
Faramarz Djavanroodi
Department of Mechanical Engineering, Iran University of Science and Technology, Tehran 16846-13114, Iran
Mahmood Ebrahimi
Department of Mechanical Engineering, Iran University of Science and Technology, Tehran 16846-13114, Iran
Journal of Applied Sciences
Year: 2010 | Volume: 10 | Issue: 20 | Page No.: 2411-2418







ABSTRACT
In this study, strain behavior of a modified equal channel angular pressing die was investigated using three dimensional finite element method analyses. A modified ECAP process in which there is no need for removing the sample from the die channels between consecutive passes is proposed and analyzed. Strain behavior of material during ECAP up to four passes in simple and modified ECAP die was compared. Using modified ECAP die causes approximately 40% increase in the effective strain magnitude and removes in-homogeneity of strain distribution in the cross-section of the sample. Also, the pressing force requirement in the modified ECAP die is higher than simple ECAP die. Experimental data is used for validating simulation results.
PDF Abstract XML References Citation
Received: May 20, 2010;
Accepted: July 19, 2010;
Published: August 23, 2010
How to cite this article
Faramarz Djavanroodi and Mahmood Ebrahimi, 2010. Investigation of Strain Behavior in the Modified Equal Channel Angular Pressing Die by 3D Finite Element Method. Journal of Applied Sciences, 10: 2411-2418.
DOI: 10.3923/jas.2010.2411.2418
URL: https://scialert.net/abstract/?doi=jas.2010.2411.2418
DOI: 10.3923/jas.2010.2411.2418
URL: https://scialert.net/abstract/?doi=jas.2010.2411.2418
INTRODUCTION
Among Severe Plastic Deformation (SPD) techniques, such as High Pressure Torsion (HPT), Twist Extrusion (TE) and Multi Directional Forging (MDF), Equal Channel Angular Pressing (ECAP) is a novel technique, which is widely used for fabrication of bulk nanostructure materials (Kim, 2001). The fundamental of ECAP, developed by Segal and co-workers (Dumoulin et al., 2005), is schematically shown in Fig. 1. The well lubricated sample is placed in the entry channel and extruded into the exit channel by a punch without any changing in the original cross-section (Zhang et al., 2007). Simple shear, which exist in the intersecting of the two channels, provides a high strain in the ECAPed material (Yang et al., 2005). For the ECAP die shown in Fig. 1, there are two important parameters that play prominent role in the magnitude of strain. These are die channel angle (Φ) and outer corner angle (Ψ). Xu et al. (2006b) have suggested a relationship between the magnitude of effective strain (εeq) and these angles as shown in Eq. 1:
| (1) |
This process can be repeated several times to produce large strain in the sample. The magnitude of effective strain is achieved by multiplying the magnitude of effective strain in the first pass by the number of passes (Xu et al., 2006a).
 | |
| Fig. 1: | The schematic illustration of ECAP process |
Using classical ECAP die to provide high strain in the sample by repeating the process, with or without intermediate rotation, is time consuming because the sample must be removed from the exit channel die and reinserted in order to achieve large numbers of passes and high imposed strain. To avoid these problems, ECAP with parallel channels (Rosochowski and Olejnik, 2002) and ECAP using rotary-die (Ma et al., 2005) have been proposed. The effect of ECAP process on aluminum 6061 alloy had been investigated by Mosneaga et al. (2001) and demonstrated the efficiency of this method to form ultra fine grained materials.
So far, many FEM studies were carried out on the deformation behavior on the sample in the classical ECAP die (Kim, 2002; Figueiredo et al., 2006). Djavanroodi and Ebrahimi (2010) investigated the effects of various values of die channel angle and back punch pressure on the strain behavior and pressing pressure in two friction conditions. In general, increasing in the magnitude of die channel angle causes to decrease in the magnitude of effective strain but increase in the homogeneity of strain distribution on the cross-section of sample. Increasing in the uniform strain behavior with using back pressure is another outcome. Zhao et al. (2005) studied the deformation behavior of pure aluminum during ECAP with 2D simulation and indicated the in-homogeneity of strain distribution increases in the case of friction and sharp outer corner die. Basavaraj et al. (2009) investigated the strain behavior and pressing pressure on the multi pass ECAP and revealed the prominent of die channel angle in the strain distribution. Oruganti et al. (2005) reported the effects of back pressure, friction coefficient and temperature on the material flow and in-homogeneity of strain and strain rate behavior in the cross-section of the sample in the ECAP process by 2D FEM. It was demonstrated; high level of back pressure with reduced friction is required for high magnitude of effective strain and uniformly strain distribution. Raab (2005) studied experimentally and analytically the strain distribution in the ECAP with parallel channels. He has shown that, using of Φ = 100° with k = d (k is the distance between two parallel channels) provides condition for more homogeneity of strain distribution. Suo et al. (2007) simulated the influence of various routes on the material flow during ECAP. They have shown that, routes BC and C are the best routes to achieve high magnitude of effective strain with more homogeneity of strain distribution in comparison with route A. Karpuz et al. (2009) investigated the effect of strength coefficient and strain hardening exponent on the size of dead zone in the ECAP process. They showed that, to reach the lowest outer corner angle, the lowest strain hardening exponent and strength coefficient were needed.
