
Geetha Ramasamy
Faculty of Forestry, Universiti Putra Malaysia, 43400 UPM, Serdang, Selangor, Malaysia
Jegatheswaran Ratnasingam
Faculty of Forestry, Universiti Putra Malaysia, 43400 UPM, Serdang, Selangor, Malaysia
Journal of Applied Sciences
Year: 2010 | Volume: 10 | Issue: 22 | Page No.: 2799-2804







ABSTRACT
The aim of this review is to provide a complete state of the art review of the wear of cemented tungsten carbide tools during wood cutting processes. It examines the properties of cemented tungsten carbides and its wear mechanisms, under the influence of different working conditions. Further, it also elaborates the techniques that could be used to determine tool wear and also discusses the implications of tool wear.
PDF Abstract XML References Citation
Received: May 10, 2010;
Accepted: June 19, 2010;
Published: October 11, 2010
How to cite this article
Geetha Ramasamy and Jegatheswaran Ratnasingam, 2010. A Review of Cemented Tungsten Carbide Tool Wear during Wood Cutting Processes. Journal of Applied Sciences, 10: 2799-2804.
DOI: 10.3923/jas.2010.2799.2804
URL: https://scialert.net/abstract/?doi=jas.2010.2799.2804
DOI: 10.3923/jas.2010.2799.2804
URL: https://scialert.net/abstract/?doi=jas.2010.2799.2804
INTRODUCTION
The productivity of the wood cutting process is controlled by the appropriate selection of the cutting tool material, as the life of cutting tool can be prolonged, by minimising its wear rate. The wear of cutting tool, is generally a process in which the usable tool becomes unfit for continued used, which can occur either by large scale fracturing, or gradual wearing at the tool edge (Klamecki, 1979). Carbon steel and high speed steel (T and M series) have been used extensively as cutting tool materials for machining of wood and wood products (Bayoumi and Bailey, 1985). Intensive studies on tool wear have led to the introduction of harder (Sheikh- Ahmad and Bailey, 1999a) and high resistance (Ratnasingam et al., 2008) cemented tungsten carbide cutting tools, replacing carbon steel and high speed steel tools in the wood working industry (Bayoumi and Bailey, 1985).
According to Sheikh-Ahmad and Bailey (1999a), the introduction of the cemented tungsten carbide tool in the wood working industry has brought an improvement in cutting tool life and its resultant process economics, due to its properties. Bayoumi and Bailey (1985) did a comparison of satellites, high speed steels and cemented carbide tools in cutting green wood and cured wood. The study showed that the wear of tools is greater for high seed steel than satellites and is in turn greater for satellites than for cemented tungsten carbide under both conditions.
The use of cemented tungsten carbide tool in the wood working industry has expanded in recent years. Although, research has highlighted the gradual wearing of the cemented tungsten carbide tool, there’s is a need to understand the behaviour of cemented tungsten carbide cutting tools when machining different raw materials under different conditions, in order to enhance the economic and productivity.
TOOL WEAR MECHANISMS
The study of wear mechanisms was to identify the main cause of wear of the cutting tool. Several wear mechanisms may be involved in the wear of cemented tungsten carbide tool during the cutting process. The common wear mechanisms comprise of gross fracture or chipping, abrasion, erosion, micro fracture, chemical and electrochemical corrosion and oxidation. All these wear mechanisms occur gradually, except for gross fracture where sudden failure takes place at the early stage of cutting. Abrasion, erosion and micro fracture result in the mechanical removal of microscopic wear particles. Meanwhile, corrosion and oxidation lead to the chemical transformation of the tool material into softer or brittle compound. The tool material is later removed by abrasion (Sheikh-Ahmad and Bailey, 1999a).
A number of studies have investigated the wear mechanisms of cemented tungsten carbide tool under different cutting conditions. Bailey et al. (1983) studied the wear of mechanisms of cemented tungsten carbide tool when machining green Oak wood. It was reported that the wear of the cutting tool occurred by preferential removal of the cobalt binder through chemical reaction of tannins in the Oak, followed by the mechanical loss of the tungsten carbide grains.
Mohan and Klamecki (1981) conducted a study on the effects of composition of the cemented tungsten carbide tools on electrochemical corrosion, during the cutting process of the green wood. The study showed that electrochemical wear can be influenced by changing the tool material, the amount of the tool composition and the grain size.
