
P. S. M. Megat-Yusoff
Department of Mechanical Engineering, Universiti Teknologi PETRONAS, Bandar Seri Iskandar, 31750 Tronoh, Perak, Malaysia
M. R. Abdul Latif
Department of Mechanical Engineering, Universiti Teknologi PETRONAS, Bandar Seri Iskandar, 31750 Tronoh, Perak, Malaysia
M. S. Ramli
Department of Mechanical Engineering, Universiti Teknologi PETRONAS, Bandar Seri Iskandar, 31750 Tronoh, Perak, Malaysia
Journal of Applied Sciences
Year: 2011 | Volume: 11 | Issue: 9 | Page No.: 1618-1623







ABSTRACT
This study reports on the influence of injection molding processing parameters on mechanical properties of oil palm Empty Fruit Bunch (EFB) filled High Density Poly Ethylene (HDPE). The biocomposite pellets were first prepared using an extruder with 20 wt% EFB content before being processed in an injection-molding machine for specimen fabrication. Two processing parameters were varied systematically and independently during the composite sample fabrication. The holding pressure was increased from 60 to 90 bars while the injection temperature was varied from 150 to 210°C. The highest tensile strength of the composites was achieved at 70 bar holding pressure and 150°C injection temperature. However, the highest fracture strength was achieved at 80 bars whilst maintaining the injection temperature at 150°C. Flexural strength was shown to be unaffected by the varying pressure. The optimal processing parameters for highest mechanical performance were found to be at holding pressure of 80 bars and injection temperature of 150°C. Scanning Electron Microscopy (SEM) observation of the fractured surfaces revealed agglomeration of fibers which contributed to poor adhesion of the fibers to the matrix material.
PDF Abstract XML References Citation
Received: October 22, 2010;
Accepted: November 01, 2010;
Published: April 18, 2011
How to cite this article
P. S. M. Megat-Yusoff, M. R. Abdul Latif and M. S. Ramli, 2011. Optimizing Injection Molding Processing Parameters for Enhanced Mechanical Performance of Oil Palm Empty Fruit Bunch High Density Polyethylene Composites. Journal of Applied Sciences, 11: 1618-1623.
DOI: 10.3923/jas.2011.1618.1623
URL: https://scialert.net/abstract/?doi=jas.2011.1618.1623
DOI: 10.3923/jas.2011.1618.1623
URL: https://scialert.net/abstract/?doi=jas.2011.1618.1623
INTRODUCTION
Many of our modern technology today require materials with unusual combinations of properties that cannot be met by the conventional metal alloys, ceramics and polymeric materials (Hamrock et al., 2004). This is especially true for materials that are needed for aerospace, underwater and transportation applications. For example, aircraft engineers are increasingly searching for structural materials that are of low density, high strength, stiff, abrasion and impact resistant and high corrosion resistant. Frequently, higher strength and stiffer materials are relatively denser and generally results in lower impact strength (Barbucci, 2002). Therefore, a way of getting the desired properties of the required materials has been extensively studied under one of the engineering branches called composite.
Any new composites developed must be examined especially in terms of their mechanical properties to ensure their reliability during service in the intended industries. Mechanical properties of fiber filled polymer based composites depend on several factors such as fiber content and orientation, fiber length, fiber-matrix interfacial compatibility, processing technique and processing parameters (Brahmakumar et al., 2005; Tungjitpornkull and Sombatsompop, 2009; Khalid et al., 2008; Huda et al., 2008; Yang et al., 2007; Mathur et al., 2008).
Temperature has a profound influence on the formation of microstructure in any materials. Any change in the microstructure has a direct impact on a material’s properties, including mechanical properties such as tensile strength and modulus. However, only a limited number of studies were conducted in the past to investigate the influence of processing temperature on the mechanical properties of various types of natural fiber reinforced composites (Quijano-Solis et al., 2009; Xue et al., 2009; Barone et al., 2005; Ota et al., 2005). Findings have shown the influence of temperature on the elastic modulus of polyethylene composites reinforced with keratin fibers (Barone et al., 2005) although the tensile properties of kenaf fibers bundle were not significantly affected as long as the processing is less than 1 h. The combined effect of temperature and processing characteristics on fiber damage and hence on mechanical properties of composites require further investigation.
