
Windarta .
Department of Mechanical Engineering, Universiti Teknologi PETRONAS, Bandar Seri Iskandar, 31750 Tronoh, Perak, Malaysia
M. Bin Sudin
Department of Mechanical Engineering, Universiti Teknologi PETRONAS, Bandar Seri Iskandar, 31750 Tronoh, Perak, Malaysia
Khairul Fuad
Department of Mechanical Engineering, Universiti Teknologi PETRONAS, Bandar Seri Iskandar, 31750 Tronoh, Perak, Malaysia
Journal of Applied Sciences
Year: 2011 | Volume: 11 | Issue: 9 | Page No.: 1636-1641







ABSTRACT
The interaction between wheel-rail produced defects on each other. Many studies of wear were done on interaction between the wheel-rail proposed using pin on disk tribometer. The present study proposes extend research using pin on disk with normal loads. The research aimed to determine the influence of applied load toward wear rate and wear mechanism on rail materials. Wear rate is determined using volumetric loss, and wear mechanisms on interaction between wheel-rail can be analyzed using Scanning Electron Microscopy (SEM). Energy Dispersive X-ray Spectroscopy (EDX) supposed to detect possibilities the presence of other elements on debris wear. The results show wear rate increase linearly from 2.27, 3.40 and 6.81 mm3 km-1 on 20, 40 and 60 N applied load, respectively. Experimental result shows that the wear rate increases 0.1135 in proportionally with the increasing of applied load. Wear mechanisms begin from abrasive wear of both contact surfaces, then following severe adhesive wear. EDX analysis shows presence of the third body from internal and external elements of contact surface material.
PDF Abstract XML References Citation
Received: October 22, 2010;
Accepted: November 01, 2010;
Published: April 18, 2011
How to cite this article
Windarta ., M. Bin Sudin and Khairul Fuad, 2011. Influence of Applied Load on Wear Characterizations of Rail Material. Journal of Applied Sciences, 11: 1636-1641.
DOI: 10.3923/jas.2011.1636.1641
URL: https://scialert.net/abstract/?doi=jas.2011.1636.1641
DOI: 10.3923/jas.2011.1636.1641
URL: https://scialert.net/abstract/?doi=jas.2011.1636.1641
INTRODUCTION
The wheel-rail system is a complicated surface interaction phenomenon. There are many activities occurred such as friction, wear, fatigue and vibration. All of the process caused damage on both side wheel as well as rail. When two engineering surfaces are loaded together there will be some distortion of each of them. These deformations may be purely elastic or may involve some additional plastic, and so permanent changes in shape. The contact between a heavily loaded wheel and rail caused spots contact area (Williams, 1994). In attempting to predict the likely damage to components, or their life under a given set of operating conditions, knowledge, or at least a realistic estimate, of the true stresses experienced by the material is crucially important. At the macroscopic level these might represent the contact between the wheel and rail, while at the microscopic level one can think about modeling the contact between individual surface asperities on two opposing surfaces.
Hundreds people are killed and more than thousands people injured because train accidents every year (Wikipedia, 2009). Most of the accidents have been caused by train derailed. There are several main causes of derailment: broken or misaligned rails, excessive speed, faults in the train and its wheels, and collisions with obstructions on the track. Derailment can occur as a secondary effect in the aftermath of a collision between two or more trains. Track damage was one of caused the derailment. Wear was one of the caused railway damage.
Wear is the progressive damage, involving material loss, which occurs on the surface of a component as a result of its motion relative to the adjacent working parts. For a particular dry or unlubricated at sliding situation such as the wheel or rail, the wear rate depends on normal load, the relative sliding speed, the initial temperature, and the thermal, mechanical, and chemical properties of the material in contact (Williams, 1994). If the interface is contaminated by solid third bodies (for example, by retained dirt or even just the retained debris from previous wear events) the situation can be much more complex. Loss of material depends not only on the hardness of the wearing surface but also of those of the counter face and contaminant. Twin disk wear testing used extensively for studying wear of wheel and rail materials has indicated that three wear regimes exist for wheel materials: mild, severe and catastrophic (Lewis et al., 2004). Pin-on-disk testing is a commonly used technique for investigating sliding wear (Ozsarac and Aslanlar, 2008). This method used volumetric loss and decrease in pin length as written in the following expression:
| (1) |
where, D is the diameter of specimen and hv is the decreasing in pin length. The friction coefficient is calculated using the following equation:
| (2) |
where, μ is the friction coefficient, Fp is the rate of angular friction force, FN is the applied normal load, dp is distance between the center to the pin and dN is distance the center to the normal force.
