
R. Ahmad-Raus
Department of Biotechnology Engineering, Kulliyyah of Engineering, International Islamic University of Malaysia, Jalan Gombak, Kuala Lumpur, Malaysia
M. Mel
Department of Biotechnology Engineering, Kulliyyah of Engineering, International Islamic University of Malaysia, Jalan Gombak, Kuala Lumpur, Malaysia
S.N. Mohd-Abdullah
Department of Biotechnology Engineering, Kulliyyah of Engineering, International Islamic University of Malaysia, Jalan Gombak, Kuala Lumpur, Malaysia
K. Yusoff
Ministry of Science and Technology, Putrajaya, Selangor, Malaysia
Journal of Applied Sciences
Year: 2010 | Volume: 10 | Issue: 21 | Page No.: 2717-2720







ABSTRACT
Cell rupture is one of the earlier steps in downstream processing which are required for the recovery of biological products that are located inside cells. Cells could be disrupted either by using chemicals or mechanical method. In this study, cell rupture was carried out by mechanical force using High Pressure Homogenizer (HPH). The aim of this study is to identify optimal conditions of HPH to disrupt the cell wall of recombinant Escherichia coli harboring nucleocapsid (NP) gene of Newcastle Disease Virus (NDV). The optimized conditions were achieved by manipulating the independent variables of HPH such as pressure, pump speed and number of cycles through an optimization process. The efficiency of the cell disruption was determined by estimating the percentage of cell rupture as well as the amount of NP protein released from the cell lysis. Through the means plot analysis of Minitab Software (Version 14.12), pressure was recognized as the main factor for achieving the highest cell rupture and the release of NP protein. The optimized conditions for obtaining the highest NP protein yield were by operating three cycles of cell rupture, homogenizer pressure of 800 bars and pump speed of 7 psi.
PDF Abstract XML References Citation
How to cite this article
R. Ahmad-Raus, M. Mel, S.N. Mohd-Abdullah and K. Yusoff, 2010. Cell Rupture of Recombinant Escherichia coli using High Pressure Homogenizer. Journal of Applied Sciences, 10: 2717-2720.
DOI: 10.3923/jas.2010.2717.2720
URL: https://scialert.net/abstract/?doi=jas.2010.2717.2720
DOI: 10.3923/jas.2010.2717.2720
URL: https://scialert.net/abstract/?doi=jas.2010.2717.2720
INTRODUCTION
Cell rupture is required to recover biological products that are located inside cells. To rupture the cells, either mechanical or non-mechanical (chemical) methods can be used. The choice of methods or procedures to be employed is highly depending on the nature of the product of interest and the nature of the cell or tissue itself (Hopkins, 1991), namely the extent of cell's fragility. In this study, recombinant Escherichia coli have to be disrupted to release recombinant nucleocapsid (NP) protein of Newcastle Disease Virus (NDV).
Although, bacteria cell appear to be fragile, the resistance to disruption is tremendous as what has been discovered by Middleberg et al. (1994). He pointed out that the internal pressure due to osmosis inside an organism is about 20 atmospheres and that the structures responsible for resisting this pressure are about as strong, weight for weight, as reinforced concrete. To lyse this recombinant bacterial cell, High Pressure Homogenizer (HPH) is utilized.
The HPH is an equipment consisting of a high, one or more, pressure plunger able to pump liquid products of low and high viscosity up to a defined pressure level. The liquid is pumped through a specially designed, adjustable valve that creates the high pressure (White and Marcus, 1988). The pressure can generate an extremely high shear force as the cell passes through a restricted orifice (Shirgaonkar et al., 1998). Cell disruption in HPH is accomplished by three different mechanisms: impingement on the valve, high liquid shear in the orifice and sudden pressure drop upon discharge, finally causing an explosion of the cell (Agerkvist and Enfors, 1990). There are several major factors that influence the operation of HPH. In this study, these factors namely, pressure, pump speed and number of cycles of disruption are adjusted to obtain optimized conditions to release recombinant NP of NDV from E. coli. The most significant factor to affect the efficiency of NP protein yield as well as cell rupture was also determined.
