
Wan Amalina Wan Zaharuddin
Department of Mechanical Engineering, Universiti of Teknologi, PETRONAS, Bandar Seri Iskandar, 31750, Tronoh, Perak, Malaysia
Bambang Ariwahjoedi
Department of Fundamental Applied Science, Universiti of Teknologi, PETRONAS, Bandar Seri Iskandar, 31750, Tronoh, Perak, Malaysia
Patthi Hussain
Department of Mechanical Engineering, Universiti of Teknologi, PETRONAS, Bandar Seri Iskandar, 31750, Tronoh, Perak, Malaysia
Journal of Applied Sciences
Year: 2011 | Volume: 11 | Issue: 10 | Page No.: 1763-1769







ABSTRACT
Currently, solvent-based fire retardant coating is commonly used as a thermal barrier for construction building during fire hazard. Lack of awareness of the harmful impact of solvent-based fire retardant coating has taken the safety of the people in the building at high risk. Thus, this study was about the water-based fire retardant coating with vermiculite addition as an option to solvent-based fire retardant coating. The formulation contained two different acrylic media and the other three active ingredients which were Ammonium Polyphosphate, Pentaerythritol and Melamine. The significant of vermiculite on the formulation was investigated by thermogravimetric analysis (TGA). The surface morphology of formulations with and without vermiculite was observed using Scanning Electron Microscopy (SEM). The degradation result describes the high significant effect of vermiculite in enhance the formation of high temperature residue and the two acrylic media give same interaction with the other additives which indicate in the thermal degradation behavior.
PDF Abstract XML References Citation
Received: October 22, 2010;
Accepted: February 21, 2011;
Published: April 18, 2011
How to cite this article
Wan Amalina Wan Zaharuddin, Bambang Ariwahjoedi and Patthi Hussain, 2011. Effect of Vermiculite Addition on Thermal Characteristic of Water-based Acrylic Fire Retardant Coating Formulation. Journal of Applied Sciences, 11: 1763-1769.
DOI: 10.3923/jas.2011.1763.1769
URL: https://scialert.net/abstract/?doi=jas.2011.1763.1769
DOI: 10.3923/jas.2011.1763.1769
URL: https://scialert.net/abstract/?doi=jas.2011.1763.1769
INTRODUCTION
Fire retardant coating is important for construction industry such as bridges, stadiums, theme parks, petrochemical plants, offshore drilling platforms and also high rise buildings. It is even useful if the fire retardant coating can be applied to the other industries such as transportation, utilities, marine, manufacturing and military applications.
The fire protection materials issues become vital when the great fire in London 1666, where it spread throughout the city. Then, in 1871 there was a fire in Chicago and at the San Francisco earthquake in 1906 led to fire. These fires showed how a small fire could grow to encompass a building, then a group of building and finally a portion or a complete section of a city (Iwankiw et al., 2004). Besides that, in 2002, investigations into the collapse of the World Trade Center have raised concern over the reliability of fire protection materials.
In fact, prevention for structural collapse is vital as to ensure the safety of the people from the building. Fire retardant coatings are designed to prevent the heat, flames or fire from spreading. This coating has an ability to expand for many times of its original thickness to produce insulation layer of char when heated. It is one of the easiest and economical coatings where it can be used to metallic materials (Duquesne et al., 2004), polymers (Bourbigot et al., 2004) and wood (Chuang et al., 2008). The advantages of fire retardant coating are it does not modify the mechanical properties of the material and it can prevent the heat from spreading to the protected structure (Jimenez et al., 2006a; Duquesne et al., 2004; Gu et al., 2007).
