
Sami Ullah
Mechanical Engineering Department, Universiti Teknologi PETRONAS, Malaysia
Faiz Ahmad
Mechanical Engineering Department, Universiti Teknologi PETRONAS, Malaysia
P. S.M. Megat-Yusoff
Bandar Sri Iskandar, Tronoh 31750 Perak, Malaysia
Nurul Hazwani binti Azmi
Bandar Sri Iskandar, Tronoh 31750 Perak, Malaysia
Journal of Applied Sciences
Year: 2011 | Volume: 11 | Issue: 9 | Page No.: 1630-1635







ABSTRACT
Intumescent coating is an insulating system designed to decrease heat transfer from a fire to substrate structure to maintain its integrity. Zinc phosphate was used as primer coating on steel coupons for better protection from corrosion. The coating was based on Expandable graphite (EG), ammonium poly phosphate (APP), melamine, boric acid (B.A), bisphenol A epoxy resin BE-188 (BPA) and ACR Hardener H-2310 polyamide amine. Different formulations were developed to study the bonding of coating with steel substrate. The Intumescent coating was tested at 500°C for one h and it was found very stable and well bound with the steel substrate. Scanning Electron Microscope was used to study microstructure the substrate and bonding mechanism of coating with substrate after fire test. The results confirmed that coating was well bounded with steel substrate after fire test.
PDF Abstract XML References Citation
Received: October 22, 2010;
Accepted: November 01, 2010;
Published: April 18, 2011
How to cite this article
Sami Ullah, Faiz Ahmad, P. S.M. Megat-Yusoff and Nurul Hazwani binti Azmi, 2011. A Study of Bonding Mechanism of Expandable Graphite Based Intumescent Coating on Steel Substrate. Journal of Applied Sciences, 11: 1630-1635.
DOI: 10.3923/jas.2011.1630.1635
URL: https://scialert.net/abstract/?doi=jas.2011.1630.1635
DOI: 10.3923/jas.2011.1630.1635
URL: https://scialert.net/abstract/?doi=jas.2011.1630.1635
INTRODUCTION
Steel, as we know, does not burn but it does have a serious weakness as a construction material, in that it loses its structural strength at temperatures above approximately 550°C. The primary function of an intumescent coating applied to structural steel is to protect the steel for up to two hs, so that fire fighters are able to safely evacuate people from the building. The bonding mechanism between the substrate and the polymer is a fundamental aspect in bonding strength of intumescent coating. The poor bonding between the coating and the substrate will lead to char falls off the steel substrate leaving it unprotected. A strong bonding of intumescent coating in terms of physical and chemical properties is desired in order to form a protective char layer to achieve protected steel structure. The fire protection installed on the building was almost very crucial when the building is designed and constructed to ensure the safe evacuation of people from the building and is a prime requirement of building regulations in many countries. The market for intumescent coating technology grows rapidly due to the fact that architects and designers are increasingly using structural steel frames.
The use of fire retarded coatings is one of the easiest, one of the oldest and one of the most efficient ways to protect a steel substrate against fire (Vandersall, 1971). Intumescence can be described as fire retardant technology, which causes an otherwise flammable material to foam, forming an insulating barrier when exposed to heat. The most important characteristic of intumescence materials is that the heat exposure will initiate a chemical process that makes the material intumesce. Besides that, it presents several advantages, which it does not modify, the intrinsic properties of the materials; it is easily processed and may be used onto several materials such as metallic materials, polymers, textiles and wood. Because of ignition always occurs on the materials surface, it is important to concentrate the protective action at this place.
Intumescent coating is also called “passive fireproofing materials”, which means insulating systems designed to decrease heat transfer from a fire to the structure being protected. Generally, intumescence is accomplished with a minimum of three components: a source of mineral acid catalyst (typically ammonium polyphosphate), a source of carbon (typically pentaerythritol), a blowing agent (typically melamine) and bound together by a resin binder (Sorathia et al., 1992).
When an intumescent coating is subjected to heat, the surface begin to melt into highly viscous liquid and a series of chemical reactions occur that result in the release of inert gases with low thermal conductivity which is trapped inside the viscous liquid (bubble). The result is the expansion or foaming of the coating, sometimes up to several times its original thickness, to form a protective carbonaceous char that acts as an insulative barrier between the fire and the substrate (Sorathia and Creig, 1996).