A similar observation was found when machining wood or wood products of high and low moisture contents. However, tool life and tool performance of cemented tungsten carbide tools vary considerably. Generally, the tool wear rates was greater when machining high moisture content wood and wood products, compared to low moisture content specimens. Bayoumi et al. (1983) examined the comparison of wear mechanisms when machining fibreboard with and without the presence of dilute organic acids. The wear behaviour appears to be similar, where the binder was removed through chemical dissolution for the wet sliding condition, while it occurred mechanically for dry conditions. Yet, the wear was greater in machining high moisture content fibreboard. In addition, the wear characteristic when machining high moisture content fibreboard was similar with the green Oak.
Meanwhile, machining panel boards, such as medium density fibreboard (MDF) and particleboard caused faster tool wear than solid wood. Ratnasingam and Perkins (1998) did an investigation on the tool wearing properties of solid Rubberwood and Rubberwood LVL. The study found that Rubberwood LVL was four times more abrasive than solid Rubberwood, as, rapid degradation of the tool occurred during the cutting process. In another study, the oil palm empty fruit bunches particleboard was found to be two times more abrasive on the cemented tungsten carbide cutting tool when compared to the wood based particleboard (Ratnasingam et al., 2008).
Sheikh-Ahmad and Bailey (1999a) carried out a study on the wear mechanisms when machining particleboard using different grades of cemented tungsten carbide tools. It was reported that the predominant wear mechanisms occurred during the machining of particleboard were micro-fracture and abrasion. The cobalt binder was removed from the tool by plastic deformation and micro abrasion, followed by the dislodgement of the carbide grains. This finding was also similar to the reports by Stewart (1987), Sheikh-Ahmad et al. (2003a) and Ratnasingam et al. (2008).
MEASUREMENTS OF TOOL WEAR
Tool wear can be monitored in two ways, i.e., by observing the changes in the edge geometry and observing the changes in the cutting forces during the cutting process. The most common technique is by observing the cutting edge by examining the edge recession. Edge recession is the non-uniform surface along the cutting tool edge and usually allows some average value to be specified (Klamecki, 1979). The gradual wearing of the tool edge is characterized as the worn edge profile (Klamecki, 1979), as shown in Fig. 1.
Bayoumi et al. (1983) evaluated the edge recession through a time based study, using metallograph. Meanwhile, McKenzie and Karpovich (1975) identified the width of the wear surface at different cutting lengths, using metallographic microscope. An optical-video microscope was also used to calculate the recession of the cutting edge from the unworn position (Sheikh-Ahmad and Bailey, 1999a; Sheikh-Ahmad et al. 2003a). In another study, Ratnasingam and Perkins (1998) used a micrometer to measure the profile changes at the tool edge using the impression technique. However, measuring the edge recession using the impression technique requires periodical stoppage of the machining process to figure out the amount of wear at the cutting edge (Ratnasingam and Perkins, 1998; Sheikh-Ahmad et al., 2003a). In terms of the results, however, the tool temperature may be lowered during the periodical stoppage which may affect the wear rate of the cutting edge.
On the other hand, several studies have been carried out to monitor the tool wear by analyzing the changes in the cutting forces. The dynamometer was used to measure the cutting forces according to the two principal components, the tangential direction FT (feed force, FX) and the normal direction FN (cutting force, FZ) (Klamecki, 1979; Stewart, 1988; Lin et al., 2006; Aknouche et al., 2009), as shown in Fig. 2.
 | |
| Fig. 1: | Measuring the cutting edge (Sheikh-Ahmad et al., 2003a) |
 | |
| Fig. 2: | Measuring the cutting force (Aknouche et al., 2009) |
Despite its sensitivity to tool wear, the usage of the dynamometer is however, limited to frequency responses (Iskra and Tanaka, 2006).
Further, Ratnasingam and Perkins (1998) had used the technique of monitoring the power consumption during the machining process of solid Rubberwood and Rubberwood Laminated Veneer Lumber (LVL). In addition, Ratnasingam et al. (2008) measured edge dulling during the machining of oil palm empty fruit bunches particleboard. Similar results were obtained when comparing the cutting edge recession technique and monitoring the power consumption, as both techniques exhibited three distinct stages, the initial unsteady wear stage, steady wear stage and finally the catastrophic failure stage. Hence, it can be concluded that monitoring power consumption during the cutting process can be used to measure tool wear. Monitoring power consumption can be assumed as the simplest method to monitor the cutting process. The concern is however, the fact that power consumption output signal has a low pass filter characteristics due to the inert masses of the motor spindle system. Therefore, tool breaks can be detected when consequential damage has occurred due to the integrating character of the measured signal (Iskra and Tanaka, 2006).