The Fire Retardant Coating (FRC) composed of three components which are: an acid source, a carbon source and a blowing agent (Jimenez et al., 2006a; Duquesne et al., 2004; Gu et al., 2007; Jimenez et al., 2006b). Generally, three active ingredients are ammonium polyphosphate (APP) as an acid source, pentaerythritol (PER) as carbon source and melamine (MEL) as a blowing agent (Jimenez et al., 2006b). The mechanism of the fire retardant coating is as follow (Jimenez et al., 2006a,b) first, the acid source breaks down to yield a mineral acid, then it takes part in the dehydration of the carbonization source to yield the carbon char and finally the blowing agent decomposes to yield gaseous products.
Due to an increasing requirement for public safety, the concern of the coating is not only can prevent the heat but also non-toxic to the people during the fire hazard. Commonly, solvent-based is widely used in the coating industries. There are numerous advantages of the solvent-based coatings and also the disadvantages. Solvent-based coatings are waterproof, it give better surface penetration and better adhesion to porous surface. However, they give off solvent fumes, hence required good ventilation, it cannot be applied onto damp surfaces (incompatible with such surfaces) and applicators have to use special protective coating and special solvent to clean the equipment after use (Lowrance-Synder, 2005).
These drawbacks have generated the interest in the invention of water-based fire retardant coatings due to its advantages which contain low Volatile Organic Compound (VOC) content compared to conventional solvent-based coating, no solvent fumes, small amount of coalescing solvents and also contain fewer hazardous materials (non-toxic), equipment can be cleaned with water and good corrosion protection (Lowrance-Synder, 2005; Rasmusen, 2009).
In this research work, the binder for this fire retardant coating is acrylic resin. Acrylic is chosen because they are slow-burning or even self extinguishing and also they do not produce harmful smoke or gases. Acrylic resin is a water-based where it is non-toxic, odorless and safe to use and present no harm to the environment (Lowrance-Synder, 2005; Rasmusen, 2009). Acrylic resin commonly used as paint for an artist. The other application of acrylate binders are paints for ceilings, walls and building fronts (Stoye and Freitag, 1998).
Besides that, since 1957, in automotive sector, the acrylic resin was used as a binder in automotive finishes and topcoat (Stoye and Freitag, 1998). Custodio and Eusebio (2006) has done a study about the durability of waterborne acrylic varnishes for the exterior use to protect the wood from atmospheric agents where the aqueous acrylic resin is used as a binder. Besides that, Wang et al. (2006) had studied on the effect of acrylic polymer and acrylic nanocomposite on the thermal degradation and fire protection properties of APP-DPER-MEL coating. It said that the acrylic with thermal decomposition similar to the temperature range with interaction of APP-DPER-MEL which give the formation of a good char structure. The other researchers which are Topcuoglu et al. (2006) said the acrylic polymers and copolymers are widely used as a binder in paint formulations due to their good adhesion and film forming properties (Topcuoglu et al., 2006).
From these studies, they are replacing the solvent with acrylic water-based as a binder. In this paper, the new formulation was established to create the water-based Fire Retardant Coating (FRC) that is more durable and non-toxic to people. This new formulation of water-based FRC is for interior used such as for building and transportation.
In addition, there was an additive for the new formulation of the FRC which is vermiculite. Vermiculite is a natural mineral that expands when exposed to heat (Topcuoglu et al., 2006; Jayabalakrishnan, 2007). Thus, vermiculite will add the expansion of the fire retardant coating to insulate the substrate from heat. Commonly, vermiculite is used in diverse applications such as in agriculture (Jayabalakrishnan, 2007), horticultural and construction industry. Its properties are excellent water retention, sterile, environmental friendly, excellent insulation and also light material. Pyro-Cote CC, a company that specialized in fire protection coating had applied vermiculite in the cement.
However, there is still no detail study about vermiculite in the fire resistance coating. Therefore, in this new formulation of fire retardant coatings were consisting of Ammonium Polyphosphate (APP), Pentaerythritol (PER), Melamine (MEL), two types of acrylic resin and vermiculite.
The objectives of this study were to determine the effect of vermiculite addition and also to select which acrylic medium is better. Thermogravimetric analysis (TGA) was used to determine the effect of vermiculite and synergy between the additives to further proof the effect of vermiculite. Then, the surface morphology of the coating with and without vermiculite is examined using Scanning Electron Microscopy (SEM).