ECAP process using rotary-die is shown in Fig. 2. In this technique, removal of sample from the die channel for each pass is eliminated. Three equal length punches are placed in the channels as shown in Fig. 2a. The sample is inserted in the die. At the end of first pass (Fig. 2b), the ECAP set-up is rotated through 90° and the sample is pressed again as shown in Fig. 2c (Ma et al., 2005). The route of process that is used in this method is A where the sample has not any rotation between consecutive passes. This route and route BA have the highest in-homogeneity among of four fundamental routes in the ECAP process (Kim and Namkung, 2005).
In this study two modified features was studied using 3D FEM: First an ECAP process that eliminates ejection of the sample from the channels with routes C (for more uniformly strain distribution) in consecutive passes. The schematically representation of ECAP process modification is shown in Fig. 3a-d. In this method two punches are used instead of four punches in the rotary-die ECAP to solve in-homogeneity of the strain distribution by using route C. After first pass (Fig. 3c), the ECAP set-up is rotated through 90° and sample is pressed for the second time. This process is repeated several times to achieve high strain in the sample. Secondly, an ECAP process in which the magnitude of effective strain and homogeneity of effective strain in the cross-section of the sample is increased by modifying the design of ECAP dies shape as shown in Fig. 4. The effective strain behavior and in-homogeneity of strain distribution in the cross-section of the sample were investigated. Also, pressing force required for deforming the samples in simple and modified ECAP die have been obtained. Four passes are carried out for each of ECAP dies. Experimental data is used for validation of simulation results.
Finite element methods: All of the simulations were carried out using commercial FEM code DEFORM-3DTM V5.0. Two distinct models for the ECAP die were considered that is shown in Fig. 4.
 | |
| Fig. 2: | The rotary-die ECAP process: (a) initial state, (b) after one pass and (c) after 90° die rotation |
 | |
| Fig. 3: | The modification of ECAP process for achieving uniform strain distribution without removing the sample from the die: (a) initial state, (b) start pressing the sample, (c) end of first pass and rotate the ECAP set-up and (d) start second pass |
 | |
| Fig. 4: | The two ECAP die shapes (simple and modification) simulated for this study |
 | |
| Fig. 5: | The ECAP process using two punches: (a) press with punch A, (b) end of first pass, (c) press with punch B and (d) end of second pass |
In both cases, the dies, punches were assumed to be rigid and the material properties follow the relationship ![]() where, 74 MPa is strength coefficient and 0.17 is strain hardening exponent. The die channel angle of 90° and the outer corner angle of 20° were used in both ECAP dies. The speed of 1 mm sec-1 was applied for punches A and B. The numbers of elements were 3200 and automatic re-meshing was applied to accommodate large deformation during all of the simulations. All of the simulation conditions were the same except shape of die models.
where, 74 MPa is strength coefficient and 0.17 is strain hardening exponent. The die channel angle of 90° and the outer corner angle of 20° were used in both ECAP dies. The speed of 1 mm sec-1 was applied for punches A and B. The numbers of elements were 3200 and automatic re-meshing was applied to accommodate large deformation during all of the simulations. All of the simulation conditions were the same except shape of die models.
At the first, sample up to four passes was simulated, using the simple ECAP die. Magnitude of effective strain and in-homogeneity of strain distribution in the cross-section of the sample was studied. Then, using the modified ECAP die, the distribution of strain and homogeneity of strain distribution was compared with the results of simple ECAP die shape. At the end, the pressing force needed for the simple and modified ECAP dies in the first pass were contrasted.