MATERIALS AND METHODS
Microorganism: Escherichia coli TOP10 (Invitogen, USA) transformed with pTrc His2 TOPO (Novagen, USA) harboring NP gene of NDV AF2240 was obtained from Virology Laboratory, Department of Microbiology, Universiti Putra Malaysia.
Inoculum preparation: Overnight culture of recombinant E. coli was incubated with Luria-Bertani (LB) broth for 4 h at 37°C and shake at 250 rpm to produce 50 mL starter culture. This starter culture was then used for preparing larger culture volume by growing it in 500 mL LB broth at the same conditions. Subsequently, this large culture is used as the inoculum for 5 L culture.
Cell cultivation in stirred-tank bioreactor: The inoculum was transferred aseptically into 5 L B-Braun fermenter and was cultured at 37°C, pH 7.2, agitation at 250 rpm and 80% pO2 for 8 h. Induction with 1 mM IPTG was carried out at 3 h to stimulate high level expression of recombinant NP protein. At the end of the incubation time, the cell was harvested and the resulting pellet was diluted with sterile distilled water before homogenized into HPH.
High Pressure Homogenizer (HPH): The diluted pellet was homogenized using HPH at different pressure (100-800 bars) and pump speed (5-9 psi). Homogenization that involved more than one cycle was carried out by pouring the same disrupted pellet again into the HPH.
Design of experiment by Taguchi’s method: A total of 9 experiments that involved three experimental parameters (factors) were designed by Taguchi’s method to obtain the optimized conditions to rupture the E. coli for releasing NP protein. The parameters include pressure, pump speed and number of cycle of homogenization with the ranges of minimum, medium and maximum levels. The levels of parameters for experimental design are shown in Table 1. The detailed experimental designs are shown in Table 2. The percentage of cell rupture and NP protein yield (SDS-PAGE and Western blot) were taken as the response (dependent variable) in the experimental design.
Statistical analysis: Statistical software, Minitab (Version 14.12) was used to carry out one-way analysis of variance (ANOVA) and means plot analysis to determine the most significant factor that affects the NP protein yield as well as cell rupture.
| Table 1: | The parameters and their respective levels |
 | |
| Table 2: | Design of experiment by Taguchi’s method |
 | |
SDS-PAGE and Western blot: Supernatant of homogenized E. coli were separated by sodium dodecyl sulphate-polyacrylamide gel electrophoresis (SDS-PAGE) according to Laemmli (1970). The fractionated proteins were blotted onto a nitrocellulose membrane (Osmonics, USA) and Western blotting was performed according to Harlow and Lane (1999) with some modifications. The blotted membranes were incubated with anti-myc antibody conjugated to alkaline phosphatase (Invitrogen, USA, 1:5000 dilution) before developing it with substrate. Nitro-blue tetrazolium chloride (0.396 mM, Amresco, USA) and bromochloroindolyl phosphate (0.429 mM, Amresco, USA) were used as a substrate solution.
RESULTS AND DISCUSSION
Optimization of operating conditions of the HPH to release NP protein and cell rupture: In this study, 9 experiments (Table 2) as indicated by Taguchi’s method were carried out to obtain the optimized conditions to release NP protein from recombinant E. coli using HPH. The NP protein can be seen as 53 kDa protein as shown in Fig. 1. The NP protein yield of all 9 runs as also shown in the same figure were analyzed by AlphaImager system to determine the NP protein yield of each run and summarized in Table 2. From Table 2, it shows that run 9 with conditions of homogenizer pressure of 800 bars, pump speed of 7 psi and operating cell cycle for 3 times is the best conditions for high yield of NP protein. The same conditions are also obtained for achieving high cell rupture.
From Table 2 it appears that there is a direct correlation between cell breakage and the release of NP protein from the lysed cell. Higher percentages of cells being disrupted will lead to the increase in NP protein yield.