MATERIALS AND METHODS
This study is only a part of a wider project on the significant influence of vermiculite addition toward water based FRC which focused on the performance of the vermiculite and acrylic in FRC before being exposed to heat. There were two formulations for each type of acrylic without vermiculite and with vermiculite.
Materials: The commercial acrylic medium from Winsor and Newton which were matt medium and gloss medium were used as a binder. The expanded vermiculite was used in this study. Pentaerythritol and Melamine were purchased from Merck. Ammonia polyphosphate (APP) as an acid source was supplied from Clariant. All these chemicals are used without further purification.
Characterization of pure acrylic media and vermiculite: There was no details information from the supplier about the matt and gloss acrylic mediums. Thus, these two types of binder and also vermiculite were analyzed with X-ray Fluorescence and thermal gravimetric analysis. The composition of acrylic mediums and vermiculite are shown in the Table 1 and 2, respectively.
| Table 1: | Composition of Acrylic medium |
 | |
| Table 2: | Composition of vermiculite |
 | |
New formulation of fire retardant coating: The formulation is in ratio 3:1:1 of APP, PER and MEL (Ribeiro et al., 2007) then the ratio for acrylic medium to APP/PER/Mel was 2:1 and 4% of vermiculite addition for F3 and F4 samples. Table 3 shows the summary of the composition of the four formulations. The sample was prepared as the following procedure; first, APP, PER, MEL and vermiculite were pulverized for 3 min. Then acrylic medium was added and the mixture was stirred for 10 min to ingredients well-mix.
Characterization of new fire retardant coating
Thermogravimetry analysis (TGA): Thermogravimetry analyses were carried out at 10°C min-1 under N2 over the whole range of temperature (25-800°C) using Perkin Elmer TGA Analyzer to know the thermal degradation and weight loss of the materials. The samples (approx. 10 mg) in the form of powder were placed in aluminium crucibles. The data was recorded using Pyris Player Data Analyzer.
Scanning Electron Microscopy (SEM): The surface morphology structures were observed and analyzed by SEM Oxford Leo 1430. This is to observe the distribution of the pigments in the new fire retardant formulation with and without vermiculite. An energy dispersive X-ray spectroscopy (EDX) was used to analyze the element in the samples.
| Table 3: | Summary of the composition of four formulations |
 | |
| MA: Matt acrylic, GA: Gloss acrylic, APP: Ammonium polyphosphate, PER: Pentaerythritol, Mel: Melamine | |
RESULTS AND DISCUSSION
TG analysis: TG curves of two acrylic mediums are shown in Fig. 1. The major degradation step cause the weight loss of gloss acrylic is 93% at 430°C and 80% at the same temperature for matt acrylic. We can see that the matt acrylic give higher thermally stable residue than gloss acrylic. This probably because of the different compositions in matt acrylic which contain Al and Si as shown in Table 1 where these components were said can enhances the formation of stabilize material at high temperature (Ribeiro et al., 2007).
TG curves of pure APP, PER, Melamine and combination of three ingredients is shown in Fig. 2. The degradation starts with melting of acrylic and then followed with the decomposition process.
The APP begins to decompose in two main steps. The first step is between 260 and 450°C, the weight loss gets to 20% and a second step between 450 and 780°C with 20% residual weight. Gu et al. (2007) and Drevelle et al. (2004) said that the first step degradation is when the gas of NH3 and H2O is released and the second step corresponds to the evaporation of phosphoric acid and dehydration of the acid in P4O10.
The TG curve for PER shows that the decomposition start at 210°, where the formation of crystal structure and decomposition of pentaerythritol were occurred (Wang et al., 2006, 2007) then at 460°C there is no residue of PER. The weight loss for Melamine begins over 260°C by decomposing Mel and releasing the NH3 (Gu et al., 2007). There is no residue after 420°C. For the combination of three ingredients the decomposed begins at 200°C and left with thermally stable char at 690°C for about 20%.
