
H.R. Ghazvinloo
Department of Materials Engineering, Semnan University, Semnan, Iran
A. Honarbakhsh Raouf
Department of Materials Engineering, Semnan University, Semnan, Iran
Journal of Applied Sciences
Year: 2010 | Volume: 10 | Issue: 8 | Page No.: 658-663







ABSTRACT
Generally, the quality of a weld joint is strongly influenced by process parameters during the welding process. In order to achieve high quality welds, the bead geometry and mechanical properties of the weldments should be provided accuracy. The present study highlights an experimental study carried out to analyze the effects of various FCAW welding parameters on weld width and tensile properties of weld metal extracted of a butt joint. The welding current, arc voltage and welding speed were chosen as variable parameters and due to high application in industry; welding assemblies were prepared from low carbon steel. The welding currents were chosen as 240, 280, 320 A, arc voltages were chosen as 26, 30 and 34 V and welding speeds were chosen as 40, 50 and 60 cm min-1 for all experiments. The results of this study helps in selecting welding process parameters to achieve the desired geometry and tensile properties for weld quickly.
PDF Abstract XML References Citation
How to cite this article
H.R. Ghazvinloo and A. Honarbakhsh Raouf, 2010. Effect of Gas-Shielded Flux Cored Arc Welding Parameters on Weld Width and Tensile Properties of Weld Metal in a Low Carbon Steel. Journal of Applied Sciences, 10: 658-663.
DOI: 10.3923/jas.2010.658.663
URL: https://scialert.net/abstract/?doi=jas.2010.658.663
DOI: 10.3923/jas.2010.658.663
URL: https://scialert.net/abstract/?doi=jas.2010.658.663
INTRODUCTION
FCAW process used in the experimental stage is a fully automated process, in which the welding electrode is a tubular wire that is continuously fed to the weld area. The flux materials are in the core of the tube. The outer shell of the tube conducts the electricity that forms the arc and then becomes the filler metal as it is consumed (Aloraier et al., 2006). Recent studies indicate (Ibrahim and Shehata, 1999, 2000; Sadek et al., 2001) that FCAW has a number of advantages over the common welding techniques available that use solid wires such as Manual Metal Arc Welding (MMAW) and Gas Metal Arc Welding (GMAW). To predict the effect of welding process variables on weld bead geometry and hence quality, researchers have employed different techniques (Benyounis et al., 2005a, b; Xue et al., 2005; Correia et al., 2005; Kim et al., 2002, 2003, 2005; Juang and Tarng, 2002).
Xue et al. (2005) presented the possibilities of the fuzzy regression method in modeling the bead width in the robotic arc-welding process. Optimization of FCA welding parameters to maximize weld penetration in a grade of High Strength Low Alloy (HSLA) steels was investigated by Mostafa and Khajavi (2006). Palani and Murugan (2007) optimized the process parameters to obtain the desired weld bead geometry and dilution for stainless steel claddings deposited by FCAW process. Also, the effect of FCAW heat input on the crack arrest toughness was investigated for EH grade steel welds by Park et al. (2008). Balasubramanian and Guha (1999) studied on the effect of weld size on fatigue life of FCAW cruciform joints containing Lack of Penetration (LOP) defect by using the Strain Energy Density Factor (SEDF) concept. However, there exists very few information regarding to the welding research on tensile behavior and weld width of low carbon steel joints produced by FCAW method in the available literatures. The aim of present study was investigation on relationship between process parameters, weld bead geometry and tensile properties in low carbon steel joints, produced by robotic FCAW-G.
MATERIALS AND METHODS
Due to high application in industry, welding assemblies were prepared from low carbon steel containing 0.17% C and 1.21% Mn. To examine the effect of welding parameters on the weld width, specimens from plates having 75x60x10 mm sizes were used as base metal to provide a single butt joint configuration.
