
J. Ratnasingam
Faculty of Forestry, Universiti Putra Malaysia, 43400 UPM, Serdang, Selangor, Malaysia
T`ng Pew Ma
Tool Technology Sdn. Bhd., Lot 49A, Sungei Buloh Industrial Estate, 27000 Sungei Buloh, Selangor, Malaysia
Journal of Applied Sciences
Year: 2010 | Volume: 10 | Issue: 20 | Page No.: 2454-2458







ABSTRACT
A study was carried out to measure the cutting force and the resultant machined surface quality for tension wood and normal wood of Rubberwood using a single saw tooth experimental set-up. Three different saw tooth geometries were used in the experiment, to establish the optimum saw tooth design for the sawing of tension wood. The results showed that the specific principal cutting force was lower for tension wood compared to normal wood, due to the less lignified cell walls of the tension wood. It appears that the lignin component in the cell wall provides the stiffness to the cell wall, which was lacking in the cell walls of tension wood, hence reducing the cutting forces significantly. Nevertheless, the overall power consumption during the machining of tension wood was markedly higher due to the presence of fuzzy grains on the machined surface of tension wood, which increased the frictional force acting on the cutting edges during the machining process. Further, it was found that saw tooth design No. 2 produced the optimal result, both from the economic and quality perspectives for the sawing of tension wood. Therefore, in order to optimize the sawing of tension wood, saw tooth with the highest rake and clearance angles is recommended as it required the least cutting force, while producing the best surface quality. This study has far reaching industrial implications on the sawing and machining of Rubberwood in the South East Asian region.
PDF Abstract XML References Citation
Received: May 25, 2010;
Accepted: July 19, 2010;
Published: August 23, 2010
How to cite this article
J. Ratnasingam and T`ng Pew Ma, 2010. Optimizing the Cutting of Tension Wood in Rubberwood: An Economic and Quality Perspective. Journal of Applied Sciences, 10: 2454-2458.
DOI: 10.3923/jas.2010.2454.2458
URL: https://scialert.net/abstract/?doi=jas.2010.2454.2458
DOI: 10.3923/jas.2010.2454.2458
URL: https://scialert.net/abstract/?doi=jas.2010.2454.2458
INTRODUCTION
As of 2008, almost 7.3 million hectares of land was under rubber (Hevea brasiliensis) cultivation in the South East Asian region and it is envisaged that the cultivation acreage will increase substantially in years to come as the demand for latex or natural rubber increases in the world market (Ratnasingam and Scholz, 2009). Although, cultivated primarily for latex or natural rubber production, the rubber trees also produce a large amount of woody biomass, of up to 180 m3 ha-1 upon harvesting during the replanting activities (Hong and Sim, 1994). However, only about 50 m3 from this amount of the woody biomass is converted into sawn lumber, commercially known as Rubberwood (Hevea brasiliensis). Despite its inherent harvesting and production shortcomings, Rubberwood has emerged as the most important wood raw material for the wood products manufacturing sector, especially for particleboard, medium density fibreboard, parquet flooring, joinery and furniture production throughout the South East Asian region, particularly in Malaysia, Thailand and Indonesia (Ratnasingam and Scholz, 2009). With its aesthetic appeal, good strength and working properties, Rubberwood furniture accounts for almost 75% of all wooden furniture production in Malaysia. The fact that the material is derived from man-made forest plantations makes Rubberwood an environment-friendly material, which further boosts its status as a premier furniture material. Despite, its success as a widely accepted yet important wood raw material, Rubberwood is plagued with low processing yield, both in the sawmilling and other machining operations due to the presence of tension wood (Ratnasingam and Scholz, 2009). Tension wood is the abnormal wood found commonly in leaning hardwood trees and its branches (Lim and Mohd Nadzri, 1995) and its presence generally impairs the overall wood quality (Wardrop and Dadswell, 1955; Ruelle et al., 2007). Although, the formation and properties of tension wood has been well researched and documented (Lim and Mohd Nadzri, 1995; Ruelle et al., 2007), knowledge on the sawing and machining of tension wood is scarce, which inevitably hinder efforts to improve its processing yield (Ratnasingam and Scholz, 2009). Without such information that stifles the ability to boost processing yield, the Rubberwood industry is faced with increasing competitive pressure as the cost of the wood materials escalates. Therefore, a study was undertaken to evaluate the cutting force and surface quality during the sawing of tension wood and normal wood of Rubberwood, which will help towards optimizing the machining of tension wood. Further, the study also evaluated the optimal machining conditions through industrial trials to establish guidelines that could assist the Rubberwood industry to improve the process economics, when machining such materials.