For simplifying the simulation, two punches system for eliminating the rotation of ECAP set-up is used with punch A in entrance channel and punch B in existence channel as shown in Fig. 5a-d. By using this system, the rotation of die and sample between consecutive passes is eliminated and simulated of process becomes easier. The sample is placed in vertical channel (Fig. 5a) and it is pressed by punch A until the sample is completely driven to the exit channel (Fig. 5b). Until this time, punch B is free and do not have any contact with the sample. Now, punch A is become free and then, punch B starts pushing the sample to the vertical channel (Fig. 5d).
RESULTS AND DISCUSSION
Validation of simulation analysis: To validate simulation results, ECAP die with the die channel angle of 90° and outer corner of 20° was used. The commercial pure aluminum was used as sample that homogenized at 670°C for 0.5 h. The chemical composition of pure Al is represented in Table 1. The speed of punch was 1 mm sec-1 and MoS2 was used as lubrication. The diameter of sample was 20 mm with a length of 100 mm. Also, tensile test were performed to obtain true strain-stress relationship according to ASTM B557M, 2002. The magnitude of friction coefficient in the simulation condition was assumed 0.1. The hydraulic press, ECAP die set up and deformed sample are shown in Fig. 6 and 7, respectively.
After one pass, the pressing pressure magnitudes obtained from experimental work and simulation results are 57 and 54 MPa, respectively. There is a good agreement between experimental and simulation has been achieved.
| Table 1: | The chemical composition of commercial pure aluminum that is used as sample during ECAP process |
 | |
| Fig. 6: | The ECAP set-up for experimental work: hydraulic press and ECAP die set-up |
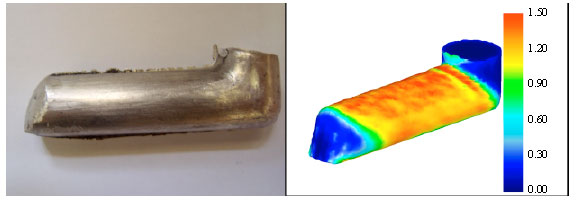 | |
| Fig. 7: | The ECAPed samples after one pass in experimental work and simulation analysis |
| Table 2: | Comparison of the magnitude of effective strain results |
 | |
| Fig. 8: | The contours of ECAPed sample after first and third passes in the simple and modified ECAP dies |
Also, magnitudes of simulated effective strain are compared with the Eq. 1 in Table 2. As can be viewed, there are good agreements between them. The simulation running time for the sample with this geometry (d = 20 mm and l = 100 mm) was about 13 h. In order to reduce the computational running time the dimension of sample was reduced to (d = 8 mm and l = 50) for all of the analyses, with this new dimension, the running time for each simulation was about 3 h.
Strain behavior of samples during ECAP in simple and modified dies: Finite element analysis was carried out for the ECAP process of pure aluminum up to four passes. Figure 8 and 9 compare strain behaviors in simple and modified ECAP dies. As it can be seen, the number of passes increases the difference in the effective strain between simple and modified dies increases. For the first and forth passes this difference is approximately 27 and 38%, respectively. Using the modified ECAP die causes rough surface in the first, third pass and smoother surface in the second and fourth pass as shown in Fig. 10. Also, the diameter of the deformed sample with the modified ECAP die in the first and third passes reduces to 7 mm as shown in Fig. 8. This decrease in the diameter of the deformed sample is compensated in the second and fourth passes.
There are three distinct regions in the each ECAPed sample. These regions are head, steady-state and tail. Between the unavoidable non-uniformly deformed head and tail regions, there is a steady-state region where the strain distribution is homogeneous along the deformation axis. Previous simulation studies have good agreement with these results (Basavaraj et al, 2009; Xu et al., 2006a).
 | |
| Fig. 9: | The contours of ECAPed sample after second and fourth passes in the simple and modified ECAP dies |
 | |
| Fig. 10: | The 3D shape of sample during ECAP process with simple and modified ECAP die up to four passes |
 | |
| Fig. 11: | The magnitude of effective strain for different number of pressing passes in two ECAP die conditions |
The magnitude of effective strain for each pass of the ECAPed sample which is represented in Fig. 11 shows higher strain value imposes to the sample in the modified ECAP die. The magnitude of effective strain increases 34% in the first pass and 38% in the fourth pass, respectively. So, with increasing in the number of passes, the slope of the growth rises gradually.