A number of different techniques have been used for studying wear of railway wheel steels (Lewis et al., 2004). Compared with plain track (i.e. straight tracks or curves, only made up ballast, sleepers and rails, rigidly connected to each other) a switch or crossing contains several special properties (Zwanenburg, 2007).
Due to the short transition curve in the switch or crossing, there is also a rapid change in lateral acceleration, called jerk. On plain track, a broken rail can still be passed by a train wheel due to built-in redundancy; a broken switch blade will lead to direct derailment of the first train that will run over it. The high number of cycles computed by a mechanical fatigue model suggests that mechanical fatigue failure of the rail could only occur where it has some defect or mechanical behavior alteration (welding links) ( Delprete and Rosso, 2009). Many of defects caused by rolling contact fatigue, so, it is important to evaluate rolling contact fatigue residual life. Laboratory wear tests were conducted on the two counter bodies (Witaszek and Witaszek, 2007).
The objectives of the study was to determine wear rate on rail materials and to define the wear mechanism on the rail materials.
In the past, many papers on rail wear were published. Hegadekatte et al. (2006) have predicted wear rate rail using pin on disk test. The wear rates were globally for the whole specimen, did not consider which contact surfaces part.
These experiments did not consider elastic foundation for contact pressure, deformation shear effect in contact, contact area and role of friction and stress distribution in wear process.
Jia et al. (2007) reported sliding wear behavior of copper alloy contact wire against the copper-based strip used in railway systems. The tests used variations electrical currents of 0, 7.5, 15, 22, 30, 40 and 50 A with maximum voltage E was controlled at 6 V in lab environment. The disk was rotated at 300 rpm for 4 h, corresponding to a sliding velocity of 5 m sec-1 (18 km h-1) and sliding distance of 72 km-1. The normal load of contact was 45 N. The wear rate of copper alloy increases with the increasing of electrical current. Adhesive wear, abrasive wear and electrical erosion wear are the dominant wear mechanisms during the electrical sliding wear processes. In this study, Jia et al. (2007) used constant loads and speed. This situation had been improved by Witaszek and Witaszek (2007). They investigated wear laboratory of elements of railway using Timken wear testing machine. The tests used three different normal loads (63, 108 and 153 N) and sliding speeds were 0.12, 0.25, 0.36 and 0.49 m sec-1. The tests were performed for 7.38, 14.76 and 22.15 m-1. The results indicate that the wear depends on such parameter as load, sliding distance and speed. The result showed that the higher the speed, the more decreasing the wear due to the appearance of the oxide films on the rubbing surfaces. The films prevent metal to metal contacts and adhesion. In 2008, Ozsarac and Aslanlar (2008) investigated wear behaviors of wheel-rail interface in water lubrication and dry friction using pin-on-disk. The tests applied various load of 10, 20, 30 and 40 N. The results found that the friction coefficient is decreasing in wet sliding experiments and weight and volumetric loss values of rail materials is less than that of wheel samples. An abrasive wear failure was observed in dry and wet friction conditions according to SEM micrographs of samples taken from wheel and rail.
Lewis and Olofsson (2003) have mapped rail wear transitions using twin disk and pin-on-disk machines to derive from measurements taken in the field. The twin disk tests show that three regimes (mild, severe and catastrophic) are presence. Using same machine, Vasauskas et al. (2005) tested strength of railway wheels under contact load. The results indicate existing anisotropy, in term of position of the test specimen. Material strength is importance, but it is unclear which material parameters that correlated to the resistance against subsurface cracks.