According to Wang et al. (2006), the good char structure and efficient of the FRC is when the acrylic binder decomposed at the same temperature range of interaction between APP, PER and MEL. This is because acrylic resin not only acts as a binder but also as an important carbonization agent in FRC. Thus, the APP also initiates the dehydration of acrylic resin besides PER to form the carbonaceous char.
 | |
| Fig. 1: | TG curves of gloss acrylic and matt acrylic |
 | |
| Fig. 2: | TG curves of pure APP, PER, MEL and combination of these three materials |
The degradation temperature of APP, PER and MEL is between 260 and 450°C due to formation of protective char layer. The thermal decomposition of gloss acrylic is 250-450°C (Fig. 1) which is the same temperature range for interaction between APP, PER and MEL. Meanwhile, the matt acrylic has two main steps of degradation process. The first step is 100-250°C then the second step is between 250 to 450°C. The results show both acrylics have the same temperature range with those three components. Thus, the interaction of both acrylics with the APP, PER and MEL probably give the same weight residue of thermally stable material. This was proven in the later part of the TG analysis.
Figure 3 shows the thermal degradation of formulation for both acrylics without vermiculite (F1 and F2). From these curves, it clearly shows that the overall thermal degradation of these two samples give similar profiles. However, at 500-720°C, sample F1 give slightly higher residue than F2 but in the end the residual weight of thermally stable char for both samples is about 20%.
 | |
| Fig. 3: | TG curves of F1 and F2 |
 | |
| Fig. 4: | Comparison of TG curves between F1 (without vermiculite) and F3 (with vermiculite) |
 | |
| Fig. 5: | Comparison of TG curves between F2 (without vermiculite) and F4 (with vermiculite). |
The TG curves in Fig. 4 and 5 show the comparison between the formulation without and with vermiculite. From these figures we can see the effect of vermiculite addition in this water-based acrylic FRC. The thermal degradation of F3 in Fig. 4 shows a shifted to the higher degradation temperature starting at 270°C until the end. The thermal residue of F3 increases from 19% of F1 to 32% of residual weight. However, it is slight different degradation mechanism in F4 where at the beginning the decomposition process is similar but then at 400°C and above, F4 which is with vermiculite gives significant increase in high temperature residue at 800°C from only 20% of F2 to 33%. It is shown that the significant effect of vermiculite addition, which indicate in the formation of high thermal stability residue in this water-based FRC.
In order to further analyze the effect of vermiculite addition in enhance the high thermally stable residue of FRC, the theoretical curve was calculated. The theoretical curve is the combination of individual additives which represents the degradation of the mixture without interaction amongst them occurred (Ribeiro et al., 2007). The theoretical curve was calculated as by Li et al. (2008):
| (1) |
where, αi was the weight ratio of Mi, Mi (wt) (T) was the weight of each component such as APP, PER, MEL, acrylic and vermiculite at certain temperature. Then the summation of those is the theoretical curve of that whole component which represent by Mth(wt) (T). Figure 6 illustrated the synergy effect of vermiculite when we compare the TG theoretical curve and the experimental curve of F4. There was a shifted to the higher degradation temperatures and increase of thermally stable residue where the different is about 24% of residual weight between these two curves. It is clearly shown that the pronounced synergy effect amongst the additives.
