
Shaharin A. Sulaiman
Department of Mechanical Engineering, Universiti Teknologi PETRONAS, 31750 Tronoh, Perak, Malaysia
Sherrene C. Basil
Department of Mechanical Engineering, Universiti Teknologi PETRONAS, 31750 Tronoh, Perak, Malaysia
Nelson S. Dunggatt
PETRONAS Dagangan Berhad, Sarawak Regional Office, Wisma Naim, Rock Road, 93200 Kuching, Sarawak, Malaysia
Mohd Hafriz M. Hashim
PETRONAS Dagangan Berhad, Sarawak Regional Office, Wisma Naim, Rock Road, 93200 Kuching, Sarawak, Malaysia
Journal of Applied Sciences
Year: 2011 | Volume: 11 | Issue: 10 | Page No.: 1770-1776







ABSTRACT
Businesses related to downstream petroleum products are highly competitive and thus any losses in handling the transfer of these products at fuel terminals, regardless of the size, would significantly affect the income of the distributors involved. With proper inventory, a distributor may be able to manage fluctuations in products’ demand and lead time and eventually benefit a good control of stock and money. Petroleum products are volatile and sensitive to changes in temperatures. Hence, inability to correctly measure volumes of products to the applicable standards will result in deviation from the actual quantity at site, and thus leading to either a loss or gain in income. Inaccuracies in the calculation and recording of measurements are partly caused by one or a combination of a few human errors. The present study is intended to minimize the errors related to human and consequently improve the quality of work performance at fuel terminals by using a reliable automated calculation system for quaquantification of volumes of petroleum products. This system is developed in a Microsoft Excel file, with features such as automatic data look-up, interpolations and a neat recording system. The system corrects the measurements to standard temperatures according to the type of tasks. It is found that the system is able to reduce the calculation time of the physical stock at the standard temperature at the fuel terminal by up to 21 times. More importantly, the system is shown to reduce the human errors detected in past records.
PDF Abstract XML References Citation
Received: October 22, 2010;
Accepted: February 18, 2011;
Published: April 18, 2011
How to cite this article
Shaharin A. Sulaiman, Sherrene C. Basil, Nelson S. Dunggatt and Mohd Hafriz M. Hashim, 2011. Automated Calculations for Improvement of Tank Inventory at Fuel Terminals. Journal of Applied Sciences, 11: 1770-1776.
DOI: 10.3923/jas.2011.1770.1776
URL: https://scialert.net/abstract/?doi=jas.2011.1770.1776
DOI: 10.3923/jas.2011.1770.1776
URL: https://scialert.net/abstract/?doi=jas.2011.1770.1776
INTRODUCTION
Inventory Management System (IMS) provides information to efficiently manage the flow of materials, effectively utilize people and equipment, coordinate internal activities and communicate with customers. The system does not make decisions or manage operations but it provides the information to managers to make more accurate and timely decisions. Inventory which is defined as the blocked working capital of an organization in the form of materials, is maintained to take care of fluctuations in demand and lead-time. The stock positioning of petroleum product in fuel terminal is crucial for retail and commercial business line to review and analyze business performance and recommend business plans for market positioning in the nation’s industry.
Daily Tank Inventory is a stock card which records the bulk products received from vessels, road tankers, pipelines or depot internal transfers. The operation staff has the responsibility to record the Automatic Tank Gauging (ATG) reading and/or to conduct daily tank dipping/ullage measurement and tank measurement after the end of each transfer operation. This task ensures that the records of the incoming and outgoing products are done daily and helps to identify problem areas such as leakages, tank settlement, passing valves, meter errors, faulty devices, pilferage and errors made by the operation staff.
The records can identify daily product losses and gains for each tank. Without proper inventory, a petroleum product distributor company may be affected in term of stock and money. Fuel terminals are used for the purpose of transferring, transporting and storing for receiving petroleum products from refinery plants via bulk vessels and being distributed to retailers within the region by road tankers or riverine vessels. The volumes of petroleum products at fuel terminals are measured in tanks and must be corrected to equivalent volumes at a standard temperature of 30°C which is one of the Custom Department’s requirements under the Sales Tax Act 1972 (Laws of Malaysia, 2006). In order to calculate the amount of petroleum product; this is also the standard methodology adopted by oil companies in Malaysia in calculating the amount of product loss.