Intumescent coating depends significantly on the ratio of carbon, nitrogen and phosphorus atoms in a compound. Although intumescent coatings are capable of exhibiting good fire protection for the substrate, they have several disadvantages such as water solubility, brushing problems and relatively high cost (Camino et al., 1989). Besides that, intumescent coatings still lack of several capabilities even though this technology is widely developed in the industry. Firstly, organic additives undergo exothermic decomposition, which reduces the thermal insulative value of the system. Secondly, the resulting carbonaceous char has low structural integrity and cannot withstand the mechanical stress induced by fire. Thirdly, toxicity issues and possible environmental contamination from small amounts of highly toxic combustion products released during accidental fires and during waste incineration.
The formulation of the coating has to be optimized in terms of physical and chemical properties in order to form an effective protective char (Cagliostro et al., 1975). Besides that, the bonding mechanism between the substrate and the polymer is also a fundamental aspect in bonding strength. A strong bond between the intumescent coating and steel substrate provides better protection of steel structures from fire. The bonding between the coating and the base metal is mainly by mechanical interaction and welding of coating particles with the metal (Bourbigot et al., 2004).
The aim of this research is to study the bonding mechanism of different intumescent coating formulations on the steel substrate. The bonding of intumescent coating with steel substrate will be studied before and after break out. The steel substrate surface will be prepared to a certain roughness and primer will be used for promoting of adhesion with the intumescent coating.
MATERIALS AND METHODS
Materials: Flake graphite, Ammonium poly phosphate (APP), Boric acid, Melamine, Bisphenol a epoxy resin BE-188 (BPA) and ACR Hardener H-2310 polyamide amine, Zinc phosphate and H2SO4.
Procedure: Expandable graphite was prepared by the mixing of graphite flake with H2SO4 with ratio of 1:1 respectively in a conical flask. After this mixture the flask was stirred at 25°C in a conical flask for 1 h. (Tushinsky et al., 2002; Wang et al., 2007; Bhagat, 2001). Washed with distilled water and filter the mixture. Leave the expandable graphite to dry in the oven with 60°C temperature. Using High Shear Mixer did mixing of all samples. All Chemicals are mixed homogeneously with their respective concentrations. The formulation was coated manually on the steel substrate. The coated substrate was cured in the oven at 60°C for one h. Muffle furnace was used for fire test at the temperature of 500°C.
RESULTS AND DISCUSSION
Figure 1, presents exerimental flow chart. Figure 2, formulation 1, it has the swelling percentage of 331%, formulation 2 has the swelling percentage of 355% while formulation 3 and 4 has the swelling percentage of 464% and 402%. From the result obtained, formulation 3 has the highest swelling percentage followed by formulation 4, 2 and 1. This is because of the weight percentage of every component for each formulation. Table 1 presents, by comparing formulation 1 and 2 when boric acid is constant, the swelling percentage of formulation 2 is higher than formulation 1; this is because of the weight percentage of each component used.
The expandable graphite and melamine was used for formulation 2 shows higher swelling percentage compared to Formulation 1. This is because of expandable graphite can expand very well compared to its original size and blowing agent can help in swelling since more gas will be released when exposed to fire. Weight percentage of APP used for formulation 1 is higher than formulation 2 but the expansion for formulation 1 is not really good because of low weight percentage of expandable graphite and melamine as it can make the char swelling even more.
| Table 1: | Compositions of intumescent coatings |
 | |
 | |
| Fig. 1: | Experimental flow chart |
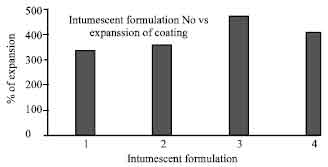 | |
| Fig. 2: | The percentage expansion of intumescent coating after fire test at 500°C |
Besides that, the weight percentage of every component used in formulation 1 is not well distributed so that the coating has the optimum physical and chemical properties to act as fire retardant.
By comparing formulation (2-3), which is when the weight percentage of expandable graphite is constant, formulation 3 gives better swelling percentage compared to formulation 2. This is because of higher weight percentage of APP and boric acid used in formulation 3 as APP can play a role as acid source and blowing agent. APP can speed up the formation of carbonaceous char because of phosphoric acid in it and of NH3 which improves the swelling. Boric Acid also can act as additives so that the char is hard enough. Boric acid also can obtain a high residue, which means that the amount of remaining char will be high. Besides that, it can play the role of blowing agent, provide a ‘glue’ to hold the combustion char together and provide structural integrity to the char. Thus, even though the weight percentage of melamine used in formulation 2 is higher, the other components are not high to produce high char residue. The structure of the effective char occur via a semi-liquid phase, which coincides with gas creation and expansion of the surface (Horrocks, 1996).