Hegadekatte et al. (2008) predicted modeling scheme for wear in tribometer. These researches used an approach that involves computationally incremental implementation of Archard’s wear model. These numerical researches can be used to identify the wear coefficient from pin-on-disk experimental data and also predict the wear depths within a limited range of parameter variation. The results showed that Archard’s wear model have a good agreement with the experimental data including the case when the tribometer was lubricated with water. Limitation of the research was a constant average pressure assumed over the contact area in any sliding distance increment. The worn out surface was assumed to be always flat so that contact area can be easily estimated.
Different with the previous researches, Delprete and Rosso (2009) proposed an instrument and a methodology for monitoring and diagnosis of a rail. Delprete used a simple transducer for measuring the vertical and lateral forces at the same time. The results showed that instrument can be used to forecast life assessment of the rail and to monitor ballast mechanical behavior. This instrument did not consider damage model on rail and not valid for speeds and bigger loads.
Wear cannot be removed completely, but it can be reduced. Zmitrowicz (2006) proposed friction and wear can be reduced by an optimal choice of forming of loads. The pin on disk testing machine is a typical device used to study friction and wear of materials. It is assumed that the cylindrical pin has small dimension in the cross-section but it has a finite dimension along its axis. Therefore, the pin can be described by a one-dimensional continuum as shown in Fig. 2. In the model, the contact region, the normal pressure and sliding velocity are known in advance. The normal pressure is given by pn. Abraded mass from the pin is given by:
| (3) |
where, ρp is the mass density of the pin, Ap is the area of contact (the cross-section area of the pin). n u is the depth of the material removed in the time of sliding t, which is defined as:
| (4) |
where, p i the wear intensity of pin, V is disk velocity.
Most of previous researches used pin-on-disk machine to determine wear rates, except a few proposed a new tests rig instruments. They used normal load below 50 N and small sliding speed. Meanwhile, normal load more than 50 N was untouched. Lateral and normal load, respectively were used a few researchers.
MATERIALS AND METHODS
Material: The materials used in this study are rail steels. The chemical composition of material is shown in Table 1.
Figure 1 shows the shape cut out disk and pin specimen. These places were selected to represent railhead-wheel flange contacts. Both railhead and wheel flange material have quite similar properties (Ozsarac and Aslanlar, 2008). So, this study uses the same material for pin and disk testing.
Testing: Pin-on-disk is commonly used in wear test. The tests use Ducom multi specimen testing machine designed according to ASTM G99 standards. Rail steel is cut to form disk specimen as mentioned in Fig. 2, which is 42 mm-1 in diameter and 5 mm-1 in width. Pin samples are prepared as 6 mm-1 in diameter and 12 mm-1 in length.
| Table 1: | Nominal chemical composition of the studied steel |
 | |
| Fig. 1: | Place of disk and pin cut specimens |
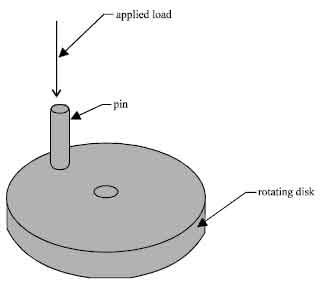 | |
| Fig. 2: | Pin-on-disk testing sketch |
During wear tests, the normal forces are applied. The normal forces of 20, 40, and 60 N are selected. Both pin and disk sample are polished using 120, 220 and 500 grit abrasive papers and cleaned with alcohol and dried.
The calculations of wear rate were done for pin and disk materials in dry conditions. The testing was performed under rotating speed of 100 rpm. Samples were weighted before and after each test and weight losses were recorded.
Weight loss was determined using Eq. 3. The other way to determine wear rate was volumetric loss. Volumetric loss was determined using Eq. 1.
Scanning Electron Microscope (SEM) is selected to determine wear mechanism on rail. EDX test is selected to determine possibility presence of transfer materials from pin materials to disk materials after pin-on-disk tests. Coefficient of friction was calculated using Eq. 2.
RESULTS AND DISCUSSION
This study investigates wear on rail materials depend on many variables. The influence of load on the wear volume of the rail steel can be presented such as in Fig. 3 showing the results of initial experiment.