The petroleum products would expand or contract due to fluctuations in temperatures and this leads to variations in the measured volume and density. This is particularly significant in the storage of hot and cold tanks. Failure to take into account the temperature effect in tank calibration or tank gauging will introduce measurement’s bias especially in the determination of actual product loss/gain. The use of standard temperature is imposed in the measurement of volume of petroleum products for the purpose of marketing and to compare the amount of products at the time of receiving and delivery from/to another premise/terminal. In the USA and Europe, the standard temperature in volume calculation is in 15°C or 60°F. However, since the mean air temperature in Malaysia is around 30°C, the standard temperature for volume calculation is set to 30°C; ditto for the conversions of density and Volume Correction Factor (V.C.F). It must be noted, however, that for export of crude oil from Malaysia, the standard temperature would be 15°C or 60°F (Laws of Malaysia, 2006).
To manually convert the measured volumes of petroleum products at 30°C is a time consuming and tedious process as the volumes in all the storage tanks at the fuel terminal are required by the end of the operation day. Inaccuracy in the calculations and recordings of measurements could occur due to various factors, resulting in false records of physical stock leading to apparent losses or gain. The possibilities for miscalculations by the operation staff are high and are mainly due to severe human errors such as:
| • | Loss of focus among the terminal staff who are exhausted at the end of the tank gauging operations after a long day under the sun during the exercise |
| • | Accidental exchange of the recorded data in the record book; e.g., the volume for Tank 1 is recorded for Tank 3 |
| • | Short cuts, in which the terminal staff who may be burnt out for doing the tank gauging operations daily and could opt for an easy way to finish the task quickly by not following the correct procedures |
| • | Not alert with the temperature effect on the storage tanks and thus leading to incorrect values being selected from the tables of liquid properties |
| • | Misreading of figures especially when referring to the tank calibration tables and the ASTM-IP Petroleum Measurement Tables ASTM D-1250 (Bulk Depot Operations Manual, 2006) |
The purpose of the present work is to improve the quality of work performance among the operation staff at fuel terminals by introducing an automated calculation system for quantification of volumes of petroleum products. This is done by introducing a computer interface which is the Microsoft Excel spreadsheet program, to accurately calculate the volumes at 30°C with minimized possibilities for human errors and at low cost. The spreadsheet has a range of options that allow the users to choose the fastest sequence and to control the methods of calculations and the numbers of cells required to calculate the correct values. The system is intended to improve the time management by reducing errors that are contributed in human factors in the calculation of the physical stock at standard temperatures.
THE IMPORTANCE OF TANK GAUGING
The purpose of tank gauging is to determine the physical quantity of petroleum products contained in a storage tank. A high degree of accuracy is required since the volumes will be used to quantify a custody transfer movement and consequently money will change hands based on the results. In addition, the measured volume is used for inventory control and/or stock accounting of fuel terminal and also for assessment of taxes.
When products are transferred into the fuel terminal from the vessel, the supervisor, the vessel officer and an independent third party representative will compare the calculated values of the product levels, densities and temperature corrections in the compartment on board of the vessel. They will check and agree on the correctness of the calculated values prior to transfer of product to the tanks at the terminal. At the fuel terminal, the superintendent and supervisor of fuel terminal are in charge of updating the stock accounting or the daily tank inventory. The volume in the tank can be determined by using Automatic Tank Gauging (ATG). Temperature measurements have to be conducted manually once a month to verify the accuracy of the ATG, as required by the local Department of Custom. Prior to receiving the product, the superintendent needs to ensure that the receiving tank has enough ullage to receive from the vessel. The staff at the fuel terminal is required to perform tank dipping, temperature readings and density tests on the samples before receiving the products and also after completion of the product transfer, in order to determine the product level and volume transferred into the tank. The difference in the product volume in the tank before and after the receipt will be taken as the out turn from the vessel.
Tank physical stocks are the actual volume in the tanks and are also recorded for every operation day. After the completion of daily depot operations, the physical closing stock for the day must be quantified. For the purpose of quantification, product gauging is conducted to determine the levels of product in the tank which is then converted into volumes with the aid of tank calibration tables. In the tank gauging exercise, the product temperature and the volume of water in the tank are also determined. When petroleum products are measured in tanks, the volume in the tank must exclude water and must be corrected to its equivalent volume at a standard temperature of 30°C.