In terms of processing techniques, compression molding was a preferred technique compared to twin screw extruder in producing higher strength glass fiber reinforced wood/polyvinyl chloride composites due to less shearing effect and subsequently less fiber damage (Tungjitpornkull and Sombatsompop, 2009). Increasing the pressure during processing of polypropylene-hydroxyapatite composites using hot press has shown to increase the composites’ density, crystallinity, tensile strength and modulus (Younesi and Bahrololoom, 2009). The same study also indicated the influence of temperature on the composites’ impact resistance, tensile strength and modulus (Younesi and Bahrololoom, 2009). In another study, the effect of screw rotation speed on mechanical properties of polyolefin composites filled with curaua fibers was investigated. Increasing screw speed was shown to improve fiber distribution in the matrix but at the same time reduced the fiber aspect ratio leading to poorer mechanical performance of the composites (Mano et al., 2010).
Previous works related to effects of processing parameters on mechanical properties of composites have catered for different types of polymer based composites utilizing various types of fibers. The studies involved hot press, twin screw extruder and injection molding investigating the influence of temperature, injection pressure and rotating screw speed. The effects of injection temperature and holding pressure during injection molding process on mechanical properties of EFB-HDPE composites require further investigation. A better understanding on how processing may affect mechanical properties of composites would lead to better quality control of the resultant composite materials particularly where optimum mechanical performance is expected.
The objective of the current work was to investigate the relationships between injection molding processing parameters, such as injection temperature and holding pressure and mechanical properties of EFB-HDPE composite. The relationships derived from the study would highlight the optimal processing parameters for optimum mechanical performance of the composites.
MATERIALS AND METHODS
Materials: Sabutek Sdn. Bhd, Perak, supplied EFB employed in the form of short fiber. The HDPE matrix was obtained from Titan Petchem (M) Sdn. Bhd, Johor with a melting point of 130°C, melt flow index of 7 g min-1 and a density of 0.96 g cm-3.
Fiber preparation: EFB fibers were washed with hot water to remove any contaminants and subsequently dried. They were cut into an average length of 5 mm and passed through a 500 μm sieve to obtain uniform sized fillers. To remove the moisture content, the EFB was dried in an oven at 80-90°C for 24 h. At the end of the drying process, the moisture content of the fiber was reduced to 2-3%.
Composite preparations: The composite specimens containing 20 wt% EFB were compounded using the twin, co-rotating screw extruder Leistritz Type Mio27/GL-32D at a constant screw speed of 50 rpm. The length of the screw to the barrel internal diameter ratio (L/D) was 32:1. The temperatures were set to 140°C at zones 1 to 7, 200°C at the flange and 210°C at the die. The resulting compound was extruded through a single 2.5 mm rod die, cooled in water bath and pelletized.
The pelletized granules were then transferred to the Tat Ming ME20 III injection-molding machine to produce ISO 527-2, type 1B tensile test bars. Two series of samples were prepared. In one series, samples were produced at varying holding pressure of 60, 70, 80 and 90 bars while the injection temperature was maintained at 170°C. In another series, samples were prepared at various injection temperatures (zone 2 and 3) namely 150, 170, 190 and 210°C while holding pressure was fixed at 80 bars.
Mechanical testings: Both tensile and flexural tests of the specimens were conducted using LLOYD Instruments LR5K Universal Testing Machine. The tensile test was in accordance to ASTM D4762 with a crosshead speed of 5.0 mm min-1. The flexural test was conducted according to ASTM D790-97 with a support span of 65 mm and crosshead speed of 2.0 mm min-1. In each test, minimums of five specimens were tested for each processing temperature and the average values of the properties measured were reported.
RESULTS AND DISCUSSION
Effect of holding pressure: Figure 1 summarizes the mechanical properties of the EFB-HDPE samples prepared at varying holding pressure. Generally, holding pressure has shown to influence the composites tensile and fracture strength although with less impact on the flexural strength. Increasing the holding pressure to 70 bars has increased the tensile strength by 27% compared to that at lower holding pressure of 60 bars. However, increasing holding pressure further to 90 bars has decreased the value of the tensile strength by 13% compared to that at 70 bars. Holding pressure of 70 bars is the optimal holding pressure if tensile strength of the composite is of importance.