MATERIALS AND METHODS
In cutting force analysis, single saw tooth experimentation is preferred as it helps to eliminate extraneous factors such as tool and machine components vibration, from obscuring the effects of saw tooth and wood parameters on the cutting action (Koch, 1964). Therefore, in this study single saw tooth of three different geometries, which reflected the current industrial practices in Malaysia were used (Table 1).
Fifty wood blocks from leaning trees containing tension wood and fifty wood blocks from vertical trees containing normal wood were obtained from a Rubber plantation in Melaka in Malaysia. All the blocks were from 23 years old Rubber trees. The blocks were 50x70x70 mm in length along the grain. Specific gravity and moisture measurements of the blocks were determined according the procedures described by Vazques-Cooz and Meyer (2006). Half the samples were kept in a conditioning room at 65% relative humidity and 23°C for a month to achieve the final moisture content of 12±2%, while the green samples were stored at ambient condition until experimentation.
Individual saw teeth of the three different geometries were cut from band-saw sections and mounted on a Kistler 9251 piezoelectric load cell to measure the principal (parallel) cutting force, as described by Axelsson (1994) and Vazques-Cooz and Meyer (2006). The power required for cutting is directly related to the principal (parallel) cutting force, which is the force that acts parallel to the feed and direction of the cutting tool motion (Koch, 1964).
| Table 1: | Experimental saw tooth parameters |
 | |
This relationship allowed the total power consumption during the cutting process to be determined. The block of wood was attached to a specially designed feed table, which passed the saw tooth in a straight line at a speed of 1.5 m sec-1, while the cutting chip thickness was maintained at 0.5 and 0.75 mm. A total of 100 cuts were made for tension wood and normal wood, respectively, to ensure statistically significant results at 95% confidence level were obtained. National Instruments LabView software, version 5.0 together with a National Instrument AT-MIO-16XE board was used for data acquisition and machine control. The system enabled the cutting force waveforms to be observed and immediately transformed the data to a spreadsheet at a rate of 100 Hz. A total of 2000 data points were collected over a cutting distance of 70 mm. Cutting force measurements were captured from the Kistler 3-channel amplifier attached to the load cell, which was then further transformed into the total power consumption during the cutting process (Fig. 1). The experiments undertaken in this study were conducted at the experimental facility of Tool Technology Inc., in Sungei Buloh, Selangor in Malaysia, during the period between January to April of 2010.
The surface quality of the resultant cut surfaces from the wood blocks were evaluated on the basis of percentage of fuzzy grains present, as described by Vazques-Cooz and Meyers (2006) and Aknouche et al. (2009). A unique property of tension wood is the formation of fuzzy (woolly) grain when it is machined, especially in green condition (Hong and Sim, 1994). Fuzzy grain not only reduces the resultant surface quality significantly, but it also impairs the further processing of the material as it warrants a thorough sanding operation in order to achieve the desired surface quality. Therefore, the prevalence of fuzzy grain has both aesthetic and economic implications during the machining of wood materials (Ratnasingam and Scholz, 2009).
The study was carried out using the factorial experimental design, which enabled the cutting forces for normal and tension wood to be examined under different conditions. Further, it also allowed the interpretation of cutting forces for normal and tension wood in order to establish the optimal cutting condition to obtain the highest possible surface quality when cutting tension wood. The experimental variables used in this study, are shown in Table 2.
| Table 2: | Experimental variables of the study |
 | |
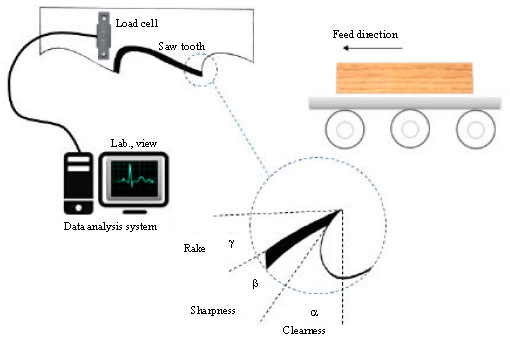 | |
| Fig. 1: | Experimental set-up of the study. α, β, γ refers to the saw tooth geometry |
RESULTS
The results from this study are presented in two parts.