Scanning electron microscopy has also been used to evaluate the general characteristics of the worn surface of the tool and to characterize its wear mechanisms (Klamecki, 1979). A number of studies have investigated the characteristics of cemented tungsten carbide tool. It was concluded that the cobalt binder was initially removed, followed by the dislodgement of individual carbide grains, as shown in Fig. 3 (Bayoumi et al., 1983; Bailey et al., 1983; Bayoumi and Bailey, 1985; Sheikh-Ahmad and Bailey, 1999a; Ratnasingam et al., 2008, 2009).
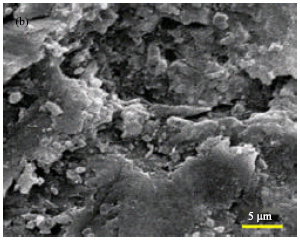 | |
| Fig. 3: | Worn out tool edge (Ratnasingam et al., 2009) |
Nevertheless, the wear mechanisms of tungsten carbide tool are different, depending on the cutting conditions.
CAUSES OF TOOL WEAR
The wear pattern of cutting tool is significantly affected by several factors during the machining process, which consist of the nature of the cutting tool, feed factor and work-piece conditions, as summarized in Fig. 4.
Cutting tool: The temperature of the cutting tool edge is one of the most important factors governing tool wear in wood machining, as tool material properties such as hardness, toughness and chemical stability degrade with increasing tool temperatures (Sheikh-Ahmad and Bailey, 1999b). Previous studies have reported the tool temperature of cemented tungsten carbide tool during the cutting process, using different methods such as thermocouples (Sheikh-Ahmad et al., 2003b), infrared radiometry, thermo-chemical and thermo-mechanical analyses (Sheikh-Ahmad and Bailey, 1999b), thermal-gravimetric analysis (Stewart, 1993) and portable heat radiation detector (Ratnasingam et al., 2009).
It has been found that the wear resistance of cemented tungsten carbide tool composition is controlled by the type of binder, amount of binder, grain size and its particle size. According to Bayoumi et al. (1983), higher chromium content in the binder offers more resistance to wear, than pure cobalt. Further, the smaller carbide particles and grain sizes improve its wear resistance. This is in line with the studies of Bayoumi and Bailey (1985), Sheikh-Ahmad and Bailey (1999a), Saito et al. (2006), Ratnasingam et al. (2008).
 | |
| Fig. 4: | The causes of tool wear |
Further, Bayoumi et al. (1983) used titanium, tantalum and niobium in carbide with cobalt as the primary binder for tools used in cutting processes, but the study showed no effect in improving the wear resistance of cemented tungsten carbide tool. In contrast, there was an improvement in the wear resistance, when chromium was added with nickel as the primary binder.
The tool geometry is composed of the rake angle α, clearance angle γ and sharpness angle (wedge angle) β. The tool geometry determines the quality of the cutting tool. Therefore, the tool wears easily when inappropriate tool angles are used, either too high or too low angles (Koch, 1964; McKenzie and Karpovich, 1975; Stewart, 1988). This further accelerates the mechanical wear of the tools.
Workpiece factors: Wood and wood products with low moisture content has a more positive effect on tool life and productivity compared to high moisture content (green) wood and wood products. Tool wear increases with increasing moisture content, where corrosive wear starts at moisture contents of 16-18%, particularly with in presence of extractives (Ratnasingam, 1999). Bayoumi et al. (1983) carried out an investigation on machining fibreboard disc with the presence and absence of acid. The results demonstrated rapid tool degradation on green than on dry fibreboard.
The amount of wear varies along the worn cutting edge due, to variations in density of the workpiece (Klamecki, 1979; Sheikh-Ahmad and Bailey, 1999a). A study was conducted on three layered particleboard by Sheikh-Ahmad and Bailey (1999a). The low density layer is in between of two high density layers. The result depicted that greater wear occurred at the high density layer, than the middle layer which was the low density wear zone. The wear rate of the knife inserts when cutting Pasang was found to be higher than for Red Meranti, due to the higher density of Pasang (Darmawan et al., 2006).