 | |
| Fig. 12: | Effective strain distributions in the cross-section of the ECAPed samples for different passes in simple and modified ECAP die |
The effective strain distributions in the cross-section of the ECAPed samples in the steady state zone for different passes in simple and modified ECAP die are shown in Fig. 12.
| Table 3: | The magnitude of inhomogeneity index for simple and modified dies |
 | |
As can be viewed, using the modified ECAP die has several advantages in comparison to simple ECAP die. There is much less in-homogeneity strain in the cross-section of the sample in the modified ECAP die. Also, the magnitude of effective strain increases with increasing the number of passes. One disadvantage of modified die is the high surface roughness of the sample; this can be removed by machining from the surface of the samples. For simple ECAP die, the level of in-homogeneity of strain distribution decreases as the number of passes increases. So, increasing the number of passes, the level of the uniformly strain increases. The result from the simple ECAP die in the first pass has good agreement with the studies obtained by Nagasekhar et al. (2005).
The degree of inhomogeneity is defined as (Basavaraj et al., 2009):
| (2) |
where, ![]() are maximum, minimum and average values of plastic strain, respectively. The magnitude of inhomogeneity index ( ) for simple die after one pass ECAP in the steady state zone is approximately 1.02 which is in good agreement with Basavaraj et al. (2009) findings. Table 3 shows the magnitudes of inhomogeneity index for all simulated conditions in the samples (head, steady state and tail zones). As can be seen, the homogeneity and distribution of the strain in the modified die is more uniform than simple die. Also, the inhomogeneity index reduces with increasing the number of the passes.
are maximum, minimum and average values of plastic strain, respectively. The magnitude of inhomogeneity index ( ) for simple die after one pass ECAP in the steady state zone is approximately 1.02 which is in good agreement with Basavaraj et al. (2009) findings. Table 3 shows the magnitudes of inhomogeneity index for all simulated conditions in the samples (head, steady state and tail zones). As can be seen, the homogeneity and distribution of the strain in the modified die is more uniform than simple die. Also, the inhomogeneity index reduces with increasing the number of the passes.
Pressing pressure requirement in simple and modified ECAP dies: Using the modified ECAP die needs excess load for pressing sample. Figure 13 has been brought to compare the magnitude of force requirement for the first pass in the simple and modified ECAP dies. From these curves, it can be found that, 57% increase in load in the first pass by using the modified ECAP die is required in comparison to the load requirement for pressing sample in the simple ECAP die. For the case of modified ECAP die, the force curve is reached to the load equal with the simple die’s (point A) and after this point, the force increases with a steeper slope to the peak position. At point A, the sample, reaches the extruded part in the modified ECAP die. For the extruded part in the modified ECAP die, the diameter of the channel reduces from 8 to 7 mm.
 | |
| Fig. 13: | Punch force versus ram displacement in the first pass for simple and modified ECAP dies |
After the peak position, the requirement force reduces gradually to the 4 kN.
CONCLUSIONS
Two modifications are carried out in this study: ECAP process modification and ECAP die shape modification. The first modification enable the process to be continues for several passes, resulting high homogeneity of strain distribution by using route C and the second modification enables us to obtain high magnitude of effective strain and high uniform strain distribution during ECAP process respectively. The simple and modified ECAP dies are used to press pure aluminum up to four passes for comprising magnitude of effective strain and homogeneity of strain distribution in the cross-section of the sample. From the results of the simulations, the following conclusions are made:
| • | About 40% increase in the effective strain magnitude is achieved by using of modified ECAP die instead of simple ECAP die |
| • | The in-homogeneity of strain distribution that is seen in the deformed sample with the simple ECAP die is considerably less by applying the modified ECAP die |
| • | For the deformed sample with the simple ECAP die, the level of the non-uniformly strain distribution is decreased with increasing the number of the passes |
Also, continues of pressing passes is carried out without ejecting the sample form the channels. For validating of FEM results, experimental work, theoretical relationship and previous studies are employed.
ACKNOWLEDGMENT
We express our thanks to Manufacturing Technology Center (MTC) at Mechanical Engineering Department in Iran University of Science and Technology for assisting in materials testing.
REFERENCES
- Basavaraj, V.P., C. Uday and K.T.S. Prasanna, 2009. Study of channel angle influence on material flow and strain inhomogeneity in equal channel angular pressing using 3D finite element simulation. J. Mater. Proc. Technol., 209: 89-95.