Also, tensile test specimens in this research were prepared with 25 mm thicknesses and were cut into coupons with a 35° level of each plate to provide 60° groove angle for a single-V-groove butt joint configuration. The root face was 1 mm with root opening of 2.5 mm. One hundred percent CO2 was used as shielding gas to protective weld pool. In addition, flux cored wire of 1.6 mm diameter (AWS classification E70T5) as filling metal employed on a FCAW ROBO 1850 welding robot having a working capacity of 0-550 A and 0-45 V ranges. In order to minimize weld distortion, experimental test plates were located in the fixture jig before welding operation. In this study the selected variables were welding current (240, 280, 320 A), arc voltage (26, 30, 34 V) and welding speed (40, 50, 60 cm min-1), however, other parameters like wire feeding rate, arc distance, torch angle were fixed at 8 m min-1, 2.5 mm and 15 degree, respectively.
After the welding processes, the width of the weldments obtained in the different welding conditions was measured in order to evaluate the effect of welding parameters on weld geometry. Also, cylindrical tensile specimens of 12.5 mm in diameter and 62.5 mm gauge length in accordance with ASTM E8M-05 guidelines were prepared from the weldments. The tensile tests were carried out in a 20 kN capacity DARTEC testing machine, using a testing speed 0.25 mm sec-1. For all experiments, the samples were prepared in Oghabafshan Co. and the tests were performed at Semnan University in Iran during 2009.
RESULTS AND DISCUSSION
Experiments with different arc voltages, welding currents and welding speeds combinations were performed and the bead width, UTS and yield strength of weld were measured for all cases.
Effect of process parameters on weld width: Effect of welding current, arc voltage and welding speed on weld width has been shown in Fig. 1-3 and the results have been tabulated as in Table 1. In Fig. 1a-c, the arc voltage and welding speed were fixed as 28 V and 55 cm min-1 respectively and the changes in weld width were shown for 240, 280 and 320 A welding current values. In according to Fig. 1 and Table 1, a marked decrease in weld width from 15 to 8 mm with increasing welding current from 240 to 320 A was observed that it was in contradiction with the literature (Kannan and Murugan, 2006). In Fig. 2a-c, the welding current and welding speed were fixed as 300 A and 55 cm min-1. The maximum and minimum width values were obtained as 17 and 9 mm that observed in 34 and 26 V, respectively. So, it is clearly observed that weld width increases with increasing arc voltage from 26 to 34 V. In Fig. 3a-c, the welding current and arc voltage were fixed as 300 A and 28 V. The maximum width value was measured as 15 mm in 40 cm min-1, while the minimum one as 7 mm in 50 cm min-1. The weld width decreases with increasing welding speed up to a certain value that it was convenient with the literature (Kannan and Murugan, 2006) and that certain value in this research was 50 cm min-1 and weld width begins to increase after this point again. The results clearly shown that there is incomplete width in some configurations like in Fig. 1c, 2a and 3b. width value in these samples was lower than that of others so that welding conditions similar to Fig. 1c, 2a and 3b are not suitable to get good weld seam.
| Table 1: | Effect of welding parameters on weld width |
 | |
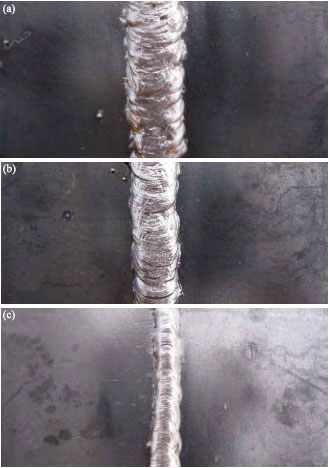 | |
| Fig. 1: | Weld width carried out with 28 V, 55 cm min-1 and (a) 240 A, (b) 280 A and (c) 320 A |
Fig. 1b, 2b and 3c seem to be the optimum configurations. Width value in these samples was good and complete. Over-wided samples were shown in Fig. 1a, 2c and 3a. Over-wided is an unnecessary situation that results in the waste of material, costs rise and increase in weight of production. These are undesired events, so it is essential to prevent from over-wided.
Effect of process parameters on tensile properties of weld: The effect of welding current, arc voltage and welding speed on UTS and yield strength of weld has been shown in Fig. 4-5 and the results have been tabulated as in Table 2.