Wear rate (measured) increases linearly from 2.27, 3.40 and 6.81 mm3 km-1 on 20, 40 and 60 N applied load, respectively. Experimental result shows that the wear rate increases proportionally with the increasing of applied load and it is found that the proportionality coefficient is 0.1135. These results show a good agreement with Archard wear equation.
 | |
| Fig. 3: | The influence of load on wear volume of rail steel, for a sliding speed of 100 rpm |
 | |
| Fig. 4: | Weight loss values of rail steel materials |
Wear tests results have same trend with Telliskivi and Olofsson (2004) results.
The change of weight loss values of pin and disk materials with applied load are shown in Fig. 4. Each specimen weighs electronically before and after pin-on-disk wear test. Weight losses of specimens are calculated for each load. Both pin and disk specimen weight losses increase with the increasing of load.
The recorded weight losses were 0.18, 0.27 and 0.53 mg m-1 for applied loads of 20, 40 and 60 N, respectively. These results have the same trend with Viafara et al. ( 2005).
The FESEM micrograph of pin and disk materials is shown in Fig. 5. There is plastic deformation at pin and disk interface. Surface cracks are observed in the micrograph of pin and disk specimens. Wear debris are shown as parallel lines in SEM micrograph. Parallel lines occurred because of surfaces ploughing. Surfaces can be ploughed by wear particles, hard particles entrapped from the environment and by hard asperities of the counterface. Irreversible plastic deformations in the surfaces are the results of ploughing. Since the surfaces are ploughed with evidence of plastic flow of a material, then scratches and grooves are generated on the surface.
Wear scar shows the present of third body particle on both pin and disc surfaces which explain the abrasive wear mechanism has occurred at the early stage of sliding. Due to the plastic deformation at the proceeding stage of wear interaction the following severe adhesive wear mechanism has developed (Lewis and Dwyer-Joyce, 2006).
Abrasive wear mechanism sketch is shown in Fig. 6. Abrasive wear occurs when one surface cuts material away from the second, although this mechanism very often changes to three body abrasion as the wear debris then acts as an abrasive between the two surfaces.
Figure 7 and Table 2 show EDX analysis results taken from the third body particle which present in the surface contact from Fig. 5d. The third body may be from internal and external. Internal third body caused by ploughed material. External third body may be from environment. The external particle element was assumed to be Natrium (Na) and Chlor (Cl) because they were not a common element in the sample material Coefficient of friction rail track materials was shown in Fig. 8. Coefficient of friction rail materials increase linearly with increasing normal load. This phenomenon was reported by Bushan and Kulkarni (1996). Ploughing at higher load is more than at smaller one. Ploughed materials increase traction forces.
| Table 2: | Chemical composition EDX analysis |
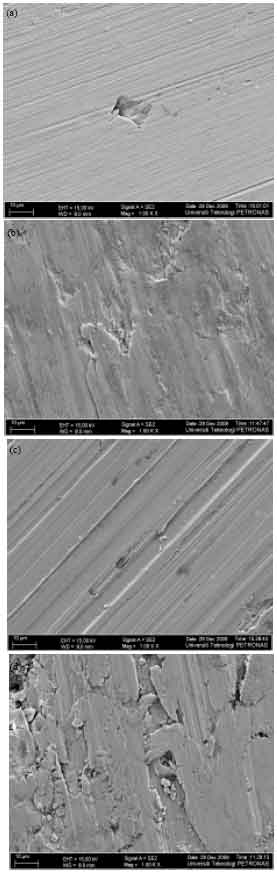 | |
| Fig. 5: | SEM Micrograph after pin on disk test: (a) Disk after 20 N applied load; (b) Disk after 60 N applied load; (c) Pin after 20 N applied load and (d) Pin after 60 N applied load |
 | |
| Fig. 6: | Abrasive wear mechanism sketch |
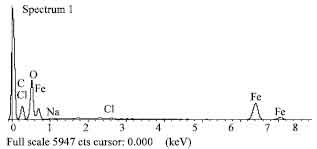 | |
| Fig. 7: | EDX analysis of Fig. 5d |
 | |
| Fig. 8: | Coefficient of friction rail track material vs. normal loads |
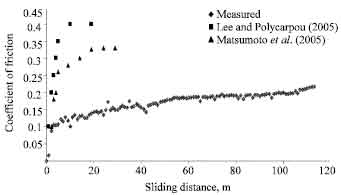 | |
| Fig. 9: | Coefficient of friction rail track materials |
Figure 9 showed the average coefficient of friction measured (0.2) was below from previous research by Lee and Polycarpou (2005) and Matsumoto et al. (2005). However, Tabor’s model showed that coefficient of friction values was 0.17-0.2 for ductile material.