The injection molding holding pressure also influences fracture strength of the composites. The increase in holding pressure from 60 to 80 bars has resulted in higher fracture strength of the composites of 14.5 MPa, a marked improvement of 38%.
 | |
| Fig. 1: | Mechanical performance of EFB-HDPE composite samples fabricated at varying holding pressure |
However, further increase in holding pressure to 90 bars reduces the fracture strength by 36% compared to that at 80 bars. The findings indicate an optimal holding pressure of 80 bars if the highest fracture strength is required.
However, the variation in holding pressure does not affect the composites’ flexural strength in a systematic manner. Initially, the flexural strength decreases from 17.9 to 16.4 MPa as the holding pressure increases from 60 to 70 bars. The strength shows an increase of 16% as the holding pressure is further increased to 80 bars. Again, as the pressure is increased to 90 bars, the flexural strength reduces to 17.1 MPa. The results suggest an optimal holding pressure of 80 bars if flexural strength value is of interest.
Increasing holding pressure increases molecular orientation of the polymer chains of the matrix (Pantani et al., 2007). Increased molecular orientation results in increased level of crystallinity of the composites. It is also worth to note that the orientation of fibers in the composites is influenced by the injection direction during sample fabrication (Kim et al., 2001). Majority of the fibers are aligned along the tensile axis. Due to this effect, the composites are said to be anisotropic. These explain the observed improvement in tensile properties (tensile and fracture strength) of the composites as the holding pressure is increased from 60 up to 80 bars. However, if the holding pressure is increased beyond the optimal level, the molecular chains of the composite became overly packed resulting in chain entanglements and reduced crystallinity (Ota et al., 2005; Cermak et al., 2005). Hence, increasing the holding pressure beyond its limit during injection molding of EFB-HDPE composite could contribute to poorer tensile properties.
 | |
| Fig. 2: | Mechanical performance of EFB-HDPE composite samples fabricated at varying injection temperature |
Flexural strength is less affected by the holding pressure due to difference in load application compared to that in tensile mode. In flexural test, the load is applied normal to the fiber orientation and each fiber is experiencing both tensile and compressive forces. The influence of molecular chain orientation on flexural strength is observed to be less compared to the bonding compatibility of the fiber and matrix (Canche-Escamilla et al., 2002; Herrera-Franco and Valadez-Gonzalez, 2005).
Effect of injection temperature: The influence of injection temperature on mechanical properties of the EFB-HDPE composites developed is presented in Fig. 2. For all the mechanical properties measured, increasing the injection temperature has shown to be detrimental to the composite strength, both tensile and flexural.
Tensile strength of the composites decreases by 5% for every 20°C increment in the injection temperature. In total, a reduction of 15% in tensile strength is recorded as the injection temperature in zone 2 and 3 of the injection molding increases from 150 to 210°C. Although the optimal temperature is not observed within the range of temperature under investigation, lowering the temperature to below 150°C may not be ideal as the melting temperature of HDPE is between 130-137°C (Strong, 2006).
Similar trend is observed with fracture strength of the composites. Higher injection temperature has caused the fracture strength to decrease markedly. Composite processed at 150°C has fracture strength of 12.4 MPa. However, as the temperature is increased to 170°C, the fracture strength measured is only 8 MPa, a noticeable decrease of 35%. The fracture strength continues to decrease with another large drop of 35% as the temperature increases from 190 to 210°C. The findings indicate that a composite processed at 210°C exhibits 62% less fracture strength compared to that processed at 150°C.
Flexural strength is also affected by the increasing injection temperature. Continuous decrease in the flexural strength is noted as the injection temperature increases from 150 to 210°C. The largest drop in flexural strength of the composites occurs as the temperature increases from 150 to 170°C. Composites processed at injection temperature of 210°C have flexural strength of 16.4 MPa, 25% less that those processed at 150°C.