CrossRef - Djavanroodi, F. and M. Ebrahimi, 2010. Effect of die channel angle, friction and back pressure in the equal channel angular pressing using 3D finite element simulation. Mater. Sci. Eng. A, 527: 1230-1235.
CrossRef - Dumoulin, S., H.J. Roven, J.C. Werenskiold and H.S. Valberg, 2005. Finite element modeling of equal channel angular pressing: Effect of material properties, friction and die geometry. Mater. Sci. Eng. A, 410�411: 248-251.
CrossRef - Figueiredo, R.B., A.M.T. Paulino and C.P. Roberto, 2006. Finite element modeling of plastic instability during ECAP processing of flow-softening materials. Mater. Sci. Eng. A, 430: 179-184.
Direct Link - Karpuz, P., C. Simsir and G.C. Hakan, 2009. Investigating the effects of hardening of aluminum alloys on equal-channel angular pressing: A finite-element study. Mater. Sci. Eng. A, 503: 148-151.
CrossRef - Kim, H.S., 2001. Finite element analysis of equal channel angular pressing using a round corner die. Mater. Sci. Eng. A, 315: 122-128.
CrossRef - Kim, H.S., 2002. Finite element analysis of deformation behavior of metals during equal channel multi-angular pressing. Mater. Sci. Eng. A, 328: 317-323.
CrossRef - Kim, W.J. and J.C. Namkung, 2005. Computational analysis of effect of route on strain uniformity in equal channel angular extrusion. Mater. Sci. Eng. A, 412: 287-297.
CrossRef - Ma, A., N. Yoshinori, S. Kazutaka, S. Ichinori and S. Naobumi, 2005. Characteristics of plastic deformation by rotary-die equal channel angular pressing. Scripta Materialia, 52: 433-437.
Direct Link - Mosneaga V.A., T. Kobayashi and H. Toda, 2001. Influence of ECAP and age hardening treatment in 6061 Al alloy. Int. J. Mater. Prod. Technol., 16: 710-716.
Direct Link - Nagasekhar, A.V., Y. Tick-Hon, S. Li and H.P. Seow, 2005. Effect of acute tool-angles on equal channel angular extrusion/pressing. Mater. Sci. Eng. A, 410�411: 269-272.
CrossRef - Oruganti, R.K., P.R. Subramanian, J.S. Marte, M.F. Gigliotti and A. Sundar, 2005. Effect of friction, backpressure and strain rate sensitivity on material flow during equal channel angular extrusion. Mater. Sci. Eng. A, 406: 102-109.
CrossRef - Raab, G.I., 2005. Plastic flow at equal channel angular processing in parallel channels. Mater. Sci. Eng. A, 410�411: 230-233.
CrossRef - Rosochowski, A. and L. Olejnik, 2002. Numerical and physical modeling of plastic deformation in 2-turn equal channel angular extrusion. J. Mater. Proc. Technol., 125�126: 309-316.
CrossRef - Suo, T., Y. Li, Q. Deng and Y. Liu, 2007. Optimal pressing route for continued equal channel angular pressing by finite element analysis. Mater. Sci. Eng. A, 466: 166-171.
CrossRef - Xu, S., G. Zhao, Y. Luan and Y. Guan, 2006. Numerical studies on processing routes and deformation mechanism of multi-pass equal channel angular pressing processes. J. Mater. Proc. Technol., 176: 251-259.
CrossRef - Xu, S., G. Zhao, X. Ma and G. Ren, 2006. Finite element analysis and optimization of equal channel angular pressing for producing ultra-fine grained materials. J. Mater. Proc. Technol., 184: 209-216.
CrossRef - Yang, F., A. Saran and K. Okazaki, 2005. Finite element simulation of equal channel angular extrusion. J. Mater. Proc. Technol., 166: 71-78.
CrossRef - Zhang, Z.J., I.H. Son, Y.T. Im and J.K. Park, 2007. Finite element analysis of plastic deformation of CP-Ti by multi-pass equal channel angular extrusion at medium hot-working temperature. Mater. Sci. Eng. A, 447: 134-141.
CrossRef - Zhao, W.J., H. Ding, Y.P. Ren, S.M. Hao, J. Wang and J.T. Wang, 2005. Finite element simulation of deformation behavior of pure aluminum during equal channel angular pressing. Mater. Sci. Eng. A, 410�411: 348-352.
CrossRef