Wood-based composites contain large number of inorganic matters such as particles, adhesives, extractives, fillers and extenders (Sheikh-Ahmad and Bailey, 1999b; Prakash, 1995). These inorganic matters, combined with the decorative plastic laminates can cause severe abrasive wear to the cutting tool (Prakash, 1995). Further, the presence of abrasive agents in wood and wood composites can contribute to the rapid mechanical wearing of cutting tool (Darmawan et al., 2006). For instance, silica, which is found in Melapi (Sheikh-Ahmad and Bailey, 1999b), Meranti (Darmawan et al., 2006) and oil palm (Darmawan et al., 2001; Ratnasingam et al., 2008) shortens tool life significantly. Darmawan et al. (2001) reported that oil palm wood wear tools faster than Coconut, Teak, Meranti and Pasang due to the abrasiveness of silica. Similarly, Ratnasingam et al. (2008) pointed out that the mechanical abrasion of cemented tungsten carbide tool was greater during the machining process of oil palm empty fruit bunches particleboard, compared to the conventional wood based particleboard.
Machining factors: The feed factors interact to influence the result of tool wear, in the different conditions of width of cut, depth of cut, cutting speed and feed speed. If the tool is wider than the work-piece, the cutting force is higher, which accelerates the tool wear (Koch, 1964). Meanwhile, the depth of cut is related to the chip thickness. Hence, increasing the cutting depth will also increase the cutting force, which, leads to higher wear rate of the cutting tool (Aguilera and Martin, 2001).
Generally, the wear rate increases with higher cutting speeds. A study conducted by Ratnasingam and Perkins (1998) on cutting Rubberwood LVL and solid Rubberwood, demonstrated higher tool wear rate when the speed of the cutting process was increased. It was suggested that lower cutting speeds should be used, in order to prolong the tool life and increase the productivity of the machining process. During the cutting process, greater cutting forces occur when increasing the feed rate. This, in turn will also increase tool wear (Ratnasingam and Tanaka, 2002).
INDUSTRIAL IMPLICATIONS ON TOOL WEAR
The demand for wooden products in the global market is very high. However, as the wood resources supplied to the wood industry reduce steadily, the mounting pressure due to inadequate wood supply is apparent in the South East Asia region, particularly in Malaysia (Ratnasingam and Wagner, 2009). Further, the furniture industry is now threatened by the short supply of solid Rubberwood, which is currently the main raw material in furniture production. According to Ratnasingam and Wagner (2009), the use of wood composites, especially particleboard, in the furniture industry has increased in recent years to off-set the reduced supply of solid wood materials for the furniture industry. However, wood composite have different tool wear characteristics compared to solid wood.
The information on the tool wear characteristics of cemented tungsten carbide cutting tool is very important in order to determine the tooling cost when machining wood products, especially wood composites. It also facilitates in the implementation of an effective tool change schedule, so as to minimize productivity losses. Nevertheless, the higher tooling cost of cemented tungsten carbide tool during the cutting process may limit the acceptance of wood and wood products in the wood working industry, particularly in the furniture manufacturing industry. It has been found that the high tooling cost of carbide tool not only lowers the overall productivity, but also results in frequent of tool changes (Ratnasingam and Perkins, 1998). The rate of wear which is affected by the machining conditions, work-piece and tool factors have a strong influence on tool wear.
Tool wear considerations will become increasingly important, especially with the introduction of new wood-based composites in the marketplace to off-set the reduced supply of solid wood materials. In this context, the market for cemented tungsten carbide cutting tools is poised to grow in the future in to cope with the manufacturing and reprocessing of the new generation of wood-composites, which are more abrasive than the conventional wood products.
CONCLUSIONS
The following conclusion can be drawn based on this review:
| • | The cemented tungsten carbide tool has the potential to be widely used in the wood working industry, replacing high speed steel and carbon steel |
| • | The predominant wear mechanism for cemented tungsten carbide tools are mechanical wear and micro-fracture |
| • | The cemented tungsten carbide cutting tools can be produced in various compositions to suit different cutting conditions |
| • | The cemented tungsten carbide cutting tools offer the most optimal cutting solution for the processing of wood-based composites. |
REFERENCES
- Aguilera, A. and P. Martin, 2001. Machining qualification of solid wood of Fagus silvatica L. and Picea excels L.: Cutting forces, power requirements and surface roughness. Holz Als Rohund Werkstoff, 59: 483-488.
CrossRef - Aknouche, H., A. Outahyon, C. Nouveau, R. Marchal, A. Zerizer and J.C. Butaud, 2009. Tool wear effect on cutting forces: In routing process of aleppo pine wood. J. Mater. Process. Technol., 209: 2918-2922.