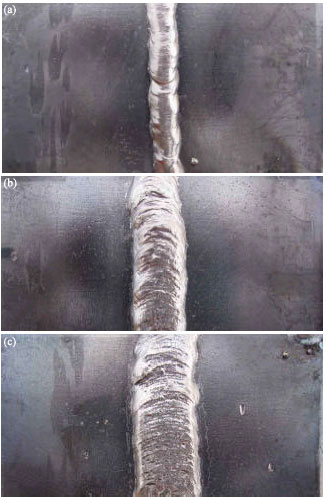 | |
| Fig. 2: | Weld width carried out with 300 A, 55 cm min-1 and (a) 26 V, (b) 30 V and (c) 34 V |
Figure 4-5 showed clearly that the increase of welding current from 240 to 320 A or increase of arc voltage from 26 to 34 V induces a marked decrease in UTS and yield strength of the weldments. In according to Fig. 6, it was shown that UTS and yield strength of weld increases with increasing in welding speed from 40 to 60 cm min-1. This increasing in tensile and yield strength of weldments may be related to the changes in the microstructures observed in the weld zone. According to Eq. 1, the change in FCAW welding parameters results in the variations in welding heat input:
| (1) |
Where:
| H | = | Heat input (kJ mm-1) |
| E | = | Arc voltage (volts) |
| I | = | Welding current (amp.) |
| S | = | Welding speed (mm min-1) |
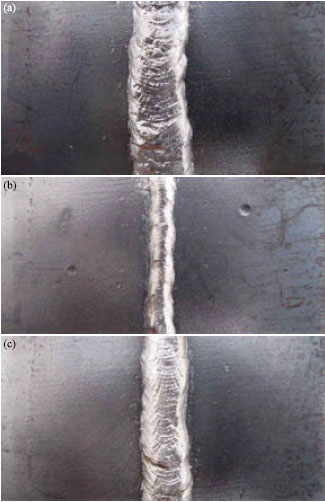 | |
| Fig. 3: | Weld width carried out with 300 A, 28 V and (a) 40 cm min-1, (b) 50 cm min-1 and (c) 60 cm min-1 |
| Table 2: | Effect of welding parameters on tensile properties of weld |
 | |
Varying the heat input typically will affect the mechanical properties and metallurgical structure in the weld. The heat input influences on cooling rate of the weld. Equation 2 shows the relationship between preheat temperature, heat input and cooling rate (Funderburk, 1999). These two variables (heat input and preheat temperature) interact with others such as material thickness, specific heat, density and thermal conductivity to influence the cooling rate.
| (2) |
 | |
| Fig. 4: | Tensile load (kN) vs. stroke (mm) for weld carried out with 28 V, 55 cm min¯1 and (a) 240 A, (b) 280 A and (c) 320 A |
 | |
| Fig. 5: | Tensile load (kN) vs. stroke (mm) for weld carried out with 300 A, 55 mm min?1 and (a) 26 V, (b) 30 V and (c) 34 V |
 | |
| Fig. 6: | Tensile load (kN) vs. stroke (mm) for weld carried out with 300 A, 28 V and (a) 40 cm min-1, (b) 50 cm min-1 and (c) 60 cm min-1 |
Where:
| R | = | Cooling rate (°C sec-1) |
| T0 | = | Preheat temperature (°C) |
| H | = | Heat input (kJ mm-1) |
The cooling rate is a primary factor that determines the final microstructure and mechanical properties of the weld metal. As either the heat input increases, the rate of cooling decreases for a given weld metal (Funderburk, 1999) and decreases the volume fraction of martensite and binate phases and increases the coarsening of the microstructure of weld zone. The relationship between process heat input and tensile properties of weld was convenient with the literature (Funderburk, 1999). The maximum values of UTS and yield strength of weld in this research were obtained as 520.2 and 357 MPa for 240 A, 28 V and 55 cm min-1 conditions.
CONCLUSIONS
According to the results obtained from robotic FCA welding applied to low carbon steel plate:
| • | The increase in arc voltage or welding current in FCAW-G decreases clearly the UTS and yield strength of weldments but the effect of welding speed on tensile properties is reversed to other parameters. When welding speed increases, weld strength also increases |
| • | The weld width decreased from 15 to 8 mm with increasing the welding current between 240 and 320 A. The optimum condition was 280 A welding current |
| • | The weld width increased from 9 to 17 mm with increasing the arc voltage between 26 to 34 V and the optimum state was the 30 V arc voltages |
| • | The weld width decreases with increasing welding speed up to 50 cm min-1 and begins to increasing after this point again. The biggest weld width was measured as 15 mm in 40 cm min-1 |
ACKNOWLEDGMENTS
The authors would like to thank of Oghab Afshan Industrial and Manufacturing Company for the financial support and Semnan University for all the facilities. Mrs. N. Shadfar from R and D Dep. of Oghab Afshan Co. is also thanked for her cooperation during this research.