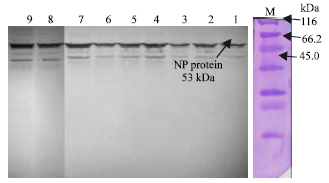 | |
| Fig. 1: | NP protein identified using Western Blot Technique. Lanes 1-9 represent the runs 1-9 from Table 2. M is protein molecular weight marker (Promega, USA) |
| Table 3: | Analysis of variance (ANOVA) of HPH parameters to the NP protein yield |
 | |
 | |
| Fig. 2: | Means plot of data for NP protein yield. (a) Pressure, (b) No. of cycle and (c) pump speed |
Factors affecting yield of NP protein: Using ANOVA analysis, the degrees of influence of all parameters of HPH to the efficiency of obtaining NP protein from the cells were demonstrated in Table 3. The point of interest is the statistical significance values denoted by p. Note that, the most significant parameter can be determined by the lower value of p, by which value closer to zero will strongly resemble a linear model. As can be seen from the p-values of all parameters, pressure of HPH has the major influence in obtaining NP protein with a p value of 0.010. This is followed by parameters of number of cycle and pump speed with p-values of 0.970 and 0.554, respectively.
From the means plot analysis for NP protein yield (Fig. 2), it also verified that pressure plays major role in obtaining high yield of NP protein. This is indicated by the highest production of NP protein was achieved when the HPH was operated at high pressure (Fig. 2a). There is a huge difference between the total NP protein obtained at low and medium press ure as compared to that of high pressure. On the other hand, number of cycle has weak influence on the NP protein production with very small difference in the amount of NP protein yield obtained for each cycle (Fig. 2b). As for the third parameter namely pump speed, only medium level of pump speed increase the NP protein yield (Fig. 2c).
Factors affecting cell rupture: The degrees of influence of all parameters of HPH to the efficiency of cell rupture were demonstrated in Table 4. As can be seen from the p-values, pressure has the major influence to the cell rupture with a p value of 0.027. This is followed by parameters of pump speed and number of cycle with p- values of 0.514 and 0.975, respectively.
The means plot analysis also showed that pressure plays major role in the efficiency of cell rupture (Fig. 3).
| Table 4: | Analysis of variance (ANOVA) of HPH parameters to the cell rupture |
 | |
 | |
| Fig. 3: | Means plot analysis for cell rupture. (a) Pressure, (b) No. of cycle and (c) pump speed |
This is indicated by the increase in the percentage of cell rupture when pressure is increased from 400 to 800 bars (Fig. 3a). On the other hand, pump speed has almost no influence in the cell rupture process. As can be seen from the Fig. 3c, there is little difference of the percentage of cell rupture for each level of pump speed used. For parameter number of cycle, Fig. 3b shows that two numbers of cycles are sufficient to obtain high cell rupture.
CONCLUSION
Based on the Taguchi’s method, the optimized conditions of HPH to release NP protein from recombinant E. coli is by operating three cycles of cell rupture, homogenizer pressure of 800 bars and pump speed of 7 psi. The pressure is playing the most important role in achieving high yield of NP protein and cell rupture.
ACKNOWLEDGMENTS
Authors are grateful to International Islamic University of Malaysia for financing the research project under Research Endowment Fund Scheme.
REFERENCES
- Hopkins, T.R., 1991. Physical and chemical cell disruption for the recovery of intracellular proteins. Bioprocess. Technol., 12: 57-83.
PubMedDirect Link - Middleberg, A.P.J., B.K. O`Neill and C.J. Thomas, 1994. A simplified model for the disruption of E. coli: The effect of cell septation. Biotechnol. Prog., 10: 109-113.
CrossRefDirect Link - Shirgaonkar, I.Z., R.R. Lothe and A.B. Pandit, 1998. Comments on the mechanism of microbial cell disruption in high-pressure and high-speed devices. J. Chem., 14: 657-660.
Direct Link - Agerkvist, I. and S.O. Enfors, 1990. Characterization of E. coli cell disintegrates from a bead mill and high pressure homogenizers. Biotechnol. Bioeng., 36: 1083-1089.
CrossRefDirect Link - Laemmli, U.K., 1970. Cleavage of structural proteins during the assembly of the head of bacteriophage T4. Nature, 227: 680-685.
CrossRefDirect Link