In manual tank dipping for the measurement of product levels, there are two basic methods which are innage (sounding) and ullage (outage). Figure 1 shows the basic illustration for the two methods.
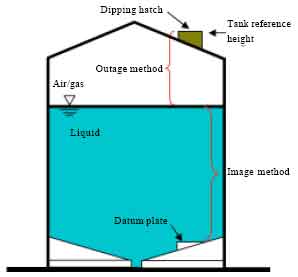 | |
| Fig. 1: | Basic schematics of a storage tank |
The innage gauge refers to the measurement of liquid depth from its surface to the bottom of the tank or to a fixed datum plate. An outage, or ullage gauge, is the distance from a reference point on the top of the gauge hatch down to the surface of the liquid in the tank. Different tank calibration table is used for each method. The tank calibration table also needs to agree with the gauging method utilized which often depends on the product in the tank. Innage is usually used for tanks with white products such as motor gasoline, aviation fuel and diesel while outage is often used for heavier, heated products like black products (bitumen). Outage is also often used to measure product on marine vessels.
The temperature of the bulk product in the tank (usually being referred as the tank temperature) is measured by using thermometer encased in the thermometer cup case, as shown in Fig. 2a.
The encased thermometer is lowered into the tank to the desired level in order to obtain the temperature of the petroleum product. Sampling of bulk product in the tank is another process whereby a brass sampling bottle, as shown in Fig. 2b, is used. The brass sampling bottle which is also known as the weighted sampler is commonly used at the fuel terminal in this study. It is corked before being lowered to the desired level of the product. The bung (cork) is pulled out when it reaches the desired level to allow the flow of the liquid product into it.
The number of sample collected depends on the liquid depths as indicated in Table 1. The samples are mixed in equal proportions to obtain a composite sample. The sample is decanted in an IATA approved petroleum sample can of either 1 or 5 liter capacity, as that shown in Fig. 2c.
 | |
| Fig. 2: | Tank measurement instruments: (a) thermometer cup case, (b) brass sampling bottle and (c) IATA sampling can |
| Table 1: | Sampling points (for PS pipeline) |
 | |
For measurements of temperature, the calibrated thermometer is immediately immersed into the composite sample for measurement. The samples are also analyzed in the laboratory to determine compliance with various product specifications. The density of the material which is one of the properties measured from the sample, is needed for calculation of the actual liquid volume in the tank. The density is measured by using a hydrometer. The accuracy of the density depends on the equipment used, the precision of the tester and adherence to the test procedures.
Accurate temperature measurement is the single most difficult task to obtain from a storage tank and is generally the source of the largest volumetric error. The effect of temperature errors is dependent on the density of the product; i.e., the lighter the product, the greater the impact. There are many problems associated with the measurement of temperature and these affect the preparation of proper samples that can satisfactorily represent the liquid in the tank. Since all gauging, temperature measurement and sampling are done at the gauge hatch on top of the tank, it is often impossible to obtain a sample that can truly represent the material in the tank. As for the determination of density, the most common associated errors are failure to obtain stabilized measured temperature to stabilize before reading the hydrometer and misreading of the hydrometer either by not looking at its level or by misinterpreting the meniscus.
Human error is the largest source of potential error in gauging and this mainly includes failure to follow the proper procedures, the use of improper equipment, allowing the bob to tilt, misreading the gauge tape and failure to allow the thermometer to reach equilibrium. Errors are often resulted from “short cuts” in an effort to save time. The financial impact of these errors can far exceed the value of the time that is saved.
PRESENT QUANTIFICATION PROCEDURE
The determination of product volume in a tank consists of the following steps:
| • | Measurement of the liquid levels in the tank |
| • | Measurement of the contents’ temperatures |
| • | Contents sampling |
| • | Analyses of samples |
| • | Calculation of product volume at observed temperature |
Figure 3 shows the steps involved in the quantification of petroleum products. In determining the physical stock at 30°C, the operation staff is required to conduct gauging, temperature reading and water check for all tanks after completion of operations at the fuel terminal.