REFERENCES
- Aloraier, A., R. Ibrahim and P. Thomson, 2006. FCAW process to avoid the use of post weld heat treatment. Int. J. Press. Vess. Pip., 83: 394-398.
CrossRef - Balasubramanian, V. and B. Guha, 1999. Analysing the influences of weld size on fatigue life prediction of FCAW cruciform joints by strain energy concept. Int. J. Press. Vess. Pip., 76: 759-768.
CrossRef - Benyounis, K.Y., A.G. Olabi and M.S.J. Hashmi, 2005. Effect of welding parameters on heat input and weld bead profile. J. Mater. Process. Technol., 164-165: 978-985.
CrossRef - Benyounis, K.Y., A.G. Olabi and M.S.J. Hashmi, 2005. Optimizing the laser-welded butt joints of medium carbon steel using RSM. J. Mater. Process. Technol., 164-165: 986-989.
CrossRef - Ibrahim, R. and T. Shehata, 1999. Effects of flux-cored wire on temper bead welding technique to repair damaged carbon steel structures. Proc. 8th Int. Conf. Mech. Behav. Mater., 2: 773-778.
Direct Link - Juang, S.C. and Y.S. Tarng, 2002. Process parameter selection for optimizing the weld pool geometry in the tungsten inert gas welding of stainless steel. J. Mater. Process. Technol., 122: 33-37.
CrossRef - Kannan, T. and N. Murugan, 2006. Effect of flux cored arc welding process parameters on duplex stainless steel clad quality. J. Mater. Process. Technol., 176: 230-239.
CrossRef - Kim, I.S., J.S. Son, C.E. Park, C.W. Lee and Y.K.D.V. Prasad, 2002. A study on prediction of bead height in robotic arc welding using a neural network. J. Mater. Process. Technol., 130-131: 229-234.
CrossRefDirect Link - Kim, I.S., J.S. Son, I.G. Kim, J.Y. Kim and O.S. Kim, 2003. A study on relationship between process variables and bead penetration for robotic CO2 arc welding. J. Mater. Process. Technol., 136: 139-145.
CrossRef - Kim, I.S., J.S. Son, C.E. Park, I.J. Kim and H.H. Kim, 2005. An investigation into an intelligent system for predicting bead geometry in GMA welding process. J. Mater. Process. Technol., 159: 113-118.
CrossRef - Palani, P.K. and N. Murugan, 2007. Optimization of weld bead geometry for stainless steel claddings deposited by FCAW. J. Mater. Process. Technol., 190: 291-299.
CrossRef - Park, J.S., G.B. An, B.Y. Jung and J.B. Lee, 2008. Effect of welding heat input on the crack arrestability of thick steel plate welds. Proceedings of the 8th International Offshore and Polar Engineering Conference, Vancouver, BC, Canada, July 6-11, pp: 291-291.
Direct Link - Sadek, A.A., R.N. Ibrahim, J.W.H. Price and T. Shehata, 2001. Optimization of welding conditions of FCAW process to weld thick-wall steel constructions. Proceedings of the 6th International Conference and Exhibition Operating Pressure Equipment, Brisbane, Australia. http://en.scientificcommons.org/53080212
- Xue, Y., I.S. Kim, J.S. Son, C.E. Park and H.H. Kim et al., 2005. Fuzzy regression method for prediction and control the bead width in the robotic arc-welding process. J. Mater. Process. Technol., 164-165: 1134-1139.
CrossRef - Correia, D.S., C.V. Goncoalves, S.S. da Cunha Jr. and V.A. Ferraresi, 2005. Comparison between genetic algorithms and response surface methodology in GMAW welding optimization. J. Mater. Process. Technol., 160: 70-76.
CrossRef