Processing the EFB-HDPE composites at higher injection temperature has shown to give negative impact to the composites tensile, fracture and flexural strength. Utilizing high injection temperature has resulted in heat induced degradation of the fibers (Fung et al., 2003), similar phenomenon was observed when using high screw speed (Mano et al., 2010). Other properties such as impact strength (Younesi and Bahrololoom, 2009), strain to failure and elastic modulus (Ota et al., 2005) are affected in the same manner. Hence, in order to obtain a composite with good mechanical properties, a lower injection temperature should be favored, as long as the polymer is well melted.
Fractured surface observations: Selected fractured tensile specimens are presented in Fig. 3. Most specimens shows typical brittle-like fracture surface with localized ductile failure contributed by the matrix. A shear-like failure occurred in the specimen processed at 190°C as the fracture surface was aligned to about 30°C to the transverse of the tensile axis. Further investigation needs to be done to ascertain why this material behaved as such.
Surface morphology observation was done using the facility LEO Model 7353 1430VP Scanning Electron Microscopy (SEM) available at Universiti Teknologi Petronas. Micrographs were taken from representative of the samples. Selected SEM micrographs of the fractured surface are presented in Fig. 4. Similar fracture surface was found in most specimens. Evidence of fiber debonding was present but it was not clear whether debonding have occurred prior to testing. There was consistent evidence that the fibers were not of uniform cross-section and there was a tendency for the fiber to agglomerate in certain regions of the specimen cross-section. This suggests that the current processing technique have not been successful in producing well-dispersed fibers within the thermoplastic.
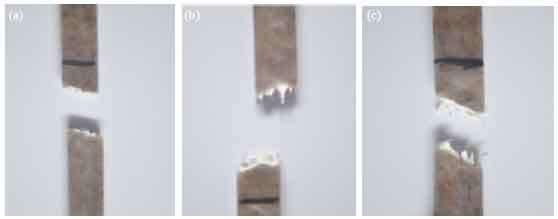 | |
| Fig. 3: | Typical fracture specimens processed (a) at 70 bar pressure, (b) at 170°C and (c) at 190°C |
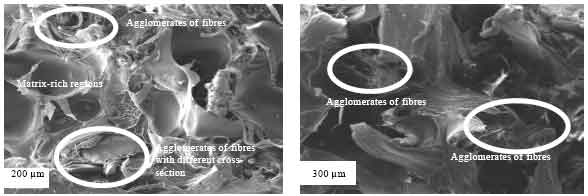 | |
| Fig. 4: | Typical SEM micrographs of fracture surface of specimens processed (a) at 70 bars (b) at 190°C |
This resulted in matrix-rich regions as well as poor adhesion of fibers to the matrix to the detriment of the tensile properties.
This explained the poor mechanical properties (tensile strength in particular) of the biocomposite compared to pure HDPE.
The properties of the biocomposite under investigation were no better than the pure matrix, rendering the fibers acting more like filler and not a reinforcing agent.
CONCLUSIONS
Oil palm empty fruit bunch-HDPE biocomposite had been developed in this research. The effects of holding pressure and injection temperature on the mechanical behavior of composites were investigated. Increasing the injection molding holding pressure up to an optimal level of 80 bars could enhance mechanical properties of composites. This was due to induced crystallinity of the polymer molecular chains and orientation of the fibers. On the other hand, increasing injection temperature during processing contributed to poorer mechanical performance of the composites. Composites should be processed at 70 to 80 bars and at injection temperature of 150°C for optimum strength. SEM images of the fracture surface suggested that there was poor dispersion of the fiber within the matrix and there was tendency for the fibers to bundle together. This weakened the interface and ultimately produces no reinforcement effect in terms of mechanical properties. Future work must include a better way of improving this.
ACKNOWLEDGMENTS
The authors thank the Universiti Teknologi PETRONAS for supporting the research work especially to Mr. Faisal and Mr. Irwan for taking the SEM images.
REFERENCES
- Brahmakumar, M., C. Pavithran and R.M. Pillai, 2005. Coconut fibre reinforced polyethylene composites: Effect of natural waxy surface layer of the fibre on fibre/matrix interfacial bonding and strength of composites. Composites Sci. Technol., 65: 563-569.
CrossRef - Tungjitpornkull, S. and N. Sombatsompop, 2009. Processing technique and fiber orientation angle affecting the mechanical properties of E-glass fiber reinforced wood/PVC composites. J. Mater. Process. Technol., 209: 3079-3088.