The tasks are immediately succeeded by manual calculations of the volume by referring to tank calibration tables and ASTM-IP Petroleum Measurement Tables ASTM D-1250 (Bulk Depot Operations Manual, 2006). The tank gauging procedure is a time consuming task, as it must be carried out for all storage tanks within the fuel terminal.
Using tank calibration table and then correcting it to a standard reference temperature (usually 60°F or 15°C) could do the determination of product volume at 30°C by using ASTM 53B and 54B conversion tables. The tank calibration tables are used to convert the level gauge of tank (in millimeter) to volume (in liters). The observed temperature of the product sample taken during the measurement of the density of the product sample will be referred in the ASTM 53B table in order to obtain the density of the product sample at 15°C.
The ASTM 54B table is used together with the tank temperature at 15°C, in order to determine the Liquid Temperature Correction Factor (CTL) which is also known as the Volume Correction Factor (VCF) at 15 and 30°C. These are used to correct the observed volume to the volume at a standard temperature of 15°C and finally the volume at a standard temperature of 30°C. The ASTM 56 and 58 tables are used to determine the Weight Correction Factor (WCF) and in order to convert the quantity from liters to Barrels (BBLS).
PROPOSED AUTOMATED CALCULATIONS
The purpose of the present work is to develop a tool that can automatically calculate quantities of the physical stock of petroleum products at 30°C without the need to refer to the ASTM tables manually.
 | |
| Fig. 3: | Current procedure for determination of volume, weight and barrel for petroleum products at fuel terminals |
 | |
| Fig. 4: | Automated procedure for determination of volume, weight and barrel for petroleum products at fuel terminals |
With the newly developed tool, the operation staff will just need to obtain the following input:
| • | Product level |
| • | Tank temperature |
| • | Product density and temperature |
| • | Approximate volume |
The system is developed using Microsoft Excel which does not require any additional licensing fee in using the interface, as opposed to buying sophisticated commercial software. The interface is portable, whereby it can be used with any computer that is installed with Microsoft Excel. The developed system is user friendly and portable, without the need to manually refer to heavy hard copies of the ASTM tables of petroleum properties for the calculations of VCF at 15°C (ASTM 54B), VCF at 30°C (ASTM 54B), density at 30°C (ASTM 53B), WCF (ASTM 56) and BCF (ASTM 58).
The developed system also serves as a mean of structured data recording which reduces errors in accounting documents such as tank measurement reports, etc. Because the system is automated, interpolation tasks which are done manually, are reduced and thus this reduces the tendency for errors. With the use of standardized number of decimal places, the calculated results are more consistent and reliable. With this capability, it is possible to precisely establish the product gain/loss and ensure the product losses are kept within allowable limits.
Figure 4 shows the flow chart for the automated procedure developed in the present work for the determination of volume, weight and barrel for petroleum products at fuel terminals. The process flow is nearly similar to that presented in Fig. 3, except that the computer performs some of the steps. The input data would be the observed temperature and density, tank temperature and volume at observed temperature and these will be keyed in the specified space provided in the system. The built-in functions in Microsoft Excel enable automated data look up in a given property table. This is done by using the Index, Match and Round functions available in Microsoft Excel; the procedure is elaborated in detail in the reference (Basil, 2009).
RESULTS AND DISCUSSION
The system was tested on its accuracy and performance. In the accuracy test, the results generated by the automated solver were compared with those generated by manual calculations. The performance test was conducted by comparing the time in completing the calculations of volumes at 30°C between the automated and manual calculations.
Accuracy tests: Table 2 shows the measured (input) data obtained from Tanks 6, 7 and 8 of ULG 97 (Mogas product). The manual calculation is performed as illustrated in Fig. 3 while for automated calculation is carried out as illustrated in Fig. 4. An important factor in the calculations is the used of consistent number of decimal points. The numbers of decimal points used for every calculation are standardized as follows:
| • | Density at 15°C (4 decimal points) |
| • | Volume Correction Factors (V.C.F) at 15°C and 30°C (5decimal points) |
| • | Volume at 15°C and 30°C (0 decimal point) |
| • | Weight Correction Factor (WCF) (2 decimal points) |
| • | Weight (3 decimal points) |
| • | Barrel Correction Factor (BCF) (4 decimal points) |
| • | Barrels at 60°F (3 decimal points) |
The data in Table 3 is the actual value obtained from manual calculation for Tank 6, 7 and 8. The data in Table 3 is the value generated by the automation calculation. Based on Table 3, it is shown that there is no difference between the values in both parts of tables. It is proven that the automation calculation could generate the same results as the manual calculation which leads to high accuracy.