By comparing formulation (3-4) when melamine and Boric Acid are constant, formulation 3 gives better swelling percentage. This is because of the weight percentage of APP and expandable graphite used. Formulation 3 consists of 10% expandable graphite and 25% APP while formulation 4 consists of 15% expandable graphite and 20% APP. Formulation 3 swells more because of higher percentage of APP as APP can act as char residue formation and blowing agent even though has lower expandable graphite compared to formulation 4. Even though expandable graphite used in formulation 4 is higher, it cannot contribute to higher swelling. This indicates that in the formulation used, there is a certain limit of weight percentage where expandable graphite can contribute for better swelling. The APP additive degrades to yield ammonia (Cullis and Hirschler, 1981).
Scanning electron microscopy: The intumescent coating after fire testing and the produced char from the burnt coating sample is examined under scanning electron microscope (SEM) to observe and analyse the char. The char of the burnt samples were cut into smaller samples for the SEM examination.
Bonding mechanism analysis by SEM
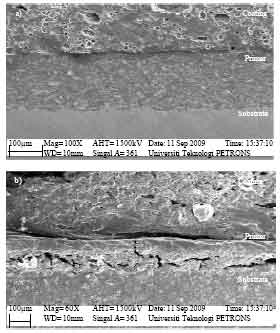
Steel substrate and primer coating before fire test: Figure 3a, 4a, 5a and 6a presents the SEM of the interface between substrate/primer and primer/intumescent. From the figures, the chemical composition of the interfaces of intumescent coating, zinc phosphate and substrate is homogenous but with jagged characteristics. This illustrate that the coatings are appropriately coat the substrate. The interface on the steel substrate surface is due to the blasting process used. The deformation observation is because of sand blasting during surface preparation. The surface roughness aids in developing adhesive bonding with interlocking effect.
For substrate/primer interface, it is found that there are no contaminants or pores embedded in the interfacial surface between the substrate and primer. Thus, we can conclude that the substrate/primer interfaces have strong boundary layer as no contaminants, which could act as stress concentration points. This reveals that the bonding mechanism between the primer coating and the substrate is of mechanical interlocking type instead of wettability of the primer coating.
It is found that there is no crack detected inside the intumescent layer or between intumescent/primer interfaces. An intumescent coating which is already cracked in the unburned state provides a diminished level of protection to the underlying substrate once it burns and forms a char since there is greater likelihood that the char formed will fall from the substrate leaving it unprotected.
Bonding mechanism after fire test: From the SEM images of Fig. 3b, 4b, 5b and 6b, we can observe that the bonding after fire testing has been altered and totally different from before fire testing is conducted. From the images, formulation 1 indicates that the interfaces of steel/primer/intumescent are poor bonded to each other while formulation 3 gives good bonding to each other.
As we all know, one of the important requirements of intumescent coating is the ability to uniformly form a carbonaceous char during a fire, which will adhere to the substrate without cracking in order to protect the underlying substrate. To have a uniform carbonaceous char, the formulation of the coating has to be optimized in terms of physical and chemical properties (Jimenez et al., 2006). This is proven that the weight percentage of each component of intumescent coating formulation must be optimized to give better bonding between intumescent coating and steel substrate.
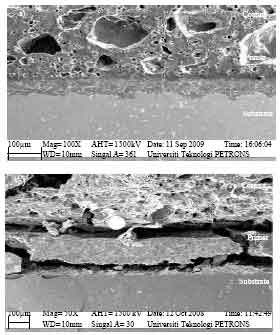 | |
| Fig. 3: | Formulation 1 a) the interface between substrate/ primer/intumescent before fire testing, b) the interface layer between substrate/primer/ intumescent after fire testing |
 | |
| Fig. 4: | Formulation 2 a) the interface between substrate/ primer/intumescent before fire testing, b) the interface layer between substrate/primer/ intumescent after fire testing |
Formulation 1 gives the lowest swelling percentage with poor size of micro pores as mentioned before. From Fig. 3b, the bonding mechanism is really poor. The intumescent layer is already detached from the primer coating while the primer coating is already cracked and debonded with the steel substrate. From Fig. 4b, formulation 2 presents that the intumescent coating is debonded with the primer coating and primer coating is just starting to debonded with the steel substrate which is indicates good bonding compared to formulation 1.
This is because of the weight percentage of each component used. By comparing formulation 1 and formulation 2 when boric acid is held constant, Formulation 2 gives better bonding. This is because the weight percentage of each component is better distributed compared to formulation 1. In formulation 1, the weight percentage of APP is too high and the weight percentage of expandable graphite is only 5% and melamine is 10%. From here, we can conclude even though the weight percentage of APP is high it will not contribute for a good bonding mechanism.