Thus, vermiculite addition was significantly enhancing the formation of high temperature residue. This was supported from the previous study about the important compositions that act as an additional insulating layer and a barrier to heat and degradation of mass which are silicon oxide, SiO2 and aluminum oxide, Al2O3. Besides that, the iron element in the vermiculite and also in acrylic can slowing down the exothermic chain reaction (i.e., the process of oxidation of char layer to carbon dioxide) which stabilizes the residue at temperature higher than 630°C (Wang et al., 2006). Thus, the formation of multi-layered carbonaceous alumino silicate (Ribeiro et al., 2007) of the vermiculite platelets and the presence of iron in vermiculite and acrylic were helping in the stabilization of the material at high temperature. Therefore, these three elements are probably the major contributors in the extent of synergy effect amongst the additives since the amount of these compositions is high in vermiculite.
 | |
| Fig. 6: | Experimental and theoretical TG curves of F4 and TG curve for vermiculite |
 | |
| Fig. 7: | TG curves of F3 (with matt acrylic) and F4 (with gloss acrylic) |
It is clear then that vermiculite is expanding when heat at high temperature, consequently enhance the thermally stable char of FRC. Then, Fig. 7 presents the comparison of the thermal degradation behavior of the two acrylic mediums when combine with the whole components. From the Fig. 7, we can see the thermal degradation was not much different for both acrylics since the high temperature residue at 800°C was the same which is about 33%. This was proven earlier (Fig. 1) when the thermal decomposition of acrylic medium is in the same temperature range with combination of APP, PER and MEL. Thus, from this degradation profiles, we can say that the interactions of matt and gloss acrylic with the other components were the same.
Scanning Electron Microscopy (SEM): The SEM micrographs of the surface for the new formulation with and without vermiculite are shown in Fig. 8 and 9. These Fig. 8 and 9 were to compare the surface morphology before fire test without vermiculite and also with vermiculite.
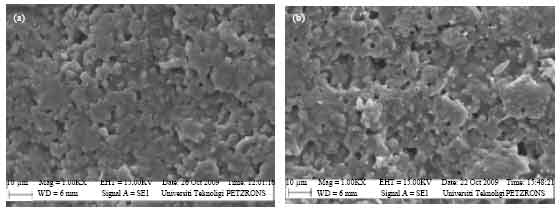 | |
| Fig. 8: | SEM micrographs of the outer surface of a) F1 (without vermiculite) and b) F3 (with vermiculite) |
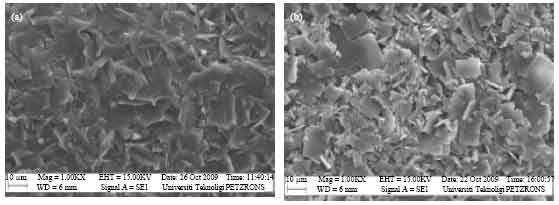 | |
| Fig. 9: | SEM micrographs of the outer layer of a) F2 (without vermiculite) and b) F4 (with vermiculite) |
| Table 4: | The EDX analysis of F1, F2, F3 and F4 |
 | |
The morphology of the formulations with vermiculite which are F3 and F4 shows relatively rough surfaces compared to without vermiculite. Figure 8b and 9b show the multi layers of the structure compared to formulation without vermiculite. The samples with vermiculite are (1) more economic because less binder is required since the synthesis process is costly; (2) high strengthening effect which is reinforcement in the formulation; and (3) give the shielding effect when exposed to heat. Table 4 lists the weight ratios of the element in each formulation where the elements for different acrylic used are vary.
CONCLUSION
The formulations of water-based FRC with two different acrylics and addition of vermiculite were investigated. The matt and gloss acrylic play it role as binder and also carbonization agent. The TG analysis shows the formulation with vermiculite (F3 and F4) provide a greater amount of high temperature residue. The improvement in thermal stability was due to the reaction of aluminium and silicate oxide to form a multi-layer carbonaceous layer in vermiculite and also presence of iron in vermiculite and acrylic that lead to radical trapping, hence slowing down the exothermic reactions (Ribeiro et al., 2007). The thermal degradation of gloss and matt acrylic at the same temperature range as the interaction of APP, PER and MEL ensures the efficient formation of char layer. Matt and gloss acrylic give the similar profiles of thermal degradation with the vermiculite addition, so these two acrylics reaction was the same. SEM images of four samples show that the rough surfaces with vermiculite addition enhance the reinforcement effect of the coating. Thus, this study on the water-based FRC with vermiculite addition support the fact that vermiculite expands when being exposed to heat and acrylic resin also enhance the role of PER as a carbonization agent in the coating. Hence, the vermiculite addition effectively enhances the thermal stability of the water-based FRC at high temperature.