Part I: Comparative specific cutting forces: The average specific principal (parallel) cutting forces for tension wood and normal wood of Rubberwood are shown in Table 3. The specific cutting force, which was obtained by dividing force by wood specific gravity, gave an index of wood cutting resistance, which explained if the differences in cutting force were due to factors, other than the wood’s specific gravity. The results from the study showed that the average specific principal cutting force for both tension wood and normal wood was higher for dry rubber wood than for green Rubberwood. The results showed that the specific principal cutting force for dry wood was higher by almost 50% compared to green wood. However, cutting green tension wood required significantly less specific principal cutting force than cutting green normal wood (Table 3). This was possibly due to the difference in the anatomical structure of tension wood, as suggested by Hong and Sim (1994), Barnett (2004) and Beer et al. (2005). The means of the cutting forces were analyzed to interpret the results and the null hypothesis tested the cutting force between tension and normal Rubberwood under different conditions at α = 0.05 in significance. For both types of Rubberwood, all factors were statistically significant.
| Table 3: | Comparative specific principal cutting force for tension and normal wood |
 | |
| Average specific gravity = 0.64 (dry), 0.59 (green). Cutting force expressed in N mm-1. The average percentage of fuzzy grain present in machined normal wood and tension wood are 25 and 75%, respectively | |
Moisture had the largest effect, followed by chip thickness and saw tooth design. In fact, the chip with moisture interaction was almost 12 times larger than the wood type with chip interaction, suggesting that optimal chip thickness and moisture content are important in the control of cutting forces during wood machining processes. On the other hand, the influence of saw tooth design on tension wood was almost 16 times more compared to normal wood, suggesting that tool geometry was the overriding factor in reducing cutting forces, in the case of machining tension wood.
Part II: Comparative total power consumption: Although, cutting green tension wood required less principal cutting force, the study also showed that the total power to cut tension wood is high and dulling of the tooth may be rapid. When tension wood is machined, fuzzy grain is produced which causes friction on the body and edge of the cutting tool as it drags against the wood. This in turn causes heat build-up at the cutting edge, which inevitably accelerates the cutting tool wear. Consequently, the total energy consumption increases due to the frictional force between the wood and the dull cutting tool (Stewart, 1980;Ratnasingam and Scholz, 2007, 2009; Eyma et al., 2004).
 | |
| Fig. 2: | Comparative cutting power between normal wood and tension wood |
Microscopic examination using a LEICA stereomicroscope (with a magnification of 40 times) of cut surface of tension wood revealed the prevalence of fuzzy grain to a scale 75%, while on the cut surface of the normal wood, the presence of fuzzy grain averaged 25%. This result is parallel to the findings of previous studies by Hong and Sim (1994) and Ratnasingam and Scholz (2009), that tension wood produces a significantly higher amount of fuzzy grain on the machined surfaces is show in Fig. 2.
The maximum principal cutting force during the cutting of green Rubberwood was found to be five times larger than the average as observed in this study and such peaks values have been shown to significantly increase the wear of the saw tooth (Axelsson, 1994). During the cutting of green rubber wood, the ratio of maximum to average principal cutting force was 2.1, while for dry Rubberwood it was 1.6. This difference is most likely attributed to the fact that the cutting of green Rubberwood produces an un-interrupted and smooth chip, which indicated that the saw tooth was continuously engaged in the wood (Koch, 1964; Ratnasingam and Scholz, 2007; Ratnasingam et al., 2008). Conversely, cutting dry rubber wood resulted in discontinuous and compressed chips, which suggested that the saw tooth being disengaged from the wood, some of the time. When discontinuous chips were produced, there was considerable failure at the end-grain surface beneath the saw tooth’s edge (Axelsson, 1994; Ratnasingam and Scholz, 2009). Under such circumstances, the principal cutting force was significantly reduced, which in turn lowered the average cutting force, as found in this study. In essence, the power variation during the cutting process is more pronounced when cutting green wood compared to dry wood, which clearly implies the need for greater consideration for cutting tool geometry when cutting green wood material, if process economics is to be realized (Ratnasingam and Scholz, 2009).
Further, the lower specific principal cutting force for tension wood is primarily due to the fact that the secondary walls of tension wood are less lignified, while its fibres were significantly thinner than those found in normal wood, which explains the lower cutting force (Ruelle et al., 2007; Ratnasingam and Scholz, 2009; Ratnasingam et al., 2009). However, the increased frictional force arising from the presence of fuzzy grain in tension wood, when added to the whole cutting process, makes it appear that tension wood requires more energy to cut than normal wood. Although, the total power consumption during the cutting of tension wood was relatively higher (Table 3), efforts could be taken to minimize the heat build-up and frictional force during the cutting of tension wood. This may significantly improve the process economics of cutting tension wood, as the tool wear is reduced, together with an improvement in processing yield. Therefore, for cutting green Rubberwood, saw-tooth design No. 2 with the highest rake angle, is recommended as is produces the best machined surface quality, while consuming the least energy. However, it must be noted that this tool geometry is contrary to the requirements when cutting normal wood as shown by Koch (1964), as the higher rake angle is necessary to off-set the effect of increased frictional force arising from the presence of fuzzy grains in tension wood. Although the results of this study was found to be parallel with the previous study by Vazques-Cooz and Meyer (2006), who had used Maple as the experimental material, this study shows that the anatomical characteristics of wood has a strong effect on cutting forces especially through their resistance to cutting, which in turn affects the extent of fuzzy grain formation on the machined surfaces of tension wood (Ruelle et al., 2007) Inevitably, it is apparent that optimizing the machining of tension wood will require an understanding of the wood’s anatomical characteristics, in order to ensure a desirable outcome.