CONCLUSION
The wear characterizations of rail material were performed. The results show:
| • | The wear rates increase linearly from 2.27, 3.40 and 6.81 mm3 km-1 on 20, 40 and 60 N applied load respectively. Experimental result shows that the wear rate increases 0.1135 in proportionally with the increasing of applied load. These results show a good agreement with Archard wear equation |
| • | Wear mechanisms show plastic deformation caused by abrasive wear. Plastic deformations in the contact surfaces are the results of ploughing |
| • | EDX analysis results show the presence of the third body. The internal third body is caused by ploughed material and the external third body might be caused by the interference of external substance from environment |
| • | The coefficient of friction rail material increases linearly with the increasing of normal load. Ploughing at higher load is responsible for higher values of coefficient of friction rail material |
ACKNOWLEDGMENT
The work reported in this study was supported in part by UTP Graduate Assistantship scheme.
REFERENCES
- Ozsarac, U. and S. Aslanlar, 2008. Wear behaviour investigation of wheel/rail interface in water lubrication and dry friction. Ind. Lubrication Tribol., 60: 101-107.
Direct Link - Zwanenburg, W.J., 2007. The swiss experience on the wear of railway switches and crossings. Proceedings of 7th Swiss Transport Research Conference, September 2007, Monte Verita/Ascona, pp: 1-15.
Direct Link - Delprete, C. and C. Rosso, 2009. An easy instrument and a methodology for the monitoring and the diagnosis of a rail. Mechanical Syst. Signal Process., 23: 940-956.
Direct Link - Witaszek, M. and K. Witaszek, 2007. Laboratory wear assessment of selected elements of railway transport means. Transport Prob., 2: 71-77.
Direct Link - Hegadekatte, V., N. Huber and O. Kraft, 2006. Modeling and simulation of wear in a pin on disc tribometer. Tribology Lett., 24: 51-60.
CrossRefDirect Link - Jia, S.G., P. Liu, F.Z. Ren, B.H. Tian, M.S. Zheng and G.S. Zhou, 2007. Sliding wear behavior of copper alloy contact wire against copper-based strip for high-speed electrified railways. Wear, 262: 772-777.
CrossRef - Vasauskas, V., Z. Bazaras and V. Capas, 2005. Strength anisotropy of railway wheels under contact load. Mechanika, 1: 31-38.
Direct Link - Hegadekatte, V., S. Kurzenhauser, N. Huber and O. Kraft, 2008. A predictive modelling scheme for wear in tribometers. Tribol. Int., 41: 1020-1031.
CrossRef - Zmitrowicz, A., 2006. Wear patterns and laws of wear-A review. J. Theor. Applied Mechanics, 44: 219-254.
Direct Link - Viafara, C.C., M.I. Castro, J.M. Velez and A. Toro, 2005. Unlubricated sliding wear of pearlitic and bainitic steels. Wear, 259: 405-411.
CrossRef - Lewis, R. and R.S. Dwyer-Joyce, 2006. Wear at the wheel/rail interface when sanding is used to increase adhesion. Proceedings of the Institution of Mechanical Engineers, Part F: Journal of Rail and Rapid Transit, 220: 29-41.
CrossRef - Bushan, B. and A.V. Kulkarni, 1996. Effect of normal load on microscale friction measurements. Thin Solid Films, 278: 49-56.
Direct Link - Lee, K.M. and A.A. Polycarpou, 2005. Wear of conventional pearlitic and improved bainitic rail steels. Wear, 259: 391-399.
CrossRef - Matsumoto, K., Y. Suda, H. Komine, T. Nakai and M. Tomeoka et al., 2005. A proposal of wheel/rail contact model for friction control. J. Mechanical Sci. Technol., 19: 437-443.
CrossRef