Table 4 shows the closing physical balance of the petroleum product at the fuel terminal for three months; i.e., July, August and October of 2009, for various products Jet A-1, Motor Gasoline (Mogas) and Automotive Diesel Oil (ADO). The results in Table 4 are obtained by accumulating the daily stock control calculations of products at 30°C in every month, for three consecutive months.
| Table 2: | Measured data from Tank 6, 7 and 8 of ULG 97 |
 | |
It is shown in Table 4 that for Jet A-1, the differences of volumes between manual and automated calculations are zero. As for Mogas, it is shown in Table 4 that the difference between the manual and automated calculation in July is zero. However, the difference is one liter for each August and October. Further scrutiny on the manual calculation revealed that the differences were the caused by inconsistent usage of the number of decimal points in data recording at the fuel terminal.
In Table 4, comparisons between the manual and automated calculations for the ADO product show zero difference of volume for August and October. However, a large difference (36 L) was observed in the calculations of the July’s inventory. From the inventory records it was found that the density at 15°C used in the manual calculation was actually not under the range specified for ADO which was a human error. Thus, the test also proved the fact that the actual figures for the respective tanks might be accidentally exchanged in the fuel terminal and this may be avoided by the use of the automated system developed in the present study.
From the results, it is obvious that the results generated by the automated system are always correct and in some cases are more accurate than those generated by the manual calculations. In addition, the automated system is shown to be able generate results within consistent decimal points.
Performance tests: The objective of the performance test is to compare the duration used by the user of the developed system to generate the final results for Product Receiving (Stage 1) and Stock Control (Stage 2), with those using the manual calculations.
The time recorded for the automated calculation included that for keying in the numbers into the program, as depicted in Fig. 4. As for the manual calculation, the time recorded began when all the measured data was obtained, in the manner as illustrated in Fig. 3 as performed by average operators. There was no record on the calculation time spent by the staff in the past.
| Table 3: | Calculated volume, weight and barrels |
 | |
| Table 4: | Comparison of closing physical balance of fuel terminal at 30°C as calculated manually and with the automated system |
 | |
| Table 5: | Durations for different calculations |
 | |
Table 5 shows typical durations for inventory calculations for product receiving and stock control operations which were performed manually and by the automated system, for one and ten tanks. The durations for calculations of product receiving inventory was generally longer than those for stock control operation. This was because the calculations of product receiving inventory involved more steps whereby the quantities for volumes at 30°C, weights and barrels had to be calculated with reference of ASTM 56 and ASTM 58 tables. In the stock control operation, only the volume at 30°C had to be calculated.
It is shown in Table 5 that the time taken to calculate the inventory for 10 tanks is approximately 10 times of that taken to calculate for one tank. In comparison, the automated system is shown to calculate 10.4 min faster than manual calculation for one tank in the product receiving operation and 6.4 min faster in the stock control operation. Therefore, in daily operations involving more than one tank, for example 10 tanks, the automated calculations take only about 5 min in quantifying the tank inventory both in product receiving and stock control operations. The time savings of 104 and 64.3 min in product receiving and stock control operations, respectively, imply significant time saving which could improve the quality of work at the fuel terminal.
CONCLUSIONS
The automated calculation has proven that it can help to improve the quality of work at the fuel terminal as it can calculate accurately and more time saving for the operations. Using the proposed system which involved minimal costs, could reduce the potential errors such as miscalculation due to human factors. The system has demonstrated ability in shortening the calculation time of physical stocks at the fuel terminal by up to 21 times.
ACKNOWLEDGMENT
The authors would like to express their appreciation to PETRONAS Dagangan Berhad and Universiti Teknologi PETRONAS for their support in this work.
mahaad imran Reply
Respected sir can i have that excel sheet that is mentioned in this article? thanks in advance