
Nassir D. Mokhlif
Department of Mechanical Engineering, Universiti Teknologi PETRONAS, Bandar Seri Iskandar, 31750 Tronoh, Perak, Malaysia
Hussain H. Al-kayiem
Department of Mechanical Engineering, Universiti Teknologi PETRONAS, Bandar Seri Iskandar, 31750 Tronoh, Perak, Malaysia
Journal of Applied Sciences
Year: 2011 | Volume: 11 | Issue: 9 | Page No.: 1594-1599







ABSTRACT
Waxing-dewaxing process during the lubricating oil manufacturing is a multi phase, multi component flow with heat and mass transfer. Such process needs mathematical description of wax crystallization, fluid flow and heat transfer to predict e.g., mass fraction, crystals number, size and shape, pressure drop and temperatures distribution incrementally along the flow. The present study deals with the modeling and analysis of the waxing-dewaxing process. The exact solution is not achievable and the numerical technique is the best adaption to simulate and solve the governing equations of multi phase, multi component of the non-Newtonian feed stock flow in the wax scraper system. The study, also, consists of chemical analysis to predict the thermal and physical properties of feedstock, wax content, cloud point and pour point. The simulation results will be compared with the site operation data.
PDF Abstract XML References Citation
Received: October 22, 2010;
Accepted: December 24, 2010;
Published: April 18, 2011
How to cite this article
Nassir D. Mokhlif and Hussain H. Al-kayiem, 2011. Modeling of the Waxing-dewaxing Process in Scraped Surface Exchangers. Journal of Applied Sciences, 11: 1594-1599.
DOI: 10.3923/jas.2011.1594.1599
URL: https://scialert.net/abstract/?doi=jas.2011.1594.1599
DOI: 10.3923/jas.2011.1594.1599
URL: https://scialert.net/abstract/?doi=jas.2011.1594.1599
INTRODUCTION
There is a void in detailed understanding and modeling of the waxing-dewaxing process in the scraped surface exchangers and chillers in unit, in the petroleum industry. Dewaxing process is one of the most important and most difficult processes in lubricating oil manufacturing (Gary and Handwerk, 2001). All lube stocks, except those from a relatively few highly naphthenic crude oils, must be dewaxed or they will not flow properly at ambient temperatures. There are two types of processes in use today. One uses is a selective hydrocracking process to crack the wax molecules to light hydrocarbons. The other uses refrigeration to crystallize the wax and solvent to dilute the oil portion sufficiently to permit rapid filtration to separate the wax from the oil. There are two principle solvents used in solvent dewaxing processes, the first one is the propane with direct chilling and ketone with indirect chilling. Ketone dewaxing process is an extractive crystallization process and is the most widely used dewaxing process in the petroleum industry. The dewaxing process in a series of double pipe scraped surface exchangers and chillers is shown schematically in Fig. 1 (Worthington, 1984). The waxy feedstock is heated above the cloud point to dissolve all the wax content. Next, the feed diluted with a solvent containing toluene as the oil solvent and Methyl Ethyl Ketone (MEK) as the wax antisolvent.
 | |
| Fig. 1: | Double pipe scraped surface exchangers and chillers in solvent dewaxing unit (Worthington, 1984) |
The exchangers shall perform cooling of the feedstock by means of a counter current flow of filtrate as a cooling agent which is a mixture of dewaxed oil and solvent obtained in the vacuum filtration section.
The chillers shall complete the feedstock cooling bymeans of propane evaporation in two stages consist of high and low temperatures of the propane. An incremental dilution in multi injection points used for additional dilution to the solution to maintain sufficient liquid for easy handling as the temperature is decreased and the wax crystallizes from solution. Scraped Surface Heat Exchanger (SSHE) is a specialized piece of heat transfer equipment that handles products that are viscous, that contain particles and that tends to deposit and form films on the heat transfer surface (Sequerira, 1994).