ACKNOWLEDGMENTS
The authors are thankful to Universiti Teknologi PETRONAS for providing grant and facilities for the research, the former RUMI’s team for helping in providing the materials, Mr. Omar and Mr. Irwan for their skilful experimental assistance.
REFERENCES
- Bourbigot, S., M. Le Bras, S. Duquesne and M. Rochery, 2004. Recent advances for intumescent polymers. Macromol. Mater. Eng., 289: 499-511.
CrossRef - Chuang C., K. Tsai, M. Wang, C. Ou, C. Ko and I. Shiau, 2008. Effects of intumescent formulation for acrylic-based coating on flame-retardancy of painted red lauan (Parashorea spp.) thin plywood. Wood Sci. Technol., 42: 593-607.
CrossRef - Custodio, J.E.P. and M.I. Eusebio, 2006. Waterborne acrylic varnishes durability on wood surfaces for exterior exposure. Progress Organic Coatings, 56: 59-67.
CrossRef - Drevelle, C., S. Duquesne, M. Le Bras, J. Lefebvre and R. Delobel et al., 2004. Influence of ammonium polyphosphate on the mechanism of thermal degradation of an acrylic binder resin. J. Applied Polymer Sci., 94: 717-729.
CrossRef - Duquesne, S., S. Magnet, C. Jama and R. Delobel, 2004. Intumescent paints: Fire protective coatings for metallic substrates. Surface Coatings Technol., 180-181: 302-307.
CrossRef - Gu, J.W., G.C. Zhanga, S.L. Donga, Q.Y. Zhanga and J. Konga, 2007. Study on preparation and fire-retardant mechanism analysis of intumescent flame-retardant coatings. Surf. Coat. Technol., 201: 7835-7841.
CrossRefDirect Link - Jayabalakrishnan, R.M., 2007. Effect of vermiculite as an ameliorant for paper mill effluent irrigated soil and on the productivity of sunflower. J. Agron., 6: 175-178.
CrossRefDirect Link - Jimenez, M., S. Duquesne and S. Bourbigot, 2006. Characterization of the performance of an intumescent fire protective coating. J. Surf. Coat. Technol., 201: 979-987.
CrossRef - Jimenez, M., S. Duquesne and S. Bourbigot, 2006. Intumescent fire protective coating: Towards a better understanding of their mechanism of action. Themochim. Acta, 449: 16-26.
CrossRef - Li, G., J. Yang, T. He, Y. Wu and G. Liang, 2008. An investigation of the thermal degradation of the intumescent coating MoO3 and Fe2O3. Surface Coating Technol., 202: 3121-3128.
CrossRef - Ribeiro, S.P.S., L.R.M. Estevao and R.S.V. Nascimento, 2007. Brazillian clays as synergistic agents in an ethylenic polymer matrix containing an intumescent formulation. J. Thermal Anal. Calorimetry, 87: 661-665.
CrossRef - Topcuoglu, O., S.A. Altinkaya and D. Balkose, 2006. Characterization of waterborne acrylic based paint films and measurement of their water vapor permeabilities. Progress Organic Coatings, 56: 269-278.
CrossRef - Wang, Z., E. Han and W. Ke, 2006. Effect of acrylic polymer and nanocomposite with nano-SiO2 on thermal degradation and fire resistance of APP-DPER-MEL coating. Polymer Degradation Stability, 91: 1937-1947.
CrossRef - Wang, Z., E. Han and W. Ke, 2007. Influence of expandable graphite on fire resistance and water resistance of flame-retardant coatings. Corrosion Sci., 49: 2237-2253.
CrossRef
ZAHIR PASHA Reply
who are the manufacturers of this fire retardant paint. Are there any producers of this paint in the UAE.