CrossRef - Bailey, J.A., A. Bayoumi and J.S. Stewart, 1983. Wear of some cemented tungsten carbide tools in machining oak. Wear, 85: 69-79.
CrossRef - Bayoumi, A.E. and J.A. Bailey, 1985. Comparison of the wear resistance of selected steels and cemented carbide cutting tool materials in machining wood. Wear, 105: 131-144.
CrossRefDirect Link - Bayoumi, A.E., J.A. Bailey and J.S. Stewart, 1983. Comparison of the wear resistance of various grades of cemented carbides that may find application in wood machining. Wear, 89: 185-200.
CrossRef - Darmawan, W., I.S. Rahayu, C. Tanaka and R. Marchal, 2006. Chemical and mechanical wearing of high speed steel and tungsten carbide tools by tropical woods. J. Trop. For. Sci., 18: 255-260.
Direct Link - Darmawan, W., C. Tanaka, H. Usuki and T. Ohtani, 2001. Performance of coated carbide tools in turning wood-based materials: Effect of cutting speeds and coating materials on the wear characteristics of coated carbide tools in turning wood-chip cement board. J. Wood Sci., 47: 342-349.
CrossRef - Iskra, P. and C. Tanaka, 2006. A comparison of selected acoustic signal analysis techniques to evaluate wood surface roughness produced during routing. Wood Sci. Technol., 40: 247-259.
CrossRef - Klamecki, B.E., 1979. A review of wood cutting tool wear literature. Holz Roh Werkst, 37: 265-276.
CrossRef - Lin, J.T.R., J. van Houts and D. Bhattacharyya, 2006. Machinability investigation of medium density fibreboard. Holzforschung, 60: 71-77.
CrossRef - McKenzie, W.M. and H. Karpovich, 1975. Wear and blunting of the tool corner in cutting a wood-based material. Wood Sci. Technol., 9: 59-73.
CrossRef - Mohan, G.D. and B.E. Klamecki, 1981. The susceptibility of wood-cutting tools to corrosive wear. Wear, 74: 85-92.
CrossRef - Prakash, L.J., 1995. Application of fine grained tungsten carbide based cemented carbides. Int. J. Refractory Metals Hard Mater., 13: 257-264.
CrossRef - Ratnasingam, J. and M.C. Perkins, 1998. An investigation into the tool wear charactersitics of rubberwood (Hevea brasiliensis) laminated veneer lumber. Holz Roh Werkst, 56: 31-35.
Direct Link - Ratnasingam, J. and K. Wagner, 2009. The market potential of oil palm empty-fruit bunches particleboard as a furniture material. J. Applied Sci., 9: 1974-1979.
CrossRef - Ratnasingam, J., T.P. Ma, G. Ramasamy and M. Manikam, 2009. The wear characteristics of cemented tungsten carbide tools in machining oil palm empty fruit bunch particleboard. J. Applied Sci., 9: 3397-3401.
CrossRefDirect Link - Ratnasingam, J., T.T. Chew and S.R. Farrokhpayam, 2008. Tool wear characteristics of oil palm empty fruit bunches (EFB) particleboard. J. Applied Sci., 8: 1594-1596.
CrossRefDirect Link - Saito, H., A. Iwabuchi and T. Shimizu, 2006. Effect of co content and WC grain size on wear of WC cemented carbide. Wear, 261: 126-132.
CrossRefDirect Link - Sheikh-Ahmad, J.Y. and J.A. Bailey, 1999. The wear characteristics of some cemented tungsten carbides in machining particleboard. Wear, 225-229: 256-266.
CrossRef - Sheikh Ahmad, J.Y. and J.A. Bailey, 1999. High-temperature wear of cemented tungsten carbide tool while machining particleboard and fiberboard. J. Wood Sci., 45: 445-455.
CrossRef - Sheikh-Ahmad, J.Y., J.S. Stewart and H. Feld, 2003. Failure characteristics of diamond-coated carbides in machining wood-based composites. Wear, 225: 1433-1437.
CrossRefDirect Link - Sheikh Ahmad, J.Y., C.M. Lewandowski and J.S. Stewart, 2003. Experimental and numerical method for determining temperature distribution in a wood cutting tool. Exp. Heat Transfer, 16: 255-271.
CrossRef - Stewart, H.A., 1987. Borided tungsten carbide reduces tool wear during machining of MDF. For. Prod. J., 37: 35-38.
Direct Link - Stewart, H.A., 1988. Tool forces and edge recession from cutting medium density fiberboard. Forest Products J., 38: 51-54.
CrossRef