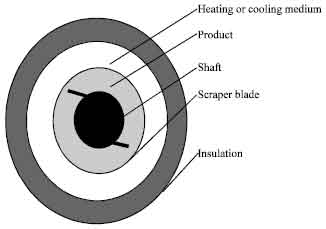 | |
| Fig. 2: | Cross section of double pipe scraped surface crystallizer (Rao and Hartel, 2006) |
It is built as a double pipe element as shown in Fig. 2 (Rao and Hartel, 2006). The area between the inner pipes contains a rotating scraper element spaced throughout the length of the pipes which mixes the process fluid and removes deposit which may form on the tube wall as result of the cooling. In analyzing particulate system such as SSHE, there is a further need to describe the kinetics of mass crystallization. Crystallization is a low energy separation of organic chemicals, is a one way process, the heat is removed, crystals are formed and the mixture of crystals and solution are then separated (Bloch and Soares, 1998).
The first step of mass crystallization is the calculation of mass balance from knowledge of solution concentrations, but in crystallization processes a further conservation equation is required to account for particles number, crystal size distribution and quantify processes such as nucleation, crystal growth, agglomeration and breakage (Jones, 2002).
This is known as population balance, with this mathematical framework introduced a better understanding of the kinetics of the wax crystallization under various operation conditions in scraped surface exchangers and chillers in Ketone Dewaxing Unit.
The major objective of this study is to present an analytical approach to simulate the dewaxing process for different types of lube oil feedstock in double pipe scraped surface as a line production in a typical MEK dewaxing unit. The simulation is based on a mathematical model which links the fluid flow, expressed by Navier-Stokes equation in cylindrical coordinates, the thermal energy balance, expressed by the energy equation with the kinetics of wax crystallization. The complicated two-phase two-component flow is expressed by mixture density based on the mass fraction of the phases. The non Newtonian viscosity is expressed by the power law model.
The exact solution is not possible to such complicated flow and the numerical technique by coding the model in MATLAB is the proposed solution method.
PREVIEW OF RELATED WORKS
When introducing automatic control systems in the petroleum refining industry, a mathematical description is required for the processes to be controlled. The development of a mathematical description of the lube oil dewaxing will deliver better understanding of the kinetics of wax crystallization as such process is affected by rate of chilling and the amount of incremental dilution, or on the influence of these factors on the shape and number of crystals. As many parameters are involved in the dewaxing process in the SSHE, a simulation of the process can accomplish the control system of the unit to keep the operation process in the standard design range.
Most of the studies dealing with the processes in SSHE as a crystallizer focused on mass crystallization from aqueous solution in lab SSHE. A very limited published analysis works which deals with the kinetics of wax crystallization from waxy oil-solvent slurry in SSHE. Klimenko et al. (1977) presents experimental results of the process of crystallization of three samples of highly purified paraffin wax, dissolved in Methyl Ethyl Ketone solution. One of the basic factors influencing the dewaxing process is the initial chilling rate of solution. The experimental data shows that an increasing in chilling rate produces extensive nucleation so that the average crystal is smaller and the number of crystals per unit volume of solution is greater. Bessarabov et al. (1996) introduced a mathematical model of the kinetics of wax crystallization from a raffinate-solvent solution in scraped crystallizer. The kinetics of crystallization processes is described by using jth moment transformation of population density function. A suggestion that the wax crystallized on the inside tube wall in scraped channel has the form of a hollow cylinder, so in order to solve the kinetic problem of wax crystallization in such a way that the temperature distribution in a wax layer crystallized on the tube wall at any moment of time must be determined.
Chi (2001) investigated the performance of an industrial scraped surface ice generator from brine solution in steady state operation in both experimentally and numerically. The prediction of heat transfer rate in scraped surface channel is characterized in two regions with and without ice crystals. He has used the empirical approach involving dimensional analysis. In ice crystallization region, heat and mass balance performed at each axial segment were the ice fraction distribution formulated as a function of heat transfer rate and initial salinity of the brine. The predicted results from the simulation model such as salt concentration, bulk temperature and ice fraction along the axial distance of scraper channel shows a good agreement with the measurements results.