Industrial implications: A survey of twenty five Rubberwood saw-mills in Peninsular Malaysia revealed that the saw tooth geometry used for sawing normal and tension wood of Rubberwood were similar, explaining the widely held notion that sawing tension wood is rather difficult and uneconomical. When industrial trials were conducted using the results from this study, the sawing of Rubberwood with tension wood showed a marked improvement, both in terms of yield and machined surface quality (Table 4).
| Table 4: | Comparative processing of rubberwood with tension wood |
| Values based on industrial trial at 25 saw mills | |
An average reduction in cutting power consumption of 37% was obtained, coupled with a marked improvement in machined surface quality with a lesser amount of fuzzy grain. It is apparent that the higher rake angle of the saw tooth was able to reduce the cutting force, which in turn cut the grains rather than pull-them away, as it is usually encountered when using saw tooth with lower rake angles (Ratnasingam and Scholz, 2009). The results has far reaching industrial implications as it shows that cutting tension wood can be significantly improved in terms of yield and resultant surface quality, by using the proper cutting tool geometry. This is on the contrary to common belief that tension wood is a difficult wood material to process.
CONCLUSIONS
The results of this study shows that the actual cutting force required for cutting rubber wood with tension wood is lower than for cutting normal wood of Rubberwood. However, the incidence of fuzzy grain on the cut surface of tension wood results in accelerated tool wear and higher frictional force, leading to higher total energy consumption during its cutting compared to normal wood. Therefore, the use of higher rake and clearance angles for the cutting tools are recommended when cutting tension wood to reduce the total energy consumption and improve the resultant surface quality surface.
REFERENCES
- Aknouche, H., A. Outahyon, C. Nouveau, R. Marchal, A. Zerizer and J.C. Butaud, 2009. Tool wear effect on cutting forces: In routing process of aleppo pine wood. J. Mater. Process. Technol., 209: 2918-2922.
CrossRef - Axelsson, B.O.M., 1994. Lateral cutting force during machining of wood due to momentary disturbances in the wood structure and degree of wear of the cutting tool Seitliche schnittkrafte wahrend der holzbearbeitung aufgrund lokaler storungen der holzstruktur und abnutzung des schneide-werkzeugs. Eur. J. Wood Wood Prod., 52: 198-204.
CrossRef - Barnett, J.R., 2004. Cellulose microfibril angle in cell wall of wood fibres. Biol. Rev., 79: 461-472.
PubMed - Beer, P., G. Sinn, M. Gindl and S. Tschegg, 2005. Work fracture and chips formation during linear cutting of particle board. J. Mater. Process Technol., 159: 224-228.
CrossRef - Eyma, F., P.J. Meausoone and P. Martin, 2004. Strains and cutting forces involved in solid wood rotating cutting process. J. Mater. Process Technol., 148: 220-225.
CrossRef - Ratnasingam, J. and F. Scholz, 2007. Characterizing surface defects in machine-planing of rubberwood (Hevea brasiliensis). Eur. J. Wood Wood Prod., 65: 325-327.
CrossRef - Ratnasingam, J., T. McNulty and M. Manikam, 2008. The machining characteristics of oil palm empty fruit bunch particleboard and its suitability for furniture. Asian J. Applied Sci., 1: 253-258.
CrossRefDirect Link - Ratnasingam, J., T.P. Ma, G. Ramasamy and M. Manikam, 2009. The wear characteristics of cemented tungsten carbide tools in machining oil palm empty fruit bunch particleboard. J. Applied Sci., 9: 3397-3401.
CrossRefDirect Link - Ruelle, J., J. Beauchene, A. Thibaut and B. Thibaut, 2007. Comparison of physical and mechanical properties of tension and opposite wood from ten tropical rainforest trees from different species. Ann. For. Sci., 64: 503-510.
CrossRefDirect Link - Stewart, H.A., 1980. Some surfacing defects and problems related to wood moisture content. Wood Fiber, 12: 175-182.
Direct Link - Vazques-Cooz, I. and R.W. Meyer, 2006. Cutting forces for tension wood and normal wood of maple. For. Prod. J., 56: 26-34.
Direct Link - Wardrop, A.B. and H.E. Dadswell, 1955. The structure and properties of tension wood. Holzforschung, 9: 97-104.
Direct Link