CrossRef - Khalid, M., C.T. Ratnam, T.G. Chuah, S. Ali and T.S.Y. Choong, 2008. Comparative study of polypropylene composites reinforced with oil palm empty fruit bunch fiber and oil palm derived cellulose. Mater. Design, 29: 173-178.
CrossRef - Huda, M.S., L.T. Drzal, A.K. Mohanty and M. Misra, 2008. Effect of fiber surface-treatments on the properties of laminated biocomposites from poly(lactic acid) (PLA) and kenaf fibers. Composites Sci. Technol., 68: 424-432.
CrossRef - Yang, H.S., H.J. Kim, H.J. Park, B.J. Lee and T.S. Hwang, 2007. Effect of compatibilizing agents on rice-husk flour reinforced polypropylene composites. Composite Struct., 77: 45-55.
CrossRef - Mathur, R.B., S.R. Dhakate, D.K. Gupta, T.L. Dhami and R.K. Aggarwal, 2008. Effect of different carbon fillers on the properties of graphite composite bipolar plate. J. Mater. Process. Technol., 203: 184-192.
CrossRef - Quijano-Solis, C., N. Yan and S.Y. Zhang, 2009. Effect of mixing conditions and initial fiber morphology on fiber dimensions after processing. Composites Part A: Applied Sci. Manuf., 40: 351-358.
CrossRef - Xue, Y., Y. Du, S. Elder, K. Wang and J. Zhang, 2009. Temperature and loading rate effects on tensile properties of kenaf bast fiber bundles and composites. Composites Part B: Eng., 40: 189-196.
CrossRef - Barone, J.R., W.F. Schmidt and C.F.E. Liebner, 2005. Compounding and molding of polyethylene composites reinforced with keratin feather fiber. Composites Sci. Technol., 65: 683-692.
CrossRef - Ota, W.N., S.C. Amico and K.G. Satyanarayana, 2005. Studies on the combined effect of injection temperature and fiber content on the properties of polypropylene-glass fiber composites. Composites Sci. Technol., 65: 873-881.
CrossRef - Younesi, M. and M.E. Bahrololoom, 2009. Effect of temperature and pressure of hot pressing on the mechanical properties of PP-HA bio-composites. Mater. Design, 30: 3482-3488.
CrossRef - Mano, B., J.R. Araujo, M.A.S. Spinace and M.A. de Paoli, 2010. Polyolefin composites with curaua fibres: Effect of the processing conditions on mechanical properties, morphology and fibre dimensions. Composites Sci. Technol., 70: 29-35.
CrossRef - Pantani, R., I. Coccorullo, V. Speranza and G. Titomanlio, 2007. Morphology evolution during injection molding: Effect of packing pressure. Polymer, 48: 2778-2790.
CrossRef - Kim, E.G., J.K. Park and S.H. Jo, 2001. A study on fiber orientation during the injection molding of fiber-reinforced polymeric composites: Comparison between image processing results and numerical simulation. J. Mater. Process. Technol., 111: 225-232.
CrossRef - Cermak, R., M. Obadal, P. Ponizil, M. Polaskova, K. Stoklasa and A. Lengalova, 2005. Injection-moulded α- and β-polypropylenes: I. Structure vs. processing parameters. Eur. Polymer J., 41: 1838-1845.
CrossRef - Canche-Escamilla, G., J. Rodriguez-Laviada, J.I. Cauich-Cupul, E. Mendizabal, J.E. Puig and P.J. Herrera-Franco, 2002. Flexural, impact and compressive properties of a rigid-thermoplastic matrix/cellulose fiber reinforced composites. Composites Part A: Applied Sci. Manuf., 33: 539-549.
CrossRef - Herrera-Franco, P.J. and A. Valadez-Gonzalez, 2005. A study of the mechanical properties of short natural-fiber reinforced composites. Composites Part B: Eng., 36: 597-608.
Direct Link - Fung, K.L., X.S. Xing, R.K.Y. Li, S.C. Tjong and Y.W. Mai, 2003. An investigation on the processing of sisal fibre reinforced polypropylene composites. Composites Sci. Technol., 63: 1255-1258.
CrossRef