Tahti (2004) conducted an experimental work on the SSHE using aqueous solution. The kinetics of crystallization process described two factors; nucleation and crystal growth rates which are predicted simultaneously in steady state operation by using Mixed Suspension Mixed Product Removal (MSMPR) population balance developed by Randolph and Larson (1988). The main variables investigated during the experiments were the rotational speed of the scraper blades, the concentration of the feed solution, the temperature of cooling media and the residence time. The experimental results showed that it is possible to control the size and the shape of the product crystals by adjusting the scraper parameters. An empirical equation was used to describe the heat transfer coefficient in the scraper side. A major limitation of the MSMPR model is that the interplay of fluid flow, heat transfer and crystallization kinetics is not modeled. Lakhdar et al. (2005) have carried out an experimental study on a SSHE which was used for freezing of water-ethanol mixture and aqueous sucrose solution. The influence of various parameters on heat transfer intensity was investigated on such product type and composition, flow rate, blade rotation speed and the distance between the blade edge and tube wall. The results show that the internal heat transfer coefficient depends mainly on rotation speed. Lakhdar et al. (2005) carried out an experimental study for ice crystallization from sucrose aqueous solution in SSHE. The study focused on the experimental measurements of heat transfer and power consumption of the drive shaft ith and without phase change. For freezing stage (ice crystals formation), a coupling of heat and mass transfer done by assuming that the measured bulk temperature is the same freezing point temperature of sucrose solution where a correlation exists. The experimental results showed that the overall heat transfer coefficient having a step functional jump at the onset time of phase change and the magnitude of heat transfer gain with phase change greater than that without phase change.
Qin et al. (2006) presented a computer modeling of combined CFD-Population Balance (PB) for sucrose solution in SSHE. The modeling consist of coupling of steady state fluid flow that was adopted for the simulation of the transient heat transfer and ice crystallization, where different time is corresponded to different location of the transverse plane along the axial direction of the exchanger. Only the ice crystal nucleation and growth rates have been described by discrete population balance equation rather than the moment transformation. Another development of numerical modeling of sucrose solution freezing in SSHE is presented by Benkhlifa et al. (2008) where two approaches have been used. The first one is a 2-D transient approach considering thermodynamical equilibrium between solid and liquid phases. Assumption lead to consider the two phase mixture as an equivalent single phase fluid for which the mass ice fraction depends only on local temperature for a given initial solutes mass fraction. The second approach is a 1-D radial transient model where a suggestion to replace the geometrical description of scraping blades by an effective radial diffusivity. The model coupled the discrete population balance equation with CFD modeling in such case the evolution of the population density, temperature, ice fraction and mean crystal size in the exchanger were obtained. It can be realized that the literature suffers a lack of published studies dealing with the analyses of dewaxing process in SSHE. The reason behind that, that those processes are very confidential to the petroleum industry companies. The design of SSHE's has been in the hands of companies manufacturing commercial heat exchangers and as a result, is largely kept secret’.
SIMULATION MODEL OUTLINES
The present study consists of a model that describes the kinetics of wax crystallization from waxy oil-solvent mixture in SSHE. This model couples mathematical models for energy (heat transfer), fluid flow (mass, momentum) and the constriction distribution in the flow. The coupling between the kinetic and the heat transfer models will be done by a correlation equation to connect the periodic concentration of process fluid and the heat transfer rate to complete prediction of the wax crystallization.
Kinetics of wax crystallization: The general mathematical model of the kinetics of wax crystallizes from the wax-oil-solvent solution is described by using the moment transformations of population balance and consideration of the processes of nucleation and crystal growth rates is as follows:
| (1) |
where, Mj are the moment transformation function, B is the nucleation, G is the crystal growth and t is the time. The equation above can be rearranged as follows:
| (2) |
| (3) |
The first four moments (M0, M1, M2, M3) represent the total crystal number, total crystal length, total surface area and crystal mass (phase volume).
The nucleation and growth rates can be expressed in the following forms:
| (4) |
| (5) |
where, C and C* are solute and equilibrium concentrations, kb and kg are nucleation and growth rate constant and b and g are power indices.
The heat transfer modeling: The energy equation of the scraped surface channel will be solved to predict the temperature distribution in 2-D transient state as follow:
| (6) |
where, α is the thermal diffusivity, T is temperature, t is time, r is radial direction and z is the axial flow direction.
