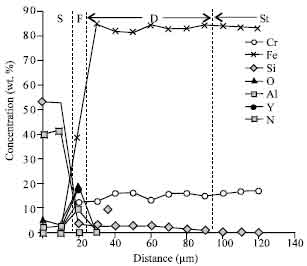 | |
| Fig. 4: | Concentration profile of elements across the joint; S=sialon; F=interface layer; D=diffusion layer; St=parent steel |
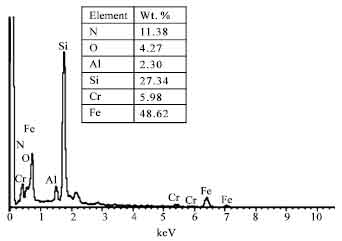 | |
| Fig. 5: | EDX spectra of precipitates in the interface layer |
This conclusion was guided by the high concentration of aluminium and oxygen that was detected at the precipitates. It was then confirmed with Raman spectroscopy. However, in the present study, the content of the aluminium and oxygen in the precipitates was insignificant compared to the other elements. Instead, high concentration of Si and Fe in the precipitates was observed. Thus the presence of iron silicide in the precipitates could be expected rather than the alumina. Further investigation on the phases in the precipitates is still underway.
In the matrix of the layer, the EDX results gave Fe, Cr and Si (Fig. 6). Aluminium was also identified in the spectra, yet its concentration was insignificant (note that the presence of the C in the layer was coming from the environment during the sample preparations).
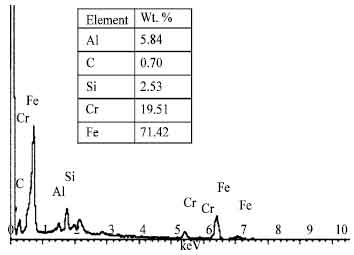 | |
| Fig. 6: | EDX spectra of the interface layer matrix |
 | |
| Fig. 7: | Hardness profile across the joint of sialon and 7.5%-Cr steel |
The main elements that occupied this area were considered same with the elements of the diffusion layer (i.e. Fe, Cr and Si). Furthermore, the contrast of the interface layer matrix showed no difference with the diffusion layer. Therefore, it strongly indicated that the matrix of the interface layer was also α-Fe solid solution.
Hardness profile of the joint section: Hardness test result across the joint section is given in Fig. 7. It shows that the diffusion layer was the part of the joint that had lowest hardness value. In the steel side, this area was significantly-less hard than the parent metal. The martensite phase and the nitrogen that diffused in the steel had enhanced the hardness of the parent steel.
The hardness of the sialon decreased in the reaction front in the salon side (i.e. interface layer). In this region the ceramic was dissociated. Besides releasing its elements into the steel, porosities and precipitates were formed as the new species in this part. This situation led to the change of the ceramic’s properties. The presence of the porosities and the α-Fe solid solution in the layer had decreased the hardness of the sialon in this part.
Refer to the lower hardness of the layers; it was believed that the reaction layers (i.e. interface and diffusion layers) were more ductile than the bonded materials. Thus the reaction layers performed like a “bridge” between the two hard materials (i.e. sialon and steel). The benefit of the ductility of the layer has been claimed (Hussain and Isnin, 2001). It could absorb the residual stress that was commonly developed during the diffusion bonding process; especially for the materials with different thermal expansion coefficient.
CONCLUSION
The bonding of 7.5%-Cr steel with sialon was successfully achieved. A very-sound joint was attained due to the reaction of the sialon and the steel.
Sialon decomposed and released silicon and nitrogen. Inter-diffusion of elements took place from the sialon to steel and vice versa. Silicon diffused approximately 60 μm into the steel and formed the diffusion layer which consisted of α-Fe solid solution, while nitrogen diffused across the reaction layers and reached the parent steel. In this area, the nitrogen formed chromium nitride and also drove the martensite formation. This enhanced the hardness of the parent steel.
Fe and Cr from the steel diffused into the sialon. The reaction of those elements with the sialon’s elements developed a reaction layer in the joint interface. The interface layer contained pores and white precipitates with α-Fe solid solution matrix.
Based on the hardness comparison, the reaction layers were thought to be more ductile than the parent bonded materials. Hence, the layers might be able to absorb the residual stress developed during the diffusion bonding process and contribute the joint.
ACKNOWLEDGMENTS
This study was supported by Universiti Teknologi PETRONAS under the STIRF (Short Term Internal Research Fund) scheme. The authors are thankful for the grant and the facilities provided. Thanks are also due to the International Syalons (Newcastle) Limited, UK, for giving sialon samples (i.e. Syalon 101®) for the research; and AMREC, Sirim, Bhd., for allowing to use the hot press machine for the diffusion bonding experiments.
REFERENCES
- Hussain, P. and A. Isnin, 2001. Joining of austenitic stainless steel and ferritic stainless steel to sialon. J. Mater. Process. Technol., 113: 222-227.
CrossRef - Abed, I., P. Hussain, S. Jalham and A. Hendry, 2001. Joining of sialon ceramics by a stainless steel interlayer. J. Eur. Ceramic Soc., 21: 2803-2809.
CrossRef - Stoop, B.T.J. and G.D. Ouden, 1993. Diffusion bonding of silicon nitride to austenitic stainless steel without interlayer. Metallurgical Trans. A, 24: 1835-1843.
CrossRef - Stoop, B.T.J. and G.D. Ouden, 1995. Diffusion bonding of silicon nitride to austenitic stainless steel with metallic interlayer. Metallurgical Mater. Trans. A, 26: 203-208.
CrossRef - Polanco, R., A. De Pablos, P. Miranzo and M.I. Osendi, 2004. Metal-ceramic interfaces: Joining silicon nitride-stainless steel. Applied Surface Sci., 238: 506-512.
CrossRef - Ruiz, J.L., J. Patino and A.L. Drew, 2006. Self-Joining of Si3N4 using metal interlayers. Metallurgical Mater. Trans. A, 37: 69-75.
Direct Link - Kalin, M., J. Vizintin, J. Vleugels and O. van Der Biest, 2000. Chemical reactivity of silicon nitride with steel and oxidized steel between 500 and 1200°C. Mater. Sci. Eng. A, 281: 28-36.
CrossRef - Vleugels, J., L. Vandeperre and O. van Der Biest, 1996. Influence of alloying elements on the chemical reactivity between Si-Al-O-N ceramics and iron-based alloys. J. Mater. Res., 11: 1265-1276.
CrossRef - Oliveira, F.J., R.F. Silva and J.M. Vieira, 2000. Chemical interaction silicon nitride ceramics and iron alloys. Bol. Soc. Esp. Cerăm. Vidrio, 39: 711-715.
Direct Link - Mitsui, H. and S. Kurihana, 2007. Solution nitriding treatment of Fe-Cr alloys under pressurized nitrogen gas. Iron Steel Inst. Jpn., 47: 479-485.
Direct Link