Figure 5b, formulation 3 presents very good bonding compared to other formulations with intumescent layer is still bonded with primer coating and primer coating still bonded nicely to the steel substrate with minor cracks. By comparing formulation 2 and formulation 3 when Expandable Graphite is held constant, formulation 3 gives better bonding mechanism because of weight percentage of APP and boric acid are 5% more than Formulation 2.
Figure 6b, the SEM image presents that formulation 4 is not bonded nicely compared to formulation 3. The intumescent layer is already debonded with the primer coating while the primer coating is still bonded nicely with the steel substrate. By comparing formulation 3 and formulation 4 when boric acid and melamine are held constant, formulation 3 gives better bonding compared to formulation 4. This is because in formulation 4, the weight percentage of expandable graphite is 15% which is the highest among other formulation and 20% of APP while formulation 3 only used 10% of expandable graphite and 25% APP. From this, we can conclude that the weight percentage of expandable graphite has its own certain limit so that optimization of the formulation can be achieved and yielding a good bonding mechanism. Boric Acid provides a ‘glue’ to hold the combustion char together A part of charring layer is off by gas because of the weak strength of adhesion. Some inorganic framework maintains at last, the most important components of the rudimental is the matter of inorganic phosphate and borates (Gu et al., 2007).
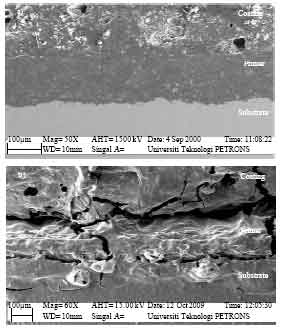 | |
| Fig. 5: | Formulation 3 a) the interface between substrate/ primer/intumescent before fire testing, b) the interface layer between substrate/primer/ intumescent after fire testing |
 | |
| Fig. 6: | Formulation 4 a) the interface between substrate/ primer/intumescent before fire testing, b) the interface layer between substrate/primer/ intumescent after fire testing |
CONCLUSION
From the analysis formulation 3 gives the best result with highest swelling percentage, good heat shielding effect and good bonding mechanism onto the steel substrate. The swelling percentage of intumescent coating is in the range from 331 to 464%. Formulation 3 has the highest swelling percentage follows by formulation 4, 2 and 1. The charring layer structure can be seen to become dust with lots of micro pores. The charring layer with many pores acts as the flame retardant effect, heat insulation and also protecting inner matrix materials. Formulation 1 indicates that the interfaces of steel/primer/intumescent are poor bonded to each other while formulation 3 gives the best bonding to each other due to different weight percentage of intumescent components used.
The weight percentage of each component in the intumescent coating formulation has its own limit where it will gives optimum results so that it can play its role as fire retardant which provide structural integrity to the char. Thus the char is harder and well bond to the steel substrate.
REFERENCES
- Sorathia, U., C.M. Rollhauser and W.A. Hughes, 1992. Improved fire safety of composites for naval applications. Fire Mater., 16: 119-125.
CrossRef - Camino, G., L. Costa and G. Martinasso, 1989. Intumescent fire-retardant systems. Polymer Degradation Stability, 23: 359-376.
CrossRef - Cagliostro, D.E., S.R. Riccitiello, K.J. Clark and A.B. Shimizu, 1975. Intumescent coating modeling. J. Fire Flamm., 6: 205-220.
Direct Link - Bourbigot, S., M. Le Bras, S. Duquesne and M. Rochery, 2004. Recent advances for intumescent polymers. Macromol. Mater. Eng., 289: 499-511.
CrossRef - Wang, Z., E. Han and W. Ke, 2007. Influence of expandable graphite on fire resistance and water resistance of flame-retardant coatings. Corrosion Sci., 49: 2237-2253.
CrossRef - Horrocks, A.R., 1996. Developments in flame retardants for heat and fire resistant textiles�the role of char formation and intumescence. Polym. Degrad. Stab., 54: 143-154.
CrossRef - Jimenez, M., S. Duquesne and S. Bourbigot, 2006. Intumescent fire protective coating: Towards a better understanding of their mechanism of action. Themochim. Acta, 449: 16-26.
CrossRef - Gu, J.W., G.C. Zhanga, S.L. Donga, Q.Y. Zhanga and J. Konga, 2007. Study on preparation and fire-retardant mechanism analysis of intumescent flame-retardant coatings. Surf. Coat. Technol., 201: 7835-7841.
CrossRefDirect Link