The fluid flow modeling: The fluid flow can be further simplified to the equivalent single phase of the mixed phases (Lakhdar et al., 2005; Lian et al., 2006), incompressible and steady flow in scraper channel. Accordingly, the mass conservation equation becomes:
| (7) |
and momentum represented in Navier-Stokes equation:
r-component:
 | (8a) |
z-component:
 | (8b) |
A very important assumption is the local thermodynamic equilibrium within the chilling zone, to predict the thermal and physical properties by knowing the wax mass fraction in the slurry. The slurry density of the mixture could be obtained from:
| (9) |
where, ρ, ρs and ρ l are the densities of the mixture slurry, solid wax and liquid solution. Φm is the wax mass fraction. The volume fraction of the wax in the slurry is:
| (10) |
For engineering applications, the Power-Law or Ostwald-De-Waele model is the most frequently used two-parameter generalized non Newtonian fluid model. It is given by:
| (11) |
where, K is the consistency index, n is the power law index and is the shear rate. For the power-law fluids, the apparent viscosity, γa decreases as the increases for n < 1. If n<1; the fluid is said to be pseudoplastic or shear-thinning fluid.
RESULTS AND DISCUSSION
The simulation model results compare first with standard operation conditions of two types of feedstock (Spindle oil and Intermediate oil) depending on the standard manual design of the unit. The main comparison is the bulk temperatures and pressure distribution of the feedstock in axial direction of the pipeline with the measurements of temperature and pressure as shown in Fig. 3 and 4.
This comparison will ensure that the model has a good agreement or not. The good agreement of bulk temperature of the solution will enable to predict the wax mass fraction in segment distance beside the characteristic of wax crystal as this unit is designed for uniform and moderate size.
 | |
| Fig. 3: | Temperature distribution in scraped surface exchangers and chillers in line train Worthington (1984) Data Book |
 | |
| Fig. 4: | Pressure distribution in scraped surface exchangers and chillers in line train Worthington (1984) Data Book |
As the chilling rate is the main factor to control the cooling of the dewaxing process in the scraped surface exchangers and chillers, so the simulation model will enable to inspect the chilling rate incrementally along the axial distance, as this unit is designed at uniformly slow rates, of e.g., 1 to 8° F. min-1, (0.56 to 4.4°C min-1) (Harrison et al., 1989)
CONCLUSION
The outline of simulation model describes the dewaxing process performance in double pipe scraped surface heat exchanger. The simulation deals with non Newtonian multi-phase multi-components fluid flow. Hence suitable expressions for the fluid properties are presented and involved in the model to permit prediction of the waxing rate on the internal surface of the outer pipe. The incremental mass fraction along the axial location of the pipe is evaluated by prediction of the removed wax in a scraped segment surface. The model will also specify the chilling rate, cloud point location, the pressure distribution, the overall heat transfer coefficient and the crystals characteristic. This model presents the capability of the effect of the solvent injection point for each feedstock. The simulation results will be compared with the real data from the field work. The feature work will be develop a simulation model can be accomplish the control system of the unit, in order to inspect the processing of the lubricant oil dewaxing before the each solvent injection point.
ACKNOWLEDGMENT
The authors would like to acknowledge Universiti Teknologi PETRONAS for sponsoring the presented work under the GA scheme.
REFERENCES
- Benkhlifa, H., A.H. Amamou, G. Alvarez and D. Flick, 2008. Modeling fluid flow heat transfer and crystallization in a scraped surface heat exchanger. Acta Hort., 802: 163-170.
Direct Link - Bessarabov, A.M., V.P. Meshalkin and B.E. Sel'Skii, 1996. Calculation of process of lubricating oil dewaxing in a scraper-crystallizer. Chem. Pet. Eng., 32: 139-143.
CrossRef - Rao, C.S. and R.W. Hartel, 2006. Scraped surface heat exchangers. Crit. Rev. Food Sci. Nutr., 46: 207-219.
CrossRef - Klimenko, E.T., M.N. Seliverstov and M.I. Falkovich, 1977. Kinetics of wax crystallization from methyl ethyl ketone solutions. Chem. Technol. Fuels Oils, 13: 712-714.
CrossRef - Lakhdar, M.B., R. Cerecero, G. Alvarez, J. Guilpart, D. Flick and A. Lallemand, 2005. Heat transfer with freezing in a scraped surface heat exchanger. Applied Therm. Eng., 25: 45-60.
CrossRef - Lian, G., S. Moore and L. Heeney, 2006. Population balance and computational fluid dynamics modeling of ice crystallization in a scraped surface freezer. Chem. Eng. Sci., 61: 7817-7826.
CrossRef - Qin, F., X.D. Chen, S. Ramachandra and K. Free, 2006. Heat transfer and power consumption in a scraped-surface heat exchanger while freezing aqueous solutions. Separat. Purificat., 48: 